超薄玻璃陶瓷制品和制造超薄玻璃陶瓷制品的方法
文献发布时间:2023-06-19 11:05:16
技术领域
本发明涉及一种厚度范围为0.01-0.3mm的超薄制品,其包括具有晶相和无定形相的玻璃陶瓷,所述玻璃陶瓷具有改善的机械强度,即耐刮擦性、耐冲击性和刮擦后的机械可靠性。本发明还涉及一种制造这种玻璃陶瓷制品的方法,并且涉及该玻璃陶瓷制品在下列应用中作为柔性通用平面的用途:柔性和印刷电子产品、用于触摸控制面板的传感器、指纹传感器、薄膜电池基板、移动电子设备、半导体中介层、可弯曲显示器、太阳能电池或需要高化学稳定性、温度稳定性、低透气性、柔性和低厚度的组合的其他应用。除了消费和工业电子产品(例如,作为柔性/可折叠智能电话和平板电脑的盖板)外,本发明还可以用于工业制造或计量学中的保护应用。另一个解决的应用领域是用作移动设备(例如智能电话、平板电脑等)的后盖,以及进一步用作各种应用的漫射器。
背景技术
透明玻璃和聚合物被用作显示器、移动设备和其他电子设备的盖板材料。具有较低透明度的玻璃和聚合物例如用作各种应用的漫射器或后盖应用的材料。通常,对于这些应用而言,期望并且必须具有较高或较低的透明度、耐破裂性、耐刮擦性、高弯曲性、落笔和落球特性。然而,在现有技术中尚不知能够在很大程度上满足所有期望特性的材料。例如,玻璃由于非常低的硬度而具有非常低的抗破裂性和差的抗刮擦性,而聚合物的抗破裂性更好,但是聚合物的抗刮擦性甚至更差。在落球和落笔测试中,显示器应用中的薄玻璃和聚合物显示出明显的弱点。尤其是在柔性显示器应用中的落笔测试显示出低的破裂高度,例如仅几厘米(取决于层压)。在聚合物中,可以发现例如由落笔或其他冲击引起的不可逆的永久缺陷。
另一种已知的材料是玻璃陶瓷。玻璃陶瓷应理解为通过以下方式制造的材料:a)从玻璃原料熔化玻璃质或无定形材料(即基本不含微晶的前体材料,称为玻璃熔体),b)制成所需的形状,优选通过热成型生坯玻璃来制造,b)冷却该生坯玻璃,一般直到完全固化以形成玻璃体,d)可选地将较大的生坯玻璃体切成小块,d)随后通过以下方法重新加热生坯玻璃体或块:热处理至低于熔化温度的温度,从而通过控制生坯玻璃的结晶来制造玻璃陶瓷。因此,在本发明的意义上,玻璃陶瓷是一种通过熔化并随后借助于受控热处理(陶瓷化)转变成玻璃陶瓷的材料,这种材料的晶体在材料的体积中均匀分布,并且在晶体之间存在余留的玻璃相。
玻璃陶瓷通常具有高的耐刮擦性。但是,由于脆性高,因此弯曲时的耐破裂性低,耐冲击性也低。
因此,本发明的目的是找到一种具有改善的机械可靠性的新材料,其特别适合用于上述应用领域。
发明内容
通过根据本发明的权利要求1的超薄玻璃陶瓷制品解决了上述技术问题。根据本发明的一方面,玻璃陶瓷具有梯度结构。根据本发明的另一方面,玻璃陶瓷具有层状结构。因此,提供了具有以下优点的超薄梯度或层状玻璃陶瓷:具有所需要的优异透明度(取决于应用)、由晶相本身贡献的增强的机械强度及其作为次生相的增强效果、可化学钢化以进一步改进机械强度,特别是冲击强度(即落笔、落球)、刮擦后余留的弯曲强度。
根据本发明的一方面,超薄玻璃陶瓷(UTGC)制品的制品厚度(t)等于或小于0.3mm,并具有外表面以及在外表面的朝向该制品的内部的方向上的外层(也可以称为“外部”或“外部分”或“外部区域”)和中心部分(或“中心层”或“中心区域”或“主体”)。该玻璃陶瓷包括晶相和无定形相(也称为“玻璃状相”或“玻璃质相”或“玻璃基体”),并且在外层中存在晶相。晶相由一种或多种不同的微小微晶组成。在外表面处测得的外层(第一层)中的晶相的比例不同于该制品的中心部分中的晶相的比例。因而,a)该制品具有梯度晶体结构,该梯度晶体结构的晶体体积比例从该制品的外表面向中心部分递增或递减,或者b)该制品具有层状结构,在该层状结构中所述外层具有基本均匀的晶体体积比例,而所述中心部分是无定形的(即由玻璃组成)或者所述中心部分还包括具有基本均匀的晶体体积比例的晶体,所述中心部分的晶体体积比例不同于所述外层的晶体体积比例。
根据一方面,根据本发明的玻璃陶瓷制品具有涉及晶相比例的梯度结构,因此可以表示为梯度玻璃陶瓷制品。参照穿过玻璃陶瓷制品的垂直横截面,晶体的量以连续的方式从外表面向中心部分改变(递增或递减)。将制品的具有改变的晶相比例的区域或部分称为“外层”。由于晶相比例的逐渐变化,通常不给出外层和中心部分的确切厚度值。
根据另一方面,根据本发明的玻璃陶瓷制品具有层状结构,因此可以表示为层状玻璃陶瓷制品。参照穿过玻璃陶瓷制品的垂直横截面,在第一部分(称为“外层”)中晶体的数量基本上是恒定的,而在第二部分(称为“中心部分”)中会迅速跳跃到较低或较高的基本恒定的晶体数量。因此,存在这么几层,其中每一层具有其特定的均匀玻璃分布或均匀的晶体至玻璃的分布。
对于上述两种变型,层的厚度被定义和确定如下:1)切割玻璃陶瓷样品;2)抛光切割部分的横截面;3)用EDS(能量色散X射线谱)线在垂直于制品外表面的方向上在横截面的不同区域扫描横截面的表面几次(至少3次)。通过组分差异可以观察到两层之间的相交。在进行线扫描时,将外层和中心部分之间的边界定义为相应的递增或递减的测量值变为基本恒定的测量值处的点或定义为基本恒定的测量值跳跃至另一基本恒定的测量值处的点。
就本发明而言,“基本恒定”是指各个部分中的测量值不必一定是在严格的数学意义上恒定的。基本恒定是指测量值的平均值不会定向地变化(递增、递减),并且单个测量值会在由典型的数学方法(例如由标准偏差)所定义的限值范围内在平均值附近波动。
根据本发明,晶相的梯度或层状结构是根据所使用的生坯玻璃组合物而有意设定的,并且可以通过测量相应制品的外表面和中心部分处的晶相比例来确定。术语“玻璃陶瓷制品”不要求制品在每个区域中都具有晶相。就本发明而言,玻璃陶瓷制品也是在外层中具有晶相而中心部分可以是无定形的(即,纯玻璃)的制品。
