一种轻量化汽车密封条及其生产工艺
文献发布时间:2023-06-19 10:40:10
技术领域
本发明属于汽车密封条技术领域,尤其涉及一种轻量化汽车密封条及其生产工艺。
背景技术
汽车密封胶条是汽车的重要零部件之一,广泛用于车门、车窗、车身、座椅、天窗、发动机箱和后备箱等部位。汽车密封胶条虽是车身内的小部件,但是它能保证开关车门沉稳厚重,还能使车内避风雨、防尘、隔热、隔音,对门窗交接的边缘起到装饰的效果。当车身受到振动与扭曲时,密封条还起到缓冲、吸震、保护玻璃的作用。传统密实胶配方中不采用微孔发泡剂,形成的密封条厚实,质感较硬,尤其在较冷的环境中,僵硬的缺陷就显得更突出。
发明内容
针对上述情况,为克服现有技术的缺陷,本发明提供一种轻量化汽车密封条及其生产工艺,研究在不影响产品使用性能的基础上,可明显提高产品的回弹性,改善低温下的质感,大大降低了制品的体积成本,提高产品性能最终能实现更高经济效益的目的。
本发明采用的技术方案如下:一种轻量化汽车密封条,包括微孔发泡胶部分和金属骨架部分,所述金属骨架部分设于微孔发泡胶部分内,所述微孔发泡胶部分包括以下重量份数的原材料:EPDM生胶80~100份,炭黑130~150份,石蜡油60~80份,白色填料40~60份,活性氧化锌3.0~5.0份,硬脂酸1.5~2份,硫磺1.5~2.0份,促进剂2.0~3.0份,物理发泡剂1.0~1.5份,化学发泡剂1.0~1.5。
进一步地,所述微孔发泡胶部分优选的原材料重量配比为:EPDM生胶85~95份,炭黑135~145份,石蜡油65~75份,白色填料45~55份,活性氧化锌3.5~4.5份,硬脂酸1.6~1.8份,硫磺1.6~1.8份,促进剂2.2~2.8份,物理发泡剂1.2~1.4份,化学发泡剂1.2~1.4。
进一步地,所述微孔发泡胶部分最佳的原材料重量配比为:所述微孔发泡胶部分包括以下重量份数的原材料:EPDM生胶90份,炭黑140份,石蜡油70份,白色填料50份,活性氧化锌4份,硬脂酸1.7份,硫磺1.7份,促进剂2.5份,物理发泡剂1.3份,化学发泡剂1.3份。
本发明还包括一种轻量化汽车密封条的生产工艺,包括以下步骤:
(1)分别称取微孔发泡胶部分原材料的重量份;
(2)密炼机转速调至35~40RPM,将通过步骤(1)称取的所述EPDM生胶、活性氧化锌和硬脂酸置于密炼机内,塑炼生胶,温度控制在90°以下,塑炼60秒;再依次加入通过步骤(1)称取的所述白色填料、炭黑和石蜡油混合、混炼,混炼温度控制在150°以下;落入开炼机薄通、包辊若干次,通过隔离剂下片,制成一段胶,停放8小时以上;
(3)密炼机转速调至20~25RPM,将通过步骤(2)制得的停放后的所述一段胶置于密炼机,加入通过步骤(1)称取的所述硫磺、促进剂、物理发泡剂和化学发泡剂混炼,混炼温度控制在90°以下,时间不低于2分钟;落入开炼机薄通、包辊若干次,下片,停放,制成微孔发泡终炼胶;
(4)制备海绵终面炼胶;
(5)将通过步骤(3)制得的所述微孔发泡终炼胶和通过步骤(4)制得的所述海绵终面炼胶置于挤出机,所述金属骨架部分通过合金嘴;通过挤出口模,实现共挤,制成各种所需形状的复合密封条制品;
