异常检测装置、异常检测方法以及程序
文献发布时间:2023-06-19 11:03:41
技术领域
本发明涉及异常检测装置、异常检测方法以及程序。
背景技术
在专利文献1中,公开了对驱动工具的电机电流值的最大值和最小值的时间序列上的方差设置阈值来进行异常判定的寿命预测方法。在专利文献1所记载的寿命预测方法中,以下面的方式设定和使用阈值。即,阈值被设定为预先在各种条件下对直至钻头折损的加工进行测试而得到的适当值。而且,在量产时,该阈值通过根据材质、钻头直径、进给速度以及转速等由预先测试求出的值进行校正。
现有技术文献
专利文献
专利文献1:日本专利第5301380号公报
发明内容
发明要解决的问题
然而,在专利文献1所记载的寿命预测方法中,存在与工具等的个体差异所引起的不均、加工条件(加工时间和加工数量等)的变化不对应这样的问题。
本发明是为了解决上述问题而完成的,其目的在于提供一种能与工具等的个体差异所引起的不均对应的异常检测装置、异常检测方法以及程序。
技术方案
为了解决上述问题,本发明的异常检测装置具备:初始阶段检测信息获取部,获取使用一个工具进行的一系列的加工工序中的初始阶段的检测信息;映射函数确定部,确定用于使所述初始阶段的检测信息映射至基准检测信息的映射函数;磨损发展阶段检测信息获取部,获取所述一系列的加工工序中的所述初始阶段的后续的磨损发展阶段的检测信息;映射函数应用部,对所述磨损发展阶段的检测信息应用所述映射函数;异常度计算部,计算表示应用了所述映射函数的所述磨损发展阶段的检测信息相对于所述基准检测信息的不同的程度的异常度;以及异常检测部,通过判定所述异常度是否超过事先决定的异常判定阈值来进行所述工具的异常检测。
此外,本发明的异常检测方法具有以下步骤:获取使用一个工具进行的一系列的加工工序中的初始阶段的检测信息;确定用于使所述初始阶段的检测信息映射至基准检测信息的映射函数;获取所述一系列的加工工序中的所述初始阶段的后续的磨损发展阶段的检测信息;对所述磨损发展阶段的检测信息应用所述映射函数;计算表示应用了所述映射函数的所述磨损发展阶段的检测信息相对于所述基准检测信息的不同的程度的异常度;以及通过判定所述异常度是否超过事先决定的异常判定阈值来进行所述工具的异常检测。
此外,本发明的程序使计算机执行以下步骤:获取使用一个工具进行的一系列的加工工序中的初始阶段的检测信息;确定用于使所述初始阶段的检测信息映射至基准检测信息的映射函数;获取所述一系列的加工工序中的所述初始阶段的后续的磨损发展阶段的检测信息;对所述磨损发展阶段的检测信息应用所述映射函数;计算表示应用了所述映射函数的所述磨损发展阶段的检测信息相对于所述基准检测信息的不同的程度的异常度;以及通过判定所述异常度是否超过事先决定的异常判定阈值来进行所述工具的异常检测。
有益效果
根据本发明的异常检测装置、异常检测方法以及程序,能提供一种能与工具等的个体差异所引起的不均对应的异常检测装置、异常检测方法以及程序。
附图说明
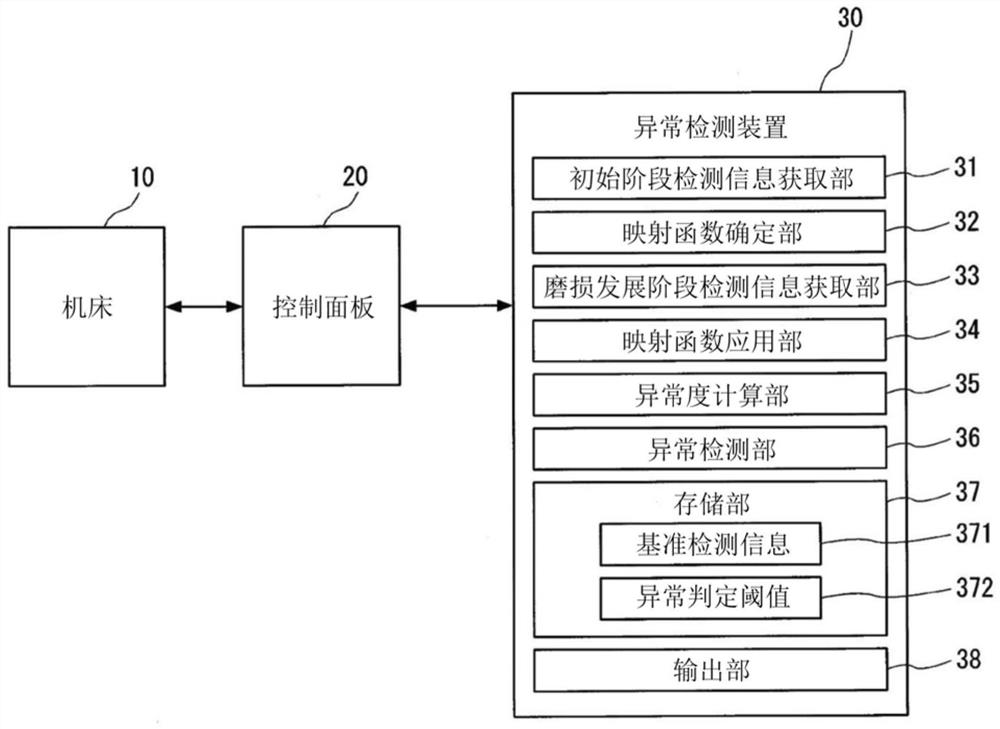
图1是表示本发明的实施方式的异常检测装置的构成例的框图。
图2是表示图1所示的机床的一个例子的立体图。
图3是表示本发明的实施方式的异常检测方法的步骤的流程图。
图4是用于对本发明的实施方式的异常检测装置的动作例进行说明的波形图。
图5是用于对本发明的实施方式的异常检测装置的动作例进行说明的波形图。
图6是用于对本发明的实施方式的异常检测装置的动作例进行说明的波形图。
图7是用于对本发明的实施方式的异常检测装置的动作例进行说明的波形图。
图8是用于对本发明的实施方式的异常检测装置的动作例进行说明的示意图。
图9是用于对本发明的实施方式的异常检测装置的动作例进行说明的波形图。
图10是用于对本发明的实施方式的异常检测装置的动作例进行说明的示意图。
图11是表示本发明的实施方式的计算机的结构的概略框图。