发明人惊奇地发现,具有设计的梯度或层状结构的超薄玻璃陶瓷制品通过实质上提高了耐冲击性(例如落笔性能)而克服了纯玻璃制品和纯玻璃陶瓷制品的机械强度的弱点。梯度或层状的玻璃陶瓷在刮擦后也提供高强度,特别是在化学钢化的玻璃陶瓷的情况下。同时,通过控制晶相的尺寸,可以使薄的和超薄的玻璃陶瓷是透明的。在陶瓷化之前,玻璃是可拉伸的。
技术术语的解释
玻璃陶瓷制品:该制品可以是任何尺寸的。例如,在进行陶瓷化处理之前,它可以是卷曲的超薄生坯玻璃长带(生坯玻璃卷)、较大的玻璃陶瓷片、从生坯玻璃卷或生坯玻璃片上切下的或从生坯玻璃锭、块或条上切下并进行陶瓷化处理的较小的玻璃陶瓷部分,或单个小的玻璃陶瓷制品(例如指纹传感器(FPS)或显示器玻璃盖板)等。
超薄玻璃陶瓷制品:就本发明而言,超薄玻璃陶瓷制品是厚度等于或小于0.3mm、优选等于或小于0.25mm、优选等于或小于0.145mm、特别更优选等于或小于0.1mm、优选等于或小于0.07mm、优选等于或小于0.05mm、优选等于或小于0.03mm的制品。
厚度(t):玻璃或玻璃陶瓷制品的厚度是待测样品的厚度的算术平均值。
压缩应力(CS):在玻璃或玻璃陶瓷的表面层上进行离子交换后,在玻璃网络之间引起的压缩。这种压缩不能通过玻璃或玻璃陶瓷的变形而释放并且承受为应力。CS从在制品表面(表面CS)处的最大值向制品内部递减。诸如FSM6000(日本东京的鲁机欧(Luceo)株式会社)和SLP1000(折原(Orihara)株式会社)之类的市售测试机可以分别通过波导和散射光偏振机制来测量CS。
层的深度(DoL):在玻璃或玻璃陶瓷的表面上存在CS的离子交换层的厚度。诸如FSM6000(日本东京的鲁机欧株式会社)和SLP1000(折原株式会社)之类的市售测试机可以通过波导机制来测量DoL。
中心张力(CT):当在单块玻璃或玻璃陶瓷片的一侧或两侧诱导CS时,为了根据牛顿定律的第三原理平衡应力,必须在玻璃或玻璃陶瓷的中心区域诱导出拉伸应力,称为中心张力。CT可以根据测得的CS和DoL计算得出。
平均粗糙度(Ra):表面纹理的量度。它是通过实际表面与其理想形式的垂直偏差来量化的。通常,振幅参数基于粗糙度轮廓与中线的垂直偏差来表征该表面。Ra是这些垂直偏差的绝对值的算术平均值。
破裂高度:破裂高度是指具有一定重量的物体可以从该高度落在玻璃或玻璃陶瓷制品(进一步称为“制品”)上直到制品破裂(这意味着产生裂纹)的高度(以毫米为单位)。破裂高度通过落笔测试和/或落球测试来确定,这将在下面更详细地描述。
落笔测试:对于该动态测试,如下准备制品样品:将制品的第二表面放置在100μm的基板上,该基板由50μm厚的聚乙烯(PE)材料层和50μm厚的来自3M的压敏粘合剂(PSA)材料组成。为了在制品和PSA层之间形成并确保紧密均匀的接触,制品和PSA层被均匀地施加2g/mm
落球测试:将制品的第二表面放置在由100μm的PET组成的100μm的基板上。将基板放置在钢板上,其中制品的第一表面向上定向并用20g钢球冲击直至破裂。为了进行测试,将球放置在测试机上,并在制品上方一定的记录高度。然后,测试机让球掉到第一表面上。如果制品没有破裂,则将球的下落高度逐步增加预定量,并且将制品稍微移动一点,以避免两次或多次撞击制品的同一点。重复此过程,直到制品破裂为止。该测试是在约20℃的室温和约50%的相对湿度下对小样本(例如50mm x 50mm)进行的。破裂高度(也称为“落球高度”)是制品破裂时可以施加的最大高度。破裂是指制品第一次出现可见的表面裂纹(产生裂纹)或破裂为两块或几块。破裂是通过肉眼观察确定的。
破裂弯曲半径(BBR):破裂弯曲半径(以毫米为单位)是玻璃或玻璃陶瓷制品在扭结、损坏或破裂之前达到最大挠度的弯曲位置处的弧形的最小半径(r),其被测量为制品弯曲位置处的内部曲率。较小的半径意味着材料有更大的柔性和挠度。弯曲半径是取决于制品厚度、杨氏模量和玻璃、玻璃陶瓷强度的参数。化学钢化的超薄玻璃陶瓷具有非常小的厚度、低杨氏模量和高强度。所有这三个因素都有助于降低弯曲半径和获得更好的柔性。如现在所述,在两点弯曲测试中确定BBR。破裂弯曲半径是通过使用UTM(通用测试机)在约20℃的室温和约50%的相对湿度下对小样品(例如20mm x 70mm)确定的。如果要测试较大尺寸的制品,则将使用金刚石切割轮切割出较小的样品。将制品置于弯曲位置,并将其相对两端定位在两个平行板(钢板)之间。然后,减小板之间的距离,使得制品的弯曲半径减小,其中加载速度为60mm/分钟。当超薄制品扭结、损坏或破裂成两片或几片时(这取决于UTM软件的信号),记录两板之间的距离。根据该距离,计算出破裂时制品的相应弯曲半径。该两点弯曲测试被调整为特别适合于超薄制品,并且以非常简单的方式再现了上述问题,即制品(例如触摸显示器)在装载时的弯曲。在本发明的上下文中,发现与其他已知的弯曲强度测试(例如3点和4点弯曲测试)相比,两点弯曲方法对于测量超薄制品的可弯曲性更有意义。
如上所述,根据本发明的制品可以具有完全不同的尺寸。因此,在确定破裂高度和破裂弯曲半径的过程中,必须考虑以下因素:
在较大的玻璃制品(例如玻璃卷或较大的玻璃片)的情况下,使用落笔测试和/或落球测试测量关于破裂高度的多个样品。为此,取N个值的随机样本。N应该足够高以获得统计上确保的平均值。优选地测试至少20个样品,更优选地至少30个样品。样品数量取决于要测试的制品的相应尺寸。使用威布尔法对测量值进行统计评估。确定威布尔分布的B10值(即计算出的高度(以毫米为单位),其中10%的样品破裂),并取其表示所要求的破裂高度。
然而,在小制品(例如单个小玻璃盖板)的情况下,破裂高度的单个测量值就足够了,并取其表示所要求的破裂高度。
在多个测量值在2到19之间的情况下,取所测得的破裂高度的平均值表示所要求的破裂高度。
对于破裂弯曲半径,可以计算平均值。为此,取N个值的随机样本。样品的数量取决于待评估的玻璃制品的相应尺寸。优选地,N应该足够高以获得统计上确保的平均值。优选地,测试至少20个样品,更优选地至少30个样品。因此,对于破裂弯曲半径R
取平均破裂弯曲半径表示要求的破裂弯曲半径。然而,在小玻璃制品(例如单个小玻璃盖板)的情况下,破裂弯曲半径的单个测量值就足够了,并取其用来表示所要求的破裂弯曲半径。