(6)将通过步骤(5)制得的复合密封条制品置于微波炉和热空气炉中硫化,制成硫化后复合密封条制品,硫化温度范围在200~240℃,微波功率范围在4.5~8.0KW,硫化时间控制在10~15分钟;在微波加热作用下,化学发泡剂受热分解,形成气泡,橡胶硫化交联,保证气泡大小合适,分布均匀;与此同时物理发泡剂受热膨胀,形成球状弹性实体,这些球状弹性实体均匀分布在化学发泡剂形成的气泡中;
(7)步骤(6)制得的所述硫化后复合密封条制品经过固化炉、冷却槽、成型机、下料机,形成所需的密封条半成品。
采用上述结构后,本发明有益效果如下:本发明一种轻量化汽车密封条及其生产工艺,传统密实胶配方中不采用微孔发泡剂,整个过程只需考虑硫化成型问题,产品比重较大,本发明在不影响产品使用性能的基础上,通过密实胶微孔发泡技术,使橡胶材料微孔发泡,可降低产品比重,为保证外观面增加面胶工艺,大大降低了制品的体积成本,最终能实现更高经济效益的目的;传统密实胶配方中不采用微孔发泡剂,形成的密封条厚实,质感较硬,尤其在较冷的环境中,僵硬的缺陷就显得更突出。研究在不影响产品使用性能的基础上,可明显提高产品的回弹性,改善低温下的质感;本发明由于微孔发泡密封条截面存在均匀分布的细孔,这些细孔的存在可大大增加密封条对接时的截面面积,从而增大结合部位的附着力,从而提高了密封条对接的一次合格率;本发明中微发泡比密实胶柔软性好,对产品的拔出力有很大的改善。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
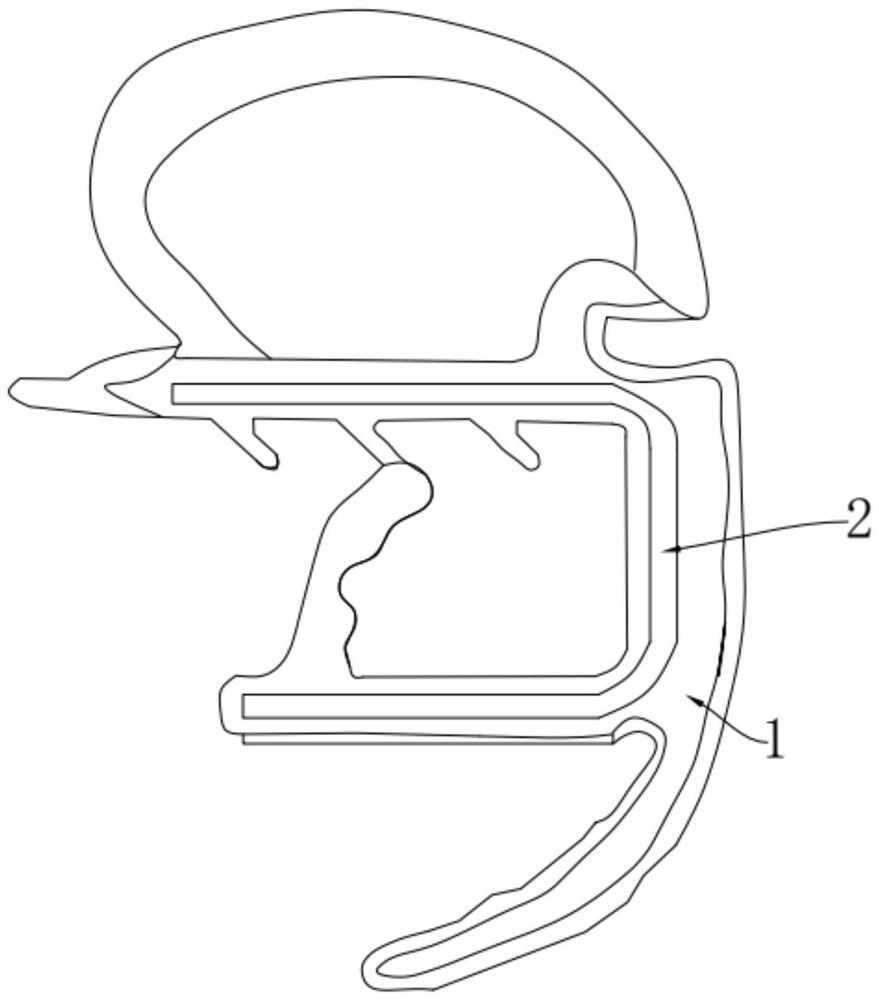
图1为本发明一种轻量化汽车密封条整体结构示意图。
在附图中:1、微孔发泡胶部分,2、金属骨架部分。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
实施例1
如图1所示,一种轻量化汽车密封条,它包括微孔发泡胶部分1和金属骨架部分2,所述金属骨架部分2设于微孔发泡胶部分1内,所述微孔发泡胶部分1包括以下重量份数的原材料:EPDM生胶90份,炭黑140份,石蜡油70份,白色填料50份,活性氧化锌4份,硬脂酸1.7份,硫磺1.7份,促进剂2.5份,物理发泡剂1.3份,化学发泡剂1.3份。
本实施例还包括一种轻量化汽车密封条的生产工艺,包括以下步骤:
(1)分别称取微孔发泡胶部分1原材料的重量份;
(2)密炼机转速调至35~40RPM,将通过步骤(1)称取的所述EPDM生胶、活性氧化锌和硬脂酸置于密炼机内,塑炼生胶,温度控制在90°以下,塑炼60秒;再依次加入通过步骤(1)称取的所述白色填料、炭黑和石蜡油混合、混炼,混炼温度控制在150°以下;落入开炼机薄通、包辊若干次,通过隔离剂下片,制成一段胶,停放8小时以上;
(3)密炼机转速调至20~25RPM,将通过步骤(2)制得的停放后的所述一段胶置于密炼机,加入通过步骤(1)称取的所述硫磺、促进剂、物理发泡剂和化学发泡剂混炼,混炼温度控制在90°以下,时间不低于2分钟;落入开炼机薄通、包辊若干次,下片,停放,制成微孔发泡终炼胶;
