使用具有升高边缘的焊料体制造模块
文献发布时间:2023-06-19 11:06:50
技术领域
各个实施例总体上涉及一种制造模块的方法、一种用于制造模块的焊料体以及一种使用方法。
背景技术
功率模块为一个或多个功率器件、例如功率半导体装置提供了物理容纳。这些功率半导体可以被软焊或烧结在可安装于支撑体上的衬底上。为了确保这种模块的构成部分的空间精度,可能需要付出很大的努力。
发明内容
可能需要小的工作量制造一种具有高空间精度的模块。
根据一个示例性实施例,提供了一种制造模块的方法,其中,所述方法包括:提供至少一个焊料体,其具有基座部分和沿基座部分的外周的至少一部分延伸的升高边缘;和将之上安装有至少一个电子器件的至少一个载体放置在所述至少一个焊料体中,使得所述至少一个载体位于所述基座部分上,并且在空间上受所述升高边缘限制或限定。
根据另一个示例性实施例,提供了一种用于制造模块的焊料体,其中,所述焊料体包括:用于容纳载体的基座部分;和沿所述基座部分的外周的至少一部分延伸的升高边缘,使得载体在空间上可由升高边缘限制或限定。
根据另一个示例性实施例,具有上述特征的焊料体被用于制造功率模块。
根据一个示例性实施例,提供具有升高边缘的焊料体作为顶部的具有电子器件的载体与底部的支撑体之间的焊料接合部。升高边缘可限定用于载体的底部部分的腔或容纳空间,并由此可在空间上将载体限定或限制在目标位置或目标范围内。由此可以可靠地防止载体在焊料体上的不期望的滑动,这涉及焊料体与载体之间失去正确的空间关系的风险。这样的实施例还可以允许进行用于模块制造的系统软焊,而不需要传统上用于确保焊料体相对于载体正确定位的焊料辅助装置。从描述上来说,一个示例性实施例的焊料体的设计本身确保了焊料体与载体之间的正确对正。因此,可以显著简化和加速制造模块的过程。此外,可以更高效地利用资源,同时确保模块的构成部分之间的正确空间关系。
在下面,将说明制造方法、焊料体和使用方法的进一步的示例性实施例。
在本申请的上下文中,术语“模块”可特别地表示一种电子装置,其可以包括安装在一个或多个载体上的一个或多个电子器件。所述一个或多个载体可以通过一个或多个焊料体软焊在支撑体上。
在本申请的上下文中,术语“电子器件”可以特别地包括半导体芯片(特别是功率半导体芯片)、有源电子装置(例如晶体管)、无源电子装置(例如电容或电感或欧姆电阻)、传感器(例如麦克风、光传感器或气体传感器)、致动器(例如扬声器)和微机电系统(MEMS:Microelectromechanical System)。特别地,电子器件可以是在其表面部分中具有至少一个集成电路元件(例如二极管或晶体管)的半导体芯片。电子器件可以是裸露的裸片或可以已经被封装或包封。
在本申请的上下文中,术语“载体”可以特别地表示一种用于机械地承载一个或多个电子器件并且还可以可选地有助于电子器件与模块的外围设备之间的电互连的结构体(优选地,但不一定是导电的)。换句话说,载体可以实现机械承载功能和可选的电连接功能。优选但非必须地,载体可以是部分或完全导电的。
在本申请的上下文中,术语“焊料体”可以特别地表示由一种材料制成的物理体,所述材料可用于在两个构成部分(特别是载体与支撑体)之间建立焊料连接。
在本申请的上下文中,术语“基座部分”可以特别地表示焊料体的可以放置载体的待与支撑体焊料连接的底部表面的一部分。优选地,所述基座部分可以是基本上平坦的或平面的。
在本申请的上下文中,术语“升高边缘”可以特别地表示周向闭合或开放的边沿,其限定出一个或多个侧向抵接表面,放置在上述基座部分上的载体可以在存在倾向于使载体相对于焊料体移位的水平力的情况下抵靠所述侧向抵接表面。升高边缘可以被配置成能够机械地禁止载体相对于焊料体的过度的水平滑动,因为这种不期望的滑动将导致载体的底部部分抵靠升高边缘。因此,升高边缘可以用于限定载体在具有升高边缘的焊料体中的目标位置或目标范围。例如,升高边缘可以形成周向闭合的环。替代性地,周向布置的升高边缘可以包括一个或多个分开的边缘结构,这些边缘结构沿着基座部分的周边布置,从而限定出用于载体的位置的外部限制。例如,可以在焊料结构的两个相对的拐角或甚至全部四个拐角中形成升高边缘的相应分开的部分(例如为L形轮廓)。也可以例如特别是在矩形焊料体的所有四个边的中央部分中形成升高边缘的相应的区段(例如为直线轮廓)。