相应地计算破裂高度的平均值和方差。
耐刮擦性和三点弯曲(3PB)方法:对小样本(例如10mmx10mm)进行测试。用金刚砂维氏压头以5N的载荷刮擦玻璃或玻璃陶瓷制品的表面。然后,通过三点弯曲(3PB)方法测量制品的余留强度。通过这种方法,可以通过使用定义的压头在材料表面产生缺陷,然后在3PB测试中确定制品的弯曲强度,来比较不同材料的表面硬度。具有较高表面硬度的材料产生的划痕较少。因此,在刮擦后具有高弯曲强度的材料也具有高的表面硬度,即耐刮擦性。设计一种测试方法,方法是用维氏压头以5N的载荷刮擦制品后测量制品的余留3PB强度,具体如下:将制品的刮擦表面向下放置在跨距为6mm的支撑夹具上。在约20℃的室温和约50%的相对湿度下以10mm/分钟的速度加载力到顶表面,直到制品破裂。强度由下式计算:。
其中,“σ”是弯曲强度,“f”是加载力,“l”是支撑跨度,“d”和“t”分别是测试样品的宽度和厚度。
晶相和尺寸:采用XRD(X射线衍射)测量晶相的种类和晶体的尺寸。尺寸通过谢乐(Scherrer)公式来计算:
其中,“τ”是晶体的平均尺寸。“β”是在最大强度(FWHM)的一半处的线宽度。“θ”是布拉格角。“λ”是扫描X射线的波长。
维氏硬度:为了确定维氏硬度,将要测试的制品放置在钢板上,并使用维氏压头(具有正方形底棱锥形式的金刚石)以200g的载荷加载25s。进行五次测量以产生平均值。维氏硬度由以下公式来计算:
其中“F”是测试力,“d”是压头留下的对角线的平均长度。
发明详述
如以上结合权利要求1所述的,本发明提供了一种梯度的或层状的玻璃陶瓷制品。超薄制品的厚度等于或小于0.3mm,并且由具有不同晶相比例的不同“层”、“部分”、“段”或“区域”组成,即玻璃陶瓷制品具有梯度结构。由于该梯度结构,在玻璃陶瓷制品中不存在具有明显边界的真实层。或者,该制品具有层状结构,该层状结构内具有明显的边界。
取决于起始生坯玻璃的组分,形成的晶相可以是不同种类的。晶相可以是α-石英、β-石英、方石英、鳞石英、β-锂霞石、β-锂辉石、顽辉石、硅灰石、透辉石、K-萤石、堇青石、霞石、二硅酸锂、偏硅酸锂、氟金云母、白云母、莫来石、尖晶石、金红石、氟磷灰石、独居石或上述晶相的混合物。根据本发明特别优选的是白云母、霞石、β-锂辉石、二硅酸锂、偏硅酸锂、二钛酸镁。
可陶瓷化的玻璃可用于本发明,包括锂铝硅酸盐玻璃陶瓷(LAS)、锂硅酸盐玻璃陶瓷、镁/锌铝硅酸盐玻璃陶瓷(MAS)、镁硅酸盐玻璃陶瓷、钠/钾铝硅酸盐玻璃陶瓷(NaAS、KAS)、磷酸盐玻璃陶瓷(磷酸盐GC)、钙铝硅酸盐玻璃陶瓷,其组分如下文所列。优选适合于预期应用的玻璃陶瓷优选为基于铝硅酸盐的玻璃,例如锂铝硅酸盐(LAS)、镁铝硅酸盐(MAS)、锌铝硅酸盐(ZAS)、钠铝硅酸盐(NAS)、二硅酸锂(LDS)系统,但不限于此。优选地,玻璃陶瓷制品以指定的量(以重量%计)包括以下组分:40-85%的SiO
锂铝硅酸盐玻璃陶瓷(LAS,以重量%计)包括:
Al
SiO
Li
K
Na
Na
MgO:0-3重量%
CaO:0-2.5重量%
SrO:0-2重量%
BaO:0-4重量%
ZnO:0-4重量%
B
P
SnO
TiO
ZrO
TiO
锂硅酸盐玻璃陶瓷(二硅酸锂、偏硅酸锂)(以重量%计)包括:
Al
SiO
Li
K
Ag、Au:<0.2重量%。
镁/锌铝硅酸盐玻璃陶瓷(MAS):(尖晶石、锌尖晶石、堇青石、顽辉石)
尖晶石/锌尖晶石(以重量%计)包括:
SiO
Al
MgO:0-40重量%
ZnO:0-40重量%
MgO+ZnO:10-50重量%。
堇青石(以重量%计)包括:
SiO
Al
MgO:6-22重量%
B
CaO、BaO、SrO:0-6重量%
ZnO:0-7.5重量%
TiO
ZrO
As
顽辉石(以重量%计)包括:
MgO:20-35重量%
Al
SiO
Li
CaO:0-4重量%
SrO:0-12重量%
BaO:0-17重量%
ZrO
TiO
镁硅酸盐(镁橄榄石)(以重量%计)包括:
SiO
Al
MgO:13-30重量%
K
Na
TiO
GeO
钠/钾铝硅酸盐玻璃陶瓷(NaAS、KAS)(霞石、钾霞石)(以重量%计)包括:
Na
Al
SiO
CaO+BaO+MgO:0-18重量%
TiO
ZrO
优选包括:
Na
Al
SiO
磷酸盐玻璃陶瓷(以重量%计)包括:(磷灰石、LISICON、BPO
磷灰石(以重量%计)包括:
CaO:5-45重量%
Al
P
SiO
MgO:0-26重量%
K
TiO
LISICON(以重量%计):
Al
GeO
Li
P
TiO
ZrO
SiO
Cr
Ga
Ta
Nb
卤化物:<5,优选<3,更优选<0.3
M
BPO
SiO
B
P
精炼剂:<5重量%
M3
钙铝硅酸盐(以重量%计)包括:
硅灰石(以重量%计)包括:
SiO
Al
CaO:15-55重量%
ZnO:2-10重量%
K
P
钙长石(以重量%计)包括:
SiO
Al
CaO:5-22重量%
BaO、MgO:0-10重量%
TiO
上述给定的组合物可进一步包括澄清剂,例如As
适用于制造可陶瓷化的生坯玻璃部件的方法的其他玻璃是光敏玻璃。这样的玻璃被增感,这意味着与相同组分的非增感玻璃相比,它对紫外线的照射更加敏感,并且可以更容易地结晶并且具有更大的纵横比。
根据一个有利的实施例,所形成的晶体的尺寸<500nm、优选地<200nm、优选地<150nm、优选地<120nm、优选地<100nm、优选地<90nm、优选地<80nm、优选地<70nm、优选地<60nm。一些有利的变型具有<50nm、优选地<40nm的晶体尺寸。将晶粒尺寸控制在较小的水平有几个优点:
首先,可以在玻璃陶瓷制品中形成梯度结晶浓度。梯度(缩写为G)可以由“外层中的晶体体积比例”(在外表面处或附近测量)与“制品的中心部分中的晶体体积比例”的比率来定义。例如对于100μm的超薄制品,在外层中,可以控制晶体体积比例随着深度增加而在10μm的深度处具有30%。在制品的中心部分,我们有30%的晶体。因此,该梯度将是每μm为3%。在具有层状结构的另一个示例中,对于100μm的超薄制品,在外层中,晶体体积比例可以为30%,并且在10μm的深度处保持为30%。在制品的中心部分是无晶体的玻璃相,即,中心部分是无定形的。因此,梯度将是每μm为0%。通常应注意,对于晶相或无定形相的比例给出的所有%值均指体积%。
其次,当晶粒尺寸小于500nm、优选地<200nm、优选地<100nm、优选地<50nm时,可以改善光透射率,特别是当晶粒尺寸小于光波长时,特别是对于可见光(380nm-780nm),这使得玻璃陶瓷制品的透明性成为可能。在第一个有利的实施例中,在380-780nm光谱范围内制品厚度为100μm的所述超薄玻璃陶瓷制品的平均透射率大于50%、优选>60%、优选>75%、优选>80%、优选>85%、优选>90%、优选>95%。具有高透射率的制品可以例如用于玻璃盖板或表面保护玻璃应用。
在第二个有利的实施例中,在380-780nm的范围内厚度为100μm的所述超薄玻璃陶瓷制品具有高于5%、优选地>15%、优选地>25%、优选地>35%、优选地>45%的平均透射率。具有非常低的透射率的制品可以例如用于后盖应用、漫射器应用以及不需要高透明度的其他应用。
第三,具有分布在玻璃基体(无定形相)中的晶粒的玻璃陶瓷可以通过两个原理来显著提高整个主体的机械强度,其中之一是晶粒本身的优异机械强度,而另一个是玻璃基体中晶粒分布的复合效应。晶粒可以用作制品中的第二强化相。从这个意义上讲,较小的晶粒可以增加晶粒的分布密度,这意味着当样品受到外部冲击时,晶粒可以充当裂纹阻挡物。此外,晶粒可以使裂纹偏转到其边界附近,并且玻璃陶瓷中的裂纹导致晶粒在玻璃基体中的位移。所有上述机制都需要更高的裂纹能量,并导致更高的抗裂纹性。增加的晶粒密度导致更高的抗裂性。因此,有利的是晶体尺寸/制品厚度(t)的比率>0.00005、优选>0.0001、优选>0.0005、优选>0.001和/或<1、优选<0.1、优选<0.01时。
第四,较小的晶粒尺寸在晶粒之间产生更多的余留玻璃相连接。这些短距离连接的余留玻璃相充当离子交换的通道。如果晶粒尺寸太大,那么大的晶粒将隔离余留的玻璃相,并且离子交换通道将以某种方式被阻挡,这将降低离子交换效率。
第五,如果化学钢化后的晶粒尺寸大于DoL,则将从压缩应力层到中心张力层存在一个大晶体,这将影响应力分布的轮廓并削弱化学钢化性能。从这个意义上讲,晶粒尺寸也由晶粒尺寸/Dol的比率来控制,该比率优选小于<1、优选小于<0.5、优选<0.4、优选<0.3、优选<0.2、优选<0.1、优选<0.05。
根据有利的实施例,制品厚度t小于300μm、优选小于或等于275μm、优选小于或等于250μm、优选小于或等于225μm、优选小于或等于200μm、优选小于或等于175μm、优选小于或等于145μm、优选小于或等于100μm、优选小于或等于70μm、优选小于或等于50μm、优选小于或等于30μm、优选小于或等于15μm和/或大于或等于10μm。这样的特别超薄的制品对于如上所述的各种应用是所需的。特别地,薄的厚度赋予制品柔性。超薄玻璃陶瓷制品也可以同其他薄的玻璃或玻璃陶瓷元件一起使用或同更薄的玻璃或玻璃陶瓷元件一起使用以建立层压结构。
当制品的外层的厚度(t
在下面,将描述梯度玻璃陶瓷制品的两个可选的有利变型:
根据第一变型,玻璃制品具有递增的梯度结构,使得在外层中的晶相的比例小于在制品的中心部分中的晶相的比例。在此,外层中的晶相的比例在0.1至99体积%的范围内。在这种梯度玻璃陶瓷中,制品的外层和中心部分都具有所需种类的晶相。这样的玻璃陶瓷制品可以例如通过特殊热处理引起的体积结晶而产生。这样的制品显示出机械强度(即耐刮擦性和耐冲击性(例如耐落笔性))的极大改善。优选地,外层中的晶相比例在1-40体积%的范围内、优选2-35体积%。在本发明的有利变型中,外层中的晶相的比例可以在1-20体积%的范围内、优选2-15体积%的范围内。进一步优选地,中心部分中的晶相比例在10-80体积%的范围内、优选15-75体积%的范围内。在本发明的有利变型中,中心部分中的晶相比例可以在20-60体积%的范围内、优选35-55体积%的范围内。
根据第二变体,玻璃制品具有递减的梯度结构,使得在外层中的晶相的比例高于在制品的中心部分中的晶相的比例。在此,外层中的晶相的比例在0.1至99.9体积%的范围内。这种玻璃陶瓷可以通过表面热处理(导致表面结晶)(例如使用特殊的激光)生成,或者通过在陶瓷化之前在生坯玻璃上施加的离子交换以生成某些离子的梯度分布来生成。由于玻璃陶瓷表面上的高硬度,这种制品具有改进的抗刮擦性能。优选地,外层中的晶相比例在5-80体积%的范围内、优选10-75体积%的范围内。在本发明的有利变型中,外层中的晶相的比例可以在5-60体积%的范围内、优选10-55体积%的范围内。进一步优选地,在中心部分中的晶相的比例在0-70体积%的范围内、优选0-60体积%的范围内。即,这种梯度玻璃陶瓷可以具有由玻璃组成的中心部分。在本发明的有利变型中,中心部分中的晶相比例可以在0-50体积%的范围内、优选0-40体积%的范围内。
在本发明的另一个有利变型中,超薄玻璃陶瓷制品包括在外层的顶部上的薄玻璃状区域,其中该玻璃状区域的厚度在1至400nm的范围内、优选在3至300nm的范围内、优选在5至200nm的范围内。在有利的实施例中,玻璃状区域厚度/制品厚度的比率小于0.00125。
根据另一有利的实施例,根据本发明的超薄玻璃陶瓷制品包括与第一外表面相对定位的第二外表面,以及位于第二外表面和中心部分之间的第二外层。因此,薄梯度或层状的玻璃陶瓷制品具有夹心结构:第一外表面、第一外层、中心部分、第二外层、第二外表面。在本发明的变型中,第一外层的厚度不同于第二外层的厚度。
根据本发明的进一步发展,优选通过如下所述的离子交换工艺对超薄梯度或层状玻璃陶瓷制品进行化学钢化。化学钢化改善了薄玻璃陶瓷制品的弯曲特性和其他机械特性。