具体实施方式
[第一实施方式]
以下,参照图1~图11,对本发明的实施方式的异常检测装置和异常检测方法进行说明。需要说明的是,在各图中,对相同或对应的结构使用相同的符号,适当省略说明。
图1是表示本发明的实施方式的异常检测装置30的构成例的框图。图2是表示图1所示的机床10的一个例子的立体图。图3是表示本发明的实施方式的异常检测方法的步骤的流程图。图4~图7和图9是用于对本发明的实施方式的异常检测装置的动作例进行说明的波形图。图8和图10是用于对本发明的实施方式的异常检测装置的动作例进行说明的示意图。图11是表示本发明的实施方式的计算机的构成的概略框图。
图1所示的异常检测装置30进行由控制面板20控制的机床10所具备的工具的异常检测。不限定于机床10,一般也可以设为NC(Nnumerical Control;数值控制)机床、CNC(Computer Numerical control;计算机数值控制)机床。但是,在本实施方式中,作为一个例子,将作为异常检测对象的机床10设为由控制面板20进行数值控制的门式加工机床(以下称为门式加工机床10)。
如图2所示,在本实施方式中,门式加工机床10具有:床身11、工作台12、立柱部13、横轨14、滑鞍15、滑枕16、主轴17、附件18、工具单元19以及工具T等。
床身11水平地设置于地面上,在床身11上设置有工作台12和立柱部13。工作台12是载置作为被加工物的工件(省略图示)的台,设置为在床身11上能够沿一个水平方向移动。立柱部13是以跨过床身11的方式配置的门形的形状,在床身11的左右具有两个垂直地立起设置的左立柱13L和右立柱13R。横轨14以水平横切左立柱13L和右立柱13R的方式装配,并且设置为能够沿左立柱13L和右立柱13R的铅垂方向滑动面在铅垂方向上移动。
滑鞍15能装配于横轨14,设置为能够沿横轨14的水平方向滑动面在水平方向上移动。滑枕16被握持于滑鞍15,并且设置为被滑鞍15的铅垂方向滑动面引导而能够在铅垂方向上移动。主轴17配置于滑枕16的内部,通过未图示的主轴电机能够旋转。此外,在主轴17中经由附件18装接有具有工具T的工具单元19。
在具有上述的构成的门式加工机床10中,为了感测该工具T的异常,例如为了感测工具磨损、工具折损、崩边、缺损等的工具T自身的异常、工具T所引起的加工状态的异常,设有测定工具T(主轴17)的振动的振动传感器、测定工具T(主轴17)的切削力的切削动力计、测定工具T(主轴17)的声音的声音传感器等。此外,根据驱动主轴17的主轴电机测定主轴负载电流、电力值。此外,例如根据驱动滑枕16的未图示的进给电机测定电机电流、电力值。需要说明的是,在此以驱动滑枕16的进给电机为代表进行了例示,但与移动方向(例如XYZ方向)对应地设有多个进给电机。工具T为例如切削工具和磨削工具等,在加工、磨削中产生规定的磨损、缺损等的情况下被更换。
在本实施方式中,在门式加工机床10中,测定主轴负载电流,X、Y以及Z方向的各驱动轴电流值、以及X、Y以及Z方向的各驱动轴振动值等,经由控制面板20,使用规定的通信线向异常检测装置30发送所测定的数据(称为加工数据)。需要说明的是,加工数据也可以包括主轴转速、进给速度、切削量、机械振动、工具磨损、破损状态以及加工面的样子等。
控制面板20根据预先设定的程序对门式加工机床10进行数值控制,或者将在门式加工机床10中测定出的加工数据发送至异常检测装置30。
异常检测装置30由例如个人计算机等计算机构成,具备初始阶段检测信息获取部31、映射函数确定部32、磨损发展阶段检测信息获取部33、映射函数应用部34、异常度计算部35、异常检测部36、存储部37以及输出部38,作为由计算机具有的硬件与使用硬件执行的程序等软件的组合而构成的功能的构成要素。此外,存储部37存储基准检测信息371和异常判定阈值372等。