(4)制备海绵终面炼胶;
(5)将通过步骤(3)制得的所述微孔发泡终炼胶和通过步骤(4)制得的所述海绵终面炼胶置于挤出机,所述金属骨架部分2通过合金嘴;通过挤出口模,实现共挤,制成各种所需形状的复合密封条制品;
(6)将通过步骤(5)制得的复合密封条制品置于微波炉和热空气炉中硫化,制成硫化后复合密封条制品,硫化温度范围在200~240℃,微波功率范围在4.5~8.0KW,硫化时间控制在10~15分钟;在微波加热作用下,化学发泡剂受热分解,形成气泡,橡胶硫化交联,保证气泡大小合适,分布均匀;与此同时物理发泡剂受热膨胀,形成球状弹性实体,这些球状弹性实体均匀分布在化学发泡剂形成的气泡中;
(7)步骤(6)制得的所述硫化后复合密封条制品经过固化炉、冷却槽、成型机、下料机,形成所需的密封条半成品。
实施例2
一种轻量化汽车密封条,微孔发泡胶部分包括以下重量份数的原材料:EPDM生胶100份,炭黑145份,石蜡油75份,白色填料55份,活性氧化锌4.5份,硬脂酸1.6份,硫磺1.6份,促进剂2.6份,物理发泡剂1.2份,化学发泡剂1.4份。
本实施例还包括一种轻量化汽车密封条的生产工艺,包括以下步骤:
(1)分别称取微孔发泡胶部分原材料的重量份;
(2)密炼机转速调至36~39RPM,将通过步骤(1)称取的所述EPDM生胶、活性氧化锌和硬脂酸置于密炼机内,塑炼生胶,温度控制在87°以下,塑炼60秒;再依次加入通过步骤(1)称取的所述白色填料、炭黑和石蜡油混合、混炼,混炼温度控制在145°以下;落入开炼机薄通、包辊若干次,通过隔离剂下片,制成一段胶,停放9小时以上;
(3)密炼机转速调至22~24RPM,将通过步骤(2)制得的停放后的所述一段胶置于密炼机,加入通过步骤(1)称取的所述硫磺、促进剂、物理发泡剂和化学发泡剂混炼,混炼温度控制在85°以下,时间不低于3分钟;落入开炼机薄通、包辊若干次,下片,停放,制成微孔发泡终炼胶;
(4)制备海绵终面炼胶;
(5)将通过步骤(3)制得的所述微孔发泡终炼胶和通过步骤(4)制得的所述海绵终面炼胶置于挤出机,所述金属骨架部分通过合金嘴;通过挤出口模,实现共挤,制成各种所需形状的复合密封条制品;
(6)将通过步骤(5)制得的复合密封条制品置于微波炉和热空气炉中硫化,制成硫化后复合密封条制品,硫化温度范围在220~230℃,微波功率范围在5~7KW,硫化时间控制在12~14分钟;在微波加热作用下,化学发泡剂受热分解,形成气泡,橡胶硫化交联,保证气泡大小合适,分布均匀;与此同时物理发泡剂受热膨胀,形成球状弹性实体,这些球状弹性实体均匀分布在化学发泡剂形成的气泡中;
(7)步骤(6)制得的所述硫化后复合密封条制品经过固化炉、冷却槽、成型机、下料机,形成所需的密封条半成品。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
- 一种轻量化汽车密封条及其生产工艺
- 一种汽车密封条的生产工艺