优选地,制品包括从外表面延伸到制品中的深度(DoL)的压缩应力区域,该区域由压缩应力(CS)来限定,其中外表面处的表面压缩应力(CS)为至少100MPa。
在有利的实施例中,可以对一些薄的玻璃陶瓷制品进行化学钢化。此后,压缩应力区域从外表面延伸至玻璃制品中的第一深度(DoL),该区域由压缩应力(CS)限定,其中外表面处的表面CS至少为100MPa。这种钢化的玻璃陶瓷制品的破裂高度(单位为mm)至少为制品厚度(t,单位为mm)乘以200的数值,其中,破裂高度如上所述通过落笔测试确定。根据该标准,可以确定增强的超薄玻璃陶瓷制品在成为产品的一部分之前是否足够坚固,足以用于相应的应用。
发现在某些制品厚度和表面质量下,破裂高度与结晶率强烈相关。因此,具有高结晶率的、没有梯度或层状结构的较薄的均匀结晶的玻璃陶瓷对冲击引起的破裂特别敏感。发明人惊奇地发现,超薄的梯度或层状玻璃陶瓷的破裂高度标准可以由发明因素200和制品的厚度来描述。如果玻璃制品的破裂高度是在上述落笔测试中确定的,则该发明因素将是有效的。
该测试被调整为并且特别适合于超薄玻璃陶瓷制品,并且以非常简单的方式再现了上述问题,即玻璃陶瓷制品(例如触摸显示器)在掉落或被撞击时与外部物体之间的冲击接触。
根据有利的实施例,DoL为>0.01×t、优选>0.05×t、优选>0.1×t,t为以微米为单位的制品厚度。DoL是离子交换的离子的深度。
根据有利的实施例,制品的所产生的表面压缩应力(CS)大于50MPa、优选地>100MPa、优选地高于150MPa、更优选地高于200MPa、更优选地高于300MPa。根据本发明的优选实施例,CS等于或更优选高于400MPa、更优选高于500MPa、更优选高于600MPa、进一步优选高于700MPa、进一步优选高于800MPa。但是,CS不应太高,因为否则玻璃可能会容易自行破裂。优选地,CS等于或小于2000MPa、优选地等于或小于1600MPa、有利地等于或小于1500MPa、更优选地等于或小于1400MPa。一些有利的变型甚至具有等于或小于1300MPa或等于或小于1200MPa的CS。
在有利的变型中,化学钢化的制品的落笔破裂高度高于t
进一步有利的是,化学钢化制品的落球破裂高度(使用20g钢球)高于t
根据另一有利的变型,化学钢化的制品的弯曲半径<900×t mm、更优选<700×tmm、甚至更优选<600×t mm,其中t是以毫米为单位的制品厚度。
此外,设计了另一种测试方法,以便评估梯度或层状玻璃陶瓷制品的耐刮擦性。此处,测量了用维氏压头以5N的载荷刮擦后UTGC的3PB余留强度。在本发明的有利变型中,梯度或层状玻璃陶瓷制品在化学钢化之前具有的3PB值>60MPa、优选>80MPa、优选>100MPa。优选地,梯度或层状玻璃陶瓷制品在化学钢化后具有的3PB值>100MPa、优选>120MPa、优选>140MPa。根据梯度或层状玻璃陶瓷的类型,一些有利的制品在化学钢化后具有的3PB值>200MPa、优选>300MPa、优选甚至>400MPa。
在有利的变体中,超薄玻璃陶瓷在化学钢化之前具有的高维氏硬度>400MPa、优选地>450MPa、优选地>500MPa。化学钢化后的超薄玻璃陶瓷优选具有的维氏硬度>450MPa、优选>500MPa、优选>550MPa。
在超薄玻璃陶瓷制品的有利实施例中,外层A的CTE(A)的有效性小于内玻璃相B的CTE(B)。在20-300℃的温度区间内,外层的有效CTE(A)优选小于13×10
根据本发明的另一方面,提供了一种用于制造具有梯度或层状结构的薄玻璃陶瓷制品的方法,该方法包括以下步骤:
a)提供所需的生坯玻璃的原料组合物,
b)熔融该组合物,
c)制造生坯玻璃制品,
d)使该生坯玻璃制品固化,
e)将该生坯玻璃制品或其部分加热至高于陶瓷化温度的温度T,并在该温度T下保持一段时间,结果将生坯玻璃转化成玻璃陶瓷,该玻璃陶瓷具有所需的晶相和从该制品的外表面朝向中心部分递增或递减的梯度结构或层状结构,
f)冷却该玻璃陶瓷制品。
首先,将生坯玻璃由原材料(对应于要实现的各个玻璃组分进行选择)熔融,适当地成形并固化以产生前体生坯玻璃制品。
当然,相应的前体生坯玻璃超薄制品也可以通过对较厚的玻璃进行研磨和抛光或蚀刻来制造。这两种方法都不经济,并且会导致粗糙的表面质量,甚至可能是不均匀的表面质量,例如,表面质量可以通过Ra粗糙度、TTV(总厚度变化)来量化。
直接热成型制造、特别是在平板玻璃工艺(例如下拉伸、上拉伸、溢流融合或浮法)中的直接热成型制造对于批量制造是优选的。再拉伸法也是有利的。这些提到的方法是经济的,玻璃表面质量高(经火抛光),可以制造厚度为5μm(或甚至更小)到700μm(或甚至更大)的超薄玻璃。例如,下拉伸/溢流融合法可以使原始或火抛光的表面的粗糙度Ra小于2nm、优选小于1nm、甚至优选小于0.5nm,例如0.4或0.3nm。厚度也可以被精确地控制在5μm到700μm的范围内。薄的厚度使玻璃具有较高的柔性。特殊的浮法还可以制造具有原始表面的薄玻璃,这是经济的并且适合批量制造,但是通过浮法制造的玻璃有一侧为含锡侧,与其另一侧不同。这两侧之间的差异会在化学钢化后引起玻璃的翘曲问题,并且可能会影响印刷或涂覆或弯曲或层压过程,因为制品的两侧具有例如不同的表面能、形态学偏差等。可以通过从厚玻璃锭、条、块等中锯出超薄的生坯玻璃制品来制造薄制品的其他变型。
然后使产生的前体生坯玻璃制品结晶以产生梯度结构。通常,结晶可以在薄玻璃制造后的加热过程(激光处理和/或热处理)中和/或通过离子交换法形成。这可以在受控的温度和湿度环境下分批完成或于在线熔炉中完成。卷至卷工艺也是可行的。通过控制陶瓷化过程的温度/时间程序(例如温度、加热速率、在规定温度的保持时间、冷却速率),可以适调在玻璃陶瓷制品的不同部分中形成的晶相的种类、晶体尺寸和晶体体积比例。
根据第一有利变型,陶瓷化步骤包括在熔炉中将生坯玻璃制品加热至特定温度经过特定时间(保持时间),其中每种玻璃陶瓷类型都需要其自己的典型陶瓷化程序。