初始阶段检测信息获取部31获取使用一个工具T进行的一系列的加工工序中的初始阶段的检测信息。图4示出了门式加工机床10中的主轴负载电流的测定结果。主轴负载电流的各峰值与1周期(数值控制的1周期)的加工对应。在本实施方式中,作为一个例子,将3周期量的加工的期间设为初始阶段,将这之后的期间设为磨损发展阶段。将该初始阶段的加工次数(加工周期数)称为学习加工数。但是,也可以将初始阶段设为例如1或2周期的加工的期间,或者4周期以上的加工的期间。此外,检测信息为上述的加工数据,包括主轴负载电流,X、Y以及Z方向的各驱动轴电流值、X、Y以及Z方向的各驱动轴振动值等。需要说明的是,在异常检测装置30中,将该多个种类的加工数据作为多维信息(矢量信息)处理。
映射函数确定部32确定用于使初始阶段的检测信息映射为基准检测信息的映射函数。基准检测信息至少包括在使用与获取初始阶段的检测信息时所使用的工具T相同规格的一个工具T(工具T的规格相同但固形不同)进行的相同的一系列的加工工序中预先计测的,图4所示那样的初始阶段的检测信息。初始阶段的检测信息例如与量产时的初始阶段的检测信息对应,基准检测信息例如与试制时、量产初始时的初始阶段的检测信息对应。
在本实施方式中,使初始阶段的检测信息映射至基准检测信息是指例如,如图5所示,在基准检测信息(在图5中为学习数据y)和初始阶段的检测信息(在图5中为检证数据x)存在差值的情况(不一致的情况)下,如图7所示,以该差值变小的方式(以尽可能一致的方式)使初始阶段的检测信息(验证数据x)靠近(移动)至基准检测信息。
需要说明的是,图5和图7示出了以使如图6所示的初始阶段中的主轴负载电流的3个稳定状态的期间SB1、SB2以及SB3连续的方式合成的主轴负载电流的波形。稳定状态的期间SB1、SB2以及SB3与从初始阶段去除工具T向工件导入时的期间SA1、SA2以及SA3和加工结束后的期间SC1、SC2以及SC3之后的期间对应。
如果将基准检测信息设为学习数据y,将初始阶段的检测信息设为检证数据x,则由以下公式表示映射函数f。
(数学式1)
y=f(x)
此外,映射函数f能设为使用初始阶段的检证数据x的平均值x_mean、最大值x_max以及最小值xmin和学习数据y的平均值y_mean、最大值y_max以及最小值y_min,由例如后述公式表示的函数。
(数学式2)
f(x)={x+(y_mean-x_mean)}
×{(y_max-y_min)/(x_max-x_min)}
检证数据x的最大值x_max和最小值x_min与学习数据y的最大值y_max和最小值y_min在图5中示出。在该情况下,映射处理是将学习数据y的平均值y_mean与检证数据x的平均值x_mean的差(偏移)与检证数据x相加,再与学习数据y的最大值y_max和最小值y_min的差相对于检证数据x的最大值x_max和最小值x_min的差的比值相乘的处理。映射处理是将偏移和放大或缩小进行组合的处理。
需要说明的是,映射函数确定部32对作为多个种类的加工数据的多维信息的每个维(每个种类)确定映射函数f。但是,也可以将多个种类的加工数据的映射函数的一部分或全部共通化。
此外,映射函数确定部32能通过以下这样的条件评价映射是否成立。例如,映射函数确定部32确认两数据的最大值是否在○%以内、两数据的最小值是否在○%以内、RMSE(Root Mean Square Error;误差的平方和)是否在○%以下、或者检证数据是否在学习数据的从最大至最小的范围内包括〇%以上这样的条件,在未满足条件的情况下,例如可以改变偏移量、放大/缩小量来修正评价,或者设为未能确定映射函数而结束处理。
另一方面,磨损发展阶段检测信息获取部33获取一系列的加工工序中的初始阶段的后续的如图4所示的磨损发展阶段的检测信息。
此外,映射函数应用部34对磨损发展阶段的检测信息应用映射函数f。即,对磨损发展阶段的检测信息(检证数据x)应用映射函数f,计算应用了映射函数f的磨损发展阶段的检测信息(f(x))。