备选地或附加地,陶瓷化步骤包括通过激光加热和/或照射生坯玻璃制品或其部分。使用这种方法可以以局部方式将热量引入待陶瓷化的制品中。例如,可以仅加热玻璃制品的表面或主体,以便在制品的特定深度处局部地引发结晶。
备选地或附加地,生坯玻璃制品可以优选在陶瓷化之前用特殊的激光处理,以便影响生坯玻璃材料的陶瓷化性能。
当在陶瓷化步骤之前在固化的生坯玻璃制品上进行离子交换以产生梯度离子分布时,与特殊的玻璃陶瓷系统(例如硅酸锂和硅酸钠玻璃系统)结合是有利的。之后,使用合适的方法将生坯玻璃制品陶瓷化。由于生坯玻璃中的梯度离子分布,在陶瓷化步骤中形成了具有梯度结构的玻璃陶瓷。
为了进一步改善机械性能,薄玻璃陶瓷制品可以在陶瓷化之后以不同的已知钢化方法(例如经由通过盐浴或盐糊进行的离子交换过程)进行化学钢化/增强。盐可以是纯盐或混合盐(例如KNO
可以通过将制品浸入具有阳离子(例如钾离子)的熔融盐浴中或通过覆盖玻璃(例如用包含钾离子或其他碱金属离子的糊剂来覆盖并在特定的时间在高温下加热)来完成增强,即所谓的钢化。盐浴或糊剂中具有较大离子半径的碱金属离子与制品中具有较小半径的碱金属离子交换,并且由于离子交换而形成表面压缩应力。
此外,如果将玻璃陶瓷制品或玻璃陶瓷制品的一部分浸入温度在340℃至1200℃之间的盐浴中30秒至48小时,则是有利的。
对于某些玻璃类型,如果化学钢化包括两个连续的钢化步骤则可能是优选的,其中第一步骤包括用第一钢化剂进行钢化,第二步骤包括用第二钢化剂进行钢化。优选地,第一钢化剂和第二钢化剂包括KNO
本发明的化学钢化的玻璃陶瓷制品是通过对可化学钢化的玻璃陶瓷制品进行了化学钢化而获得的。可以通过将超薄制品浸入含有一价离子的盐浴中以与玻璃内部的碱离子交换来进行钢化过程。盐浴中的一价离子的半径大于玻璃内部的碱离子的半径。离子交换后,由于较大的离子在玻璃网络中挤压,在玻璃上建立了压缩应力。离子交换后,超薄玻璃陶瓷的强度和柔性出乎意料地显著提高。另外,化学钢化引起的CS改善了钢化的玻璃陶瓷制品的弯曲性能,并且可以提高玻璃陶瓷的耐刮擦性。
上面已经结合所述玻璃陶瓷制品描述了钢化过程和结果的更多细节。
本发明的另一方面是根据本发明的薄玻璃陶瓷制品的下列用途:用作电阻屏的覆盖膜,以及用于显示屏、可折叠/柔性电话、相机、游戏配件、平板电脑、笔记本电脑、电视、镜子、窗户、航空窗、家具和白色家电的消耗性保护膜。优选地,本发明的制品可以用于下列应用:工业和消费类显示器基板和盖板、后盖、易碎传感器、指纹传感器模块基板或盖板、半导体封装、薄膜电池基板和盖板、可折叠显示器、相机镜头盖、OLED、PV和有机互补金属氧化物半导体(CMOS)和多种应用(例如照明应用)中的漫射器。
这些和其他方面,优点和特征将在以下段落、附图和所附权利要求书中更详细地描述,其中,给定的附图是说明性示意图。
附图说明
图1a为根据本发明的具有递减的梯度结构的玻璃陶瓷制品,
图1b为根据本发明的具有递增的梯度结构的玻璃陶瓷制品,
图1c为根据本发明的具有层状结构的玻璃陶瓷制品,以及
图2为落笔测试的简化示意图。
具体实施方式
表1示出了用于直接热成型的超薄玻璃(其能够被陶瓷化为具有不同种类的晶相,并被化学钢化)的几种比较实施例(类型1-4)和本发明的工作实施例(类型5-10)的组成。
表1:不同类型的UTGC组合物的实施例
通过下拉伸工艺或通过制造更大的生坯玻璃体、机械切割、研磨和抛光来制造不同玻璃类型的生坯玻璃制品1。随后将生坯玻璃制品陶瓷化为具有不同梯度或层状结构的超薄玻璃陶瓷制品。
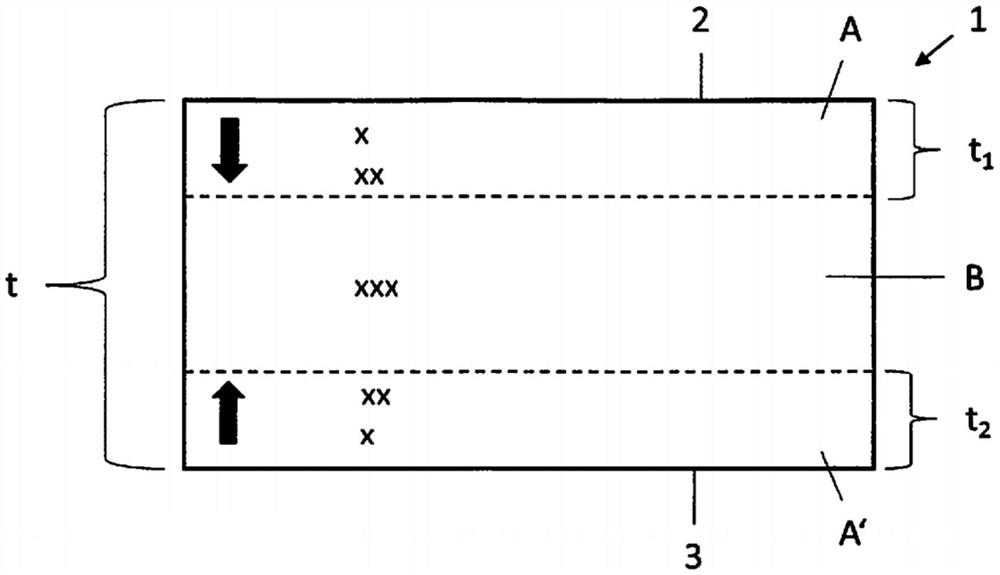
图1a-1c示出了本发明的不同实施例的原理的示意图,其中必须说明以下内容:
晶体的体积比例沿箭头方向上升。
“x”表示晶体的存在,其中“x”的数量示意性地表示晶体的相对体积比例,由此适用“x”<“xx”<“xxx”。术语“玻璃状”是指没有晶体,即中心部分是无定形的、由玻璃组成。
所示的玻璃陶瓷制品1具有以下结构:第一外表面2、第一外层A、中心部分B、第二外层A'和第二外表面3。第一外层A的厚度为t
图1a示出了具有递减的梯度结构的玻璃陶瓷制品1,即晶体的体积比例从外表面A、A'朝向中心部分B递减。在外层A、A'中,晶体比例梯度地或连续地变化。中心部分B可以具有基本恒定比例的晶体,但是在这种情况下,晶体体积比例低于外层A、A'的晶体体积比例。备选地,中心部分B可以由玻璃组成,即,其是玻璃状的。
图1b示出了具有递增的梯度结构的玻璃陶瓷制品1,即,晶体的体积比例从外表面A、A'朝向中心部分B递增。在外层A、A'中,晶体比例梯度地或连续地变化。中心部分B具有基本恒定比例的晶体。
图1c示出了层状玻璃陶瓷制品1。在这种类型的实施例中,外层A、A'从外表面2、3到一定深度(厚度t
用上文详细描述的落笔测试测试了化学钢化和未钢化的比较例以及本发明的工作示例的耐冲击性。该测试的简化图示出在图2中。可以看出,将要测试的制品1的第二表面3放在100μm的基板4上,该基板4由50μm厚的PE层5和50μm厚的PSA层6组成。将附有玻璃制品1的基板4放置在刚性支撑体7上。将玻璃制品1的第一表面2向上定向并用具有由碳化钨制成的直径为300μm的笔尖的4.5g的笔8进行冲击直至被破坏。逐步增加笔的下落高度,直到玻璃制品1破裂为止,其中将样品稍微移动一点,以避免两次或多次撞击。对20mm x 50mm的小样品进行落笔测试。
另外,用上文详细描述的落球测试测试了化学钢化和未钢化的比较例以及本发明的工作示例的耐冲击性。对50mm x 50mm的小样品进行落球测试。
用如上所述的两点弯曲方法测试化学钢化和未钢化的比较例和本发明的工作示例的破裂弯曲半径。对20mm x 70mm的小样品进行弯曲测试。
如上所述,测试了化学钢化和未钢化的比较例和本发明的工作示例的余留3PB。对10mmx10mm的小样本进行3PB测试。
比较实施例-玻璃类型1-4