此外,异常度计算部35计算表示应用了映射函数f的磨损发展阶段的检测信息(f(x))相对于基准检测信息的不同的程度的异常度。例如异常度可以设为基准检测信息(在试制时等得到的加工数据的多维信息)与应用了映射函数f的磨损发展阶段的检测信息(f(x))(对在量产时等得到的加工数据的多维信息进行了映射处理的数据(映射数据))的多维信息间的距离。多维信息间的距离可以设为例如L2范数(欧几里得距离)。异常度计算部35基于多维信息计算一个类似度。
需要说明的是,在本实施方式中,异常度计算部35使用作为一种机械学习方法的kNN(k-nearest neighbor algorithm;k最邻近算法)来计算异常度。异常度计算部35如图8所示,首先,一边使移动窗MW偏移一边学习波形。在此,如果缩短移动窗MW的尺寸,则灵敏度变得敏锐。接着,异常度计算部35从学习数据提取k个相似的波形。然后,异常度计算部35计算出k个距离的平均作为异常度。
图9示出了异常度的计算结果的一个例子。图9的(a)是从图4所示的主轴负载电流的波形提取参照图6说明的稳定状态的期间SB1等,从初始阶段连结至磨损发展阶段的波形。图9的(b)是异常度计算部35基于对包括图9的(a)所示的主轴负载电流的加工数据的多维信息进行了映射处理的映射数据来计算出的类似度的例子。图9的(c)是异常度计算部35基于为了参考而未进行映射处理的包括图9的(a)所示的主轴负载电流的多维信息来计算出的类似度的例子。图9的(c)的类似度从第一次的加工(例如第一槽的加工)便较大,未表示出增加倾向。另一方面,图9的(b)所示的本实施方式的类似度能确认到异常度的增加倾向,能确认到映射处理的效果。
此外,异常检测部36通过异常度是否超过事先决定的异常判定阈值的判定来进行工具T的异常检测。异常判定阈值能将基于获取到学习数据时的(例如试制时的)初始阶段的波形的后续的磨损发展阶段的波形和学习数据的如图9的(b)所示的类似度设定为基准。例如在该磨损发展阶段中发生了工具T的折损的情况下,能以折损发生紧前的类似度为基准,设定异常判定阈值。此外,在该磨损发展阶段中未发生工具T的折损的情况(例如在加工结束后的检查等中因磨损量较大而更换了工具T的情况等)下,能以更换前最后确认到的类似度为基准,设定异常判定阈值。但是,对于未发生折损的情况下的异常判定阈值,例如在量产时等,可以以其后未发生折损而计算出的最大的类似度为基准进行更新。
此外,存储部37存储基准检测信息371和异常判定阈值372等。
此外,输出部38输出表示异常检测部36的判定结果的信号。输出的方法为例如向未图示的显示器进行显示,向控制面板20发送表示检测到异常或未检测到异常的信号等。此外,例如向显示器等的输出可以是对例如图9的(b)所示这样的类似度或者根据类似度推定的工具T的磨损量进行图表显示、数值显示。
接着,参照图3,对异常检测装置30的动作例进行说明。需要说明的是,在存储部37中,预先存储有基准检测信息371和异常判定阈值372。
在图3所示的处理中,当加工开始时(步骤S11),初始阶段检测信息获取部31从控制面板20收集加工数据(步骤S12)直至达到学习加工数(直至在步骤S13成为“是”)。
如果达到学习加工数时(如果在步骤S13中成为“是”),则映射函数确定部34基于收集到的加工数据和存储部37所存储的基准检测信息371,对每种类(每维)的加工数据制作映射函数f(步骤S14)。
接着,磨损发展阶段检测信息获取部33收集加工数据(步骤S15),对映射函数应用部34收集到的加工数据应用映射函数f,计算映射数据,并且异常度计算部35基于进行了映射处理的加工数据和存储部37所存储的基准检测信息371计算异常度(步骤S16)。
接着,异常检测部36基于计算出的异常度和存储部37所存储的异常判定阈值372进行异常判定(异常度是否超过异常判定阈值372的判定)(步骤S17)。
接着,输出部38输出异常检测部36的异常判定的结果(步骤S18)。
接着,磨损发展阶段检测信息获取部33判定加工是否已结束(步骤S19),在加工已结束的情况下(在步骤S19中为“是”的情况),结束图3所示的处理,在加工未结束的情况下(在步骤S19中为“否”的情况),再次收集加工数据(步骤S15)。
接着,参照图10对本实施方式的作用、效果进行总结。图10的(a)示意地示出了基于映射处理前的实测数据空间中的多维信息的正常数据空间的范围,图10的(b)示意地示出了基于映射处理后的多维信息的映射数据空间中的正常数据空间的范围,图10的(b)示意地示出了基于映射处理后的多维信息的实测数据空间中的正常数据空间的范围。
如图10的(a)所示,在基于进行映射处理前的实测数据的情况下,由条件的差异(个体差异所引起的偏移等)导致存在虽然正常但被判断为异常的区域,但如图10的(b)和图10的(c)所示,通过进行映射处理,即使是判断为异常的范围也能设为在正常的范围内,能放大正常的区域。像这样,根据本实施方式,通过使偏移了的数据等全部设为异常或对象外的检证数据映射至学习数据上(区域),变得能以相同的尺度进行评价。
如上所述,根据本实施方式,能与工具等的个体差所引起的不均对应。
需要说明的是,在本实施方式中,使用机械学习方法计算异常度,对计算出的异常度进行监控,由此能管理工具的寿命。作为异常度的计算方法,例如计算使用了kNN的数据间距离来作为异常度。但是,不限于kNN,也可以使用例如Lof(Local Outlier Factor:离群点检测算法)、变分贝叶斯法等。
此外,根据本实施方式,通过使工具的最初的数次的加工中的加工数据相对于预先确定了阈值的数据(基准检测信息)进行映射,能以与基准检测情报同等的异常度进行评价,因此能使用已知的阈值评价异常。
此外,如果由测试加工等获取了至工具破损的数据,则能以该数据为基础来确定阈值。此外,在不存在磨损、破损的数据的情况下,也可以以能正常加工的数据为基础来更新阈值。
在不进行映射处理的情况下,用于异常判定的阈值因加工条件/工具种类/原材料等而不同,不能唯一地确定阈值,但根据本实施方式,通过利用映射处理吸收上述的差异(加工条件/工具种类/原材料等),能唯一地确定阈值。
根据本实施方式,无论工具/加工的种类、工具的个体差异、加工条件如何,都能进行通用的异常感测。此外,根据本实施方式,能进行与工具/加工的种类无关的寿命管理,即使加工条件改变,也能不发生误感测地同时对多个指标进行评价。
[其他实施方式]
以上,参照附图对本发明的实施方式进行了详细描述,但具体的构成不限于该实施方式,也包括不脱离本发明的主旨的范围的设计变更等。需要说明的是,在上述实施方式中基于异常度进行了异常检测,但不限于此,也可以与类似度一并或代替类似度使用例如基于映射处理后的多维信息、基于基准检测信息的概率密度分布与基于检测信息的概率密度分布的比较结果、基于基准检测信息的最大值和最小值的差与基于检测信息的最大值和最小值的差的比较结果等。此外,对于类似度、概率密度分布以及最大值和最小值的差等各指标,也可以计算出多个指标的平均值、加权值等作为异常检测的判断对象。
以上,参照附图对本发明的实施方式进行了说明,但具体的构成不限于上述实施方式,也包括不脱离本发明的主旨的范围的设计变更等。
〈计算机构成〉
图11是表示上述实施方式的计算机的构成的概略框图。计算机90具备:处理器91、主存储器92、存储器93以及接口94。
将上述的异常检测装置30安装于计算机90。然后,上述的各处理部的动作以程序的形式存储于存储器93。处理器91从存储器93读取程序并在主存储器92中展开,依据该程序执行上述处理。此外,处理器91依据程序在主存储器92中确保与上述的各存储部对应的存储区域。