如下制造不同组分和尺寸分别为20mm×50mm、20mm×70mm和50mm×50mm,厚度分别为0.07mm、0.1mm和0.145mm的样品。
以下拉伸工艺制造玻璃类型1-3的样品,以形成超薄的生坯玻璃制品。然后将类型2和类型3的样品在熔炉中在600-720℃的温度热处理4-8小时。由于热处理,在玻璃制品1的中心部分B(也称为主体)中形成了β-石英晶体(晶相),并且在制品的两个表面1、3上仍存在5μm厚的玻璃层A、A'。玻璃层A、A'的CTE高于内部β石英层(中心部分B),因此在A/B和A'/B界面之间会形成应力。
通过溢流工艺制造玻璃类型4的样品,以形成0.4mm的超薄生坯玻璃制品,随后将其减薄。然后通过激光(例如266nm纳秒激光)在650-850℃在制品的主体(中心部分B)中辐射并加热玻璃。由于激光处理,β-锂辉石晶体形成在中心部分B(主体)中,并且在制品的两个表面1、3上仍然存在玻璃层A、A'。玻璃层A、A'的CTE高于内部β-锂辉石层(中心部分B),因此在A/B和A'/B界面之间会形成应力。
制备了具有上述尺寸和厚度的玻璃类型1-4的许多个样品,将它们大多数进行了陶瓷化和化学钢化,如表2所示。离子交换后,清洁钢化的样品并用FSM 6000和SLP 1000进行测量。
使用上述落笔测试和落球测试对各厚度和各DoL的30个钢化样品进行了关于耐冲击性的测试和评估。如上所述计算平均破裂高度,并使用威布尔法计算B10高度。此外,为了确定破裂弯曲半径,以上述的两点弯曲方法测试了各厚度和DoL的30个钢化样品,计算平均破裂弯曲半径。
通过XRD测量晶相,并通过谢乐公式计算晶体尺寸。
表2:组分类型1-4、钢化条件和结果(比较例)
类型2-4的样品是典型的玻璃陶瓷制品,其在整个体积中被均匀陶瓷化,即它们在外表面2、3和中心部分B之间没有梯度结构或层状结构。不存在具有递减或递增的晶体比例的外层,但是材料被均匀地结晶,并且在玻璃陶瓷制品的顶部上可能存在非常薄的玻璃状区域。将陶瓷化和钢化的类型2-4的结果与未陶瓷化但钢化的类型1的结果进行比较,可以看出陶瓷化类型的耐冲击性(由平均落笔高度和落球高度表示)和弯曲性能(由平均破裂弯曲半径表示)比仅钢化的玻璃制品要差。这种已知的玻璃陶瓷制品并不比厚度相当的钢化玻璃具有更好的冲击性能。
实施例1-玻璃类型5
将类型5的生坯玻璃在1500℃熔融4小时,并在620℃浇铸和退火。将生坯玻璃切块并抛光为20*50*0.07mm、20*70*0.07mm、50*50*0.07mm和10*10*0.07mm的尺寸。之后,将大多数样品在约1000℃的温度的熔炉中陶瓷化约40至90分钟。此后,将陶瓷化和未陶瓷化的样品在纯KNO
使用如上所述的落笔测试和落球测试对每个厚度和晶相比例的钢化样品进行了关于耐冲击性的测试和评估。如上所述计算平均破裂高度,并使用威布尔法计算B10高度。此外,为了确定破裂弯曲半径,以上述的两点弯曲方法测试了每个厚度和晶相比例的钢化样品。计算平均破裂弯曲半径。另外,如上所述测量余留3PB强度。在每个测试/实验中,对每组的30个样品进行了测试和评估。
通过XRD测量晶相,并通过谢乐公式计算晶体尺寸。
表3:组合物类型5、陶瓷化和钢化条件和结果
发明示例2至4示出递减梯度的玻璃陶瓷类型(递减的梯度结构):外层A、A'中的晶相(此处为白榴石)的比例(也称为“份额”)为10、17或24体积%,因此高于中心部分B的0体积%。
将未陶瓷化但钢化的实施例(示例1)与陶瓷化并钢化的本发明实施例(示例2-4)进行比较,可以看出化学钢化的梯度玻璃陶瓷制品具有更好的落笔高度、落球高度和余留3PB强度,并因此比具有相同组分和厚度的钢化玻璃有更高的冲击性能和更好的耐刮擦性。
实施例2-玻璃类型6
将类型6组分的生坯玻璃在1450℃熔融6小时,并在580℃浇铸和退火。将生坯玻璃切块并抛光为20×70×0.1mm、20×50×0.1mm、50×50×0.1mm和10×10×0.1mm的尺寸。大多数小块都经过了预处理。将它们浸入混合盐浴中(390℃持续2至6小时),以进行Na离子和K离子之间的首次离子交换,这可以使K离子从玻璃片的表面到一定深度的梯度逐渐减小。然后将经过预处理的生坯玻璃片在熔炉中于约1100℃-1160℃的温度热处理约60分钟,其中由于Na离子从表面到一定深度的递增梯度而形成了霞石晶相(NaAlSiO
然后将玻璃样品和玻璃陶瓷样品在纯KNO
使用如上所述的落笔测试和落球测试对每个厚度和晶相比例的钢化样品进行关于耐冲击性的测试和评估。如上所述计算平均破裂高度,并使用威布尔法计算B10高度。此外,为了确定破裂弯曲半径,以上述的两点弯曲方法测试了每个厚度和晶相比例的钢化样品。计算平均破裂弯曲半径。另外,如上所述测量余留3PB强度。在每个测试/实验中,对每组的30个样品进行了测试和评估。
通过XRD测量晶相,并且通过谢乐公式计算晶体尺寸。
在这些实施例中,对于外层A、A'和中心部分B,确定在20-300℃范围内的CTE。外层A、A'的CTE为7.3ppm/K,而中心部分B的CTE约为8.7ppm/K。因此,在A/B和A'/B之间的界面处建立了压缩应力。
表4:组分类型6、陶瓷化和钢化条件和结果
表4(续):组分类型6,陶瓷化和钢化条件和结果
发明示例6-11示出了递增梯度的玻璃陶瓷类型。外层A、A'中的晶相(此处为霞石)的比例(此处称为“份额”)为4-9体积%,因此小于中心部分B的比例(40-55体积%)。
具有梯度玻璃陶瓷结构的示例(示例6-11)与相同组分和厚度的钢化但未陶瓷化的示例5相比,落笔高度增加。余留3PB强度以及进而耐刮擦性通过化学钢化得到提高。当玻璃陶瓷制品另外被化学钢化时,落笔高度和余留3PB强度的改善要好得多(请参见与示例6相比的示例7或与示例9相比的示例10)。
实施例3-玻璃类型7
将类型7组分的生坯玻璃在1550℃熔融4小时,并在500℃浇铸和退火。将生坯玻璃切块并抛光成20×70×0.1mm、20×50×0.1mm和50×50×0.1mm的尺寸。