程序也可以用于实现使计算机90发挥的功能的一部分。例如,程序也可以通过与已经在存储器中存储的其他程序的组合,或者与其他装置所安装的其他程序的组合来发挥功能。需要说明的是,在其他实施方式中,计算机可以在除了上述构成之外,或者代替上述构成而具备PLD(Programmable Logic Device:可编程逻辑器件)等随机LSI(Large ScaleIntegrated Circuit:大规模集成电路)。作为PLD的例子,可以举出PAL(ProgrammableArray Logic:可编程陈列逻辑)、GAL(Generic Array Logic:通用陈列逻辑)、CPLD(Complex Programmable Logic Device:复杂可编程逻辑控制器件)以及FPGA(FieldProgrammable Gate Array:现场可编程门阵列)。在该情况下,通过处理器实现的功能的一部分或者整体通过该集成电路实现。
作为存储器93的例子,可以列举出HDD(Hard Disk Drive:硬盘驱动器)、SSD(Solid State Drive:固态硬盘)、磁盘、光磁盘、CD-ROM(Compact Disc Read OnlyMemory:只读存储型光盘)、DVD-ROM(Digital Versatile Disc Read Only Memory:高密度只读光盘)以及半导体存储器等。存储器93可以是与计算机90的总线直接连接的内部介质,也可以是经由接口94或通信回线与计算机90连接的外部介质。此外,可以在通过通信线路向计算机90发布该程序的情况下,接受到发布的计算机90将该程序在主存储器92中展开,执行上述处理。在至少一种实施方式中,存储器93为非暂时的有形的存储媒体。
<附注>
例如像以下这样掌握各实施方式所记载的异常检测装置30。
(1)第一方案的异常检测装置30具备:初始阶段检测信息获取部31,获取使用一个工具T进行的一系列的加工工序中的初始阶段的检测信息;映射函数确定部32,确定使所述初始阶段的检测信息映射至基准检测信息的映射函数f;磨损发展阶段检测信息获取部33,获取所述一系列的加工工序中的所述初始阶段的后续的磨损发展阶段的检测信息;映射函数应用部34,对所述磨损发展阶段的检测信息应用所述映射函数f;异常度计算部35,计算表示应用了所述映射函数的所述磨损发展阶段的检测信息相对于所述基准检测信息的不同的程度的异常度;以及异常检测部36,通过判定所述异常度是否超过事先决定的异常判定阈值来进行所述工具的异常检测。
(2)第二方案的异常检测装置30根据第一方案的异常检测装置30,所述检测信息为多维信息,所述映射函数确定部32对每个维的所述多维信息确定所述映射函数。根据该构成,即使在多维的加工数据中,也能与工具等的个体差异所引起的不均对应。
(3)第三方案的异常检测装置30根据第一或第二方案的异常检测装置30,所述检测信息为多维信息,所述异常度计算部35基于所述多维信息间的距离计算所述异常度。根据该构成,即使在多维的加工数据中,也能与工具等的个体差异所引起的不均对应。
(4)第四方案的异常检测装置30根据第一至第三的方案的异常检测装置30,所述异常判定阈值基于所述异常度,所述异常度基于获取了所述基准检测信息的所述初始阶段的后续的所述磨损发展阶段的检测信息。根据该构成,能在获取所述基准检测信息时获取异常判定阈值。
符号说明
10 门式加工机床
20 控制面板
30 异常检测装置
31 初始阶段检测信息获取部
32 映射函数确定部
33 磨损发展阶段检测信息获取部
34 映射函数应用部
35 异常度计算部
36 异常检测部
37 存储部
38 输出部
371 基准检测信息
372 异常判定阈值
- 异常音检测装置、异常度计算装置、异常音生成装置、异常音检测学习装置、异常信号检测装置、异常信号检测学习装置、及它们的方法以及程序
- 异常检测方法、异常检测程序、异常检测装置、服务器装置以及信息处理方法