在陶瓷化之前,将生坯玻璃制品在355nm ns的激光下曝光以在两个表面上产生一定深度。频率为100Hz,功率为600-800mW。能量为2J/cm2。然后将曝光过的样品在熔炉中分两个步骤进行热处理,如表5所示。
然后将玻璃样品和玻璃陶瓷样品在纯KNO
通过XRD测量晶相,并通过谢乐公式计算晶体尺寸。
表5:组分类型7,陶瓷化和钢化的条件和结果
发明示例13-15示出了递减梯度的玻璃陶瓷类型。外层A、A'中的晶相(此处为硅酸锂)的比例(此处称为“份额”)为20-45体积%,因此高于此处为无定形的中心部分B的比例(0%)。
将未陶瓷化但钢化的实施例(示例12)与陶瓷化且钢化的本发明实施例(示例13-15)进行比较,可以看出梯度玻璃陶瓷制品具有更大的落笔高度和落球高度,因此显示出比相同厚度的钢化玻璃改进的冲击性能。在这种玻璃陶瓷类型中,冲击性能随着晶相比例的增加、外层厚度的增加、晶体尺寸的增加而提高。
实施例4-玻璃类型8
制备、陶瓷化和化学钢化多个类型8组分的生坯玻璃样品,其尺寸为20×70×0.145mm、20×50×0.145mm、50×50×0.145mm和10×10×0.145毫米。使用不同的陶瓷化条件。
大多数小的生坯玻璃样品都经过了预处理。首先将小片浸入纯NaNO
在实施例4的示例17中,对于外层A、A'和中心部分B,确定在20-300℃范围内的CTE。在外表面的CTE为7.7ppm/K,而在中心部分B的CTE约为9.8ppm/K。因此,在A/B和A'/B之间的界面处建立了压缩应力。
然后将玻璃样品和大多数玻璃陶瓷样品在混合盐浴90%KNO
使用如上所述的落笔测试对每种厚度和晶相比例的钢化样品进行关于耐冲击性的测试和评估。如上所述计算平均破裂高度,并使用威布尔法计算B10高度。此外,为了确定破裂弯曲半径,以上述的两点弯曲方法测试了每种厚度和晶相比例的钢化样品。计算平均破裂弯曲半径。另外,如上所述测量余留3PB强度。在每个测试/实验中,对每组的30个样品进行了测试和评估。
通过XRD测量晶相,并通过谢乐公式计算晶体尺寸。
表6:组分类型8,陶瓷化和钢化条件和结果
发明示例17-19显示了递增梯度的玻璃陶瓷类型。外层A、A'中的晶相(此处为二硅酸锂)的比例(此处称为“份额”)为2-3体积%,因此小于中心部分B的比例(43-51体积%)。
与相同组分和厚度的钢化但未陶瓷化的示例16相比,具有梯度玻璃陶瓷结构的化学钢化的本发明示例(示例18-19)显示出落笔高度、落球高度和余留3PB强度的增加。与相同组分和厚度的仅钢化的玻璃(示例16)相比,未钢化的梯度玻璃陶瓷制品(示例17)似乎没有显示出改善的特征。在这种玻璃陶瓷类型中,当另外对玻璃陶瓷制品进行化学钢化时,耐冲击性和余留3PB强度会改善得更好(请参见与示例18相比的示例17)。特别是例如陶瓷化和钢化后余留3PB强度得到了很大程度的提高(示例18、19)。
实施例5-玻璃类型9
制备、陶瓷化和化学钢化多个类型9组分的生坯玻璃样品,其尺寸为20×70×0.145mm、20×50×0.145mm、50×50×0.145mm和10×10×0.145mm。
多数小生坯玻璃样品已经过预处理。首先将小片浸入纯NaNO
然后将玻璃样品和大多数玻璃陶瓷样品在纯盐浴(NaNO
使用如上所述的落笔测试对每种厚度和晶相比例的钢化样品进行关于耐冲击性的测试和评估。如上所述计算平均破裂高度,并使用威布尔法计算B10高度。此外,为了确定破裂弯曲半径,以上述的两点弯曲方法测试了每种厚度和晶相比例的钢化样品。计算平均破裂弯曲半径。另外,如上所述测量余留3PB强度。在每个测试/实验中,对每组的30个样品进行了测试和评估。
通过XRD测量晶相,并通过谢乐公式计算尺寸。
表7:组分类型9,陶瓷化和钢化条件和结果
本发明示例21-23显示了递增梯度玻璃陶瓷类型。外层A、A'中的晶相(此处为β-锂辉石和硅酸锂)的比例(此处称为“份额”)为4-8体积%,因此小于中心部分B的比例(30-45体积%)。
与相同组分和厚度的钢化但未陶瓷化的示例20相比,具有梯度玻璃陶瓷结构的钢化的本发明示例(示例22-23)显示出落笔高度、落球高度和余留3PB强度的增加。与相同组分和厚度的仅钢化的玻璃(示例20)相比,未钢化的梯度玻璃陶瓷制品(示例21)似乎没有显示出改善的特征。在这种玻璃陶瓷类型中,当另外对玻璃陶瓷制品进行化学钢化时,耐冲击性和余留3PB强度会改善得更好(请参见与示例21相比的示例22)。特别是例如陶瓷化和钢化后余留3PB强度得到了很大程度的提高(示例22、23)。
实施例6-玻璃类型10
将类型10组分的生坯玻璃在1600℃熔融8小时,并在630℃浇铸和退火。将生坯玻璃切块并抛光成20×70×0.25mm、20×50×0.25和50×50×0.25mm尺寸的多个小片。
通过使用266nm ns激光在1000-1300℃加热生坯玻璃制品,以在两个表面(对应于外层A和A')形成一定深度。在每种情况下,感应区域分别形成具有均匀晶体分布的层,其中晶体嵌入无定形玻璃相内。然后将玻璃样品和玻璃陶瓷样品在90%Li
使用如上所述的落球测试对每种厚度和晶相比例的钢化样品进行关于耐冲击性的测试和评估。如上所述计算平均破裂高度。在每个测试/实验中,对每组的30个样品进行了测试和评估。
表8:组分类型10,陶瓷化和钢化条件和结果
发明示例25和26显示了层状玻璃陶瓷类型。外层A、A'中的晶相(此处为MgTi
与具有相同组分和厚度的钢化但未陶瓷化的示例24相比,具有层状玻璃陶瓷结构的钢化的本发明示例(示例25和26)显示出落球高度的增加。因此,层状玻璃陶瓷制品具有改善的特性。
如从以上说明和实验数据可以看出的,本发明提供了一种具有改善的材料特性的新型超薄制品。就耐冲击性和耐刮擦性而言,与已知的玻璃制品和已知的相同厚度的玻璃陶瓷制品相比,特别是当超薄玻璃陶瓷制品还另外被化学钢化时,具有梯度结构或层状结构的玻璃陶瓷制品具有改善的特性。
- 超薄玻璃陶瓷制品和制造超薄玻璃陶瓷制品的方法
- 具有耐腐蚀层的陶瓷制品、结合了该陶瓷制品的半导体加工设备以及制造陶瓷制品的方法