在一个实施例中,用于容纳载体的底部部分的腔由基座部分和升高边缘限界。这样的腔因此可通过基座部分和升高边缘在焊料体中形成,其中,所述方法可以包括:在软焊之前将相应的载体放置在所述腔中,使得载体受到升高边缘的保护,以防止侧向从所述腔滑出。优选地,升高边缘防止载体在整个水平平面内滑出所述腔。因此,升高边缘可使得在机械上不可能通过水平力将载体水平移出所述腔。
在一个实施例中,所述方法包括:提供多个焊料体,每个所述焊料体都具有基座部分和沿着相应的基座部分的外周的至少一部分延伸的升高边缘;以及将多个载体中的每个放置在焊料体的指定一个中,使得每个载体都位于相应的基座部分上,并在空间上由相应的升高边缘限制。至少一个电子器件可以安装在载体中的每个上。因此,可以制造具有多个载体和例如相同数量的焊料体的复杂模块,每个载体对应一个焊料体。
在一个实施例中,所述方法包括:通过软焊将所述焊料体与所述载体连接。软焊可以通过提供足够的热量以使焊料体的可软焊材料可流动来实现,例如通过将其加热到200℃至400℃之间的温度,例如大约350℃的温度。
在一个实施例中,所述方法包括:将所述至少一个焊料体放置在支撑体上,所述支撑体也可以形成所制造的模块的一部分。例如,所述支撑体可以是底板(例如金属板),焊料体被装配在所述底板上,从而载体也间接地装配在所述底板上。
在一个实施例中,所述方法包括:在将所述至少一个载体放置在所述至少一个焊料体中之前将所述至少一个焊料体放置在所述支撑体上。当焊料体已经与之下的支撑体对正时,可以以简单的方式并且以适当的精度在焊料体上组装一个或多个载体。
在一个实施例中,所述方法包括:通过软焊将所述焊料体与所述支撑体连接。这特别可以在通过软焊将所述至少一个焊料体与所述至少一个载体连接的同时完成。因此,当布置在所述支撑体与所述一个或多个载体之间的所述一个或多个焊料体在焊料温度下变得可流动时,这可触发在这些竖直堆叠的构成部分之间形成焊料连接。
在一个实施例中,所述方法包括:为支撑体提供至少一个可软焊部分和至少一个不可软焊部分,所述至少一个焊料体的材料在软焊期间将流入所述可软焊部分,所述焊料体的材料在软焊期间将不会流入所述不可软焊部分。通过采取这种措施,可以精确控制软焊期间的空间焊料流动。通过防止焊料材料流入不需要软焊的一个或多个区域,可以使焊料材料均匀地覆盖支撑体的相应的载体应通过相应的焊料体的焊料材料软焊到的表面部分。更一般地,所述不可软焊部分可以通过以焊料材料不能润湿的方式配置所述不可软焊部分的表面来限定。
在一个实施例中,所述至少一个不可软焊部分由焊料抵挡物、氧化物表面或激光处理表面限定。限定不能被可流动的焊料材料润湿的一个或多个部分的其它选择也是可能的。
在一个优选的实施例中,所述方法包括:在通过所述至少一个焊料体形成焊料连接之前,将所述至少一个焊料体临时地(特别是没有将焊料体的整个下部表面软焊到支撑体上)附接到所述支撑体。所述临时附接可以以使所述至少一个焊料体相对于支撑体的侧向滑动被临时附接禁止的方式执行。因此,通过临时限定所述支撑体与所述一个或多个焊料体之间的空间关系,可以获得很高的整体空间精度。临时附接可以具有这样的连接强度:能够防止所述一个或多个焊料体相对于支撑体的不期望的滑动。
在一个实施例中,通过设置在所述支撑体与所述一个或多个焊料体之间的挥发性粘合剂、将所述一个或多个焊料体软点焊到支撑体以及将所述一个或多个焊料体激光软焊在支撑体上组成的组中的一种,将焊料体临时附接到支撑体。应当注意避免所描述的焊料体与支撑体的临时附接由于在将焊料体临时附接到支撑体期间的过度的热冲击而使升高边缘的形状受到损失。例如,挥发性的、即在随后的软焊期间蒸发的粘合剂可以用于此目的。替代性地,支撑体的部分表面与相应的焊料体的部分表面之间的连接可以通过点焊或类似方法建立。
在一个实施例中,所述方法包括:通过由弯曲和模压组成的组中的一种来形成升高边缘。例如,可以通过沿着焊料体的平坦预形成件的周边的至少一部分弯曲或模压该平坦预形成件来制造焊料体。这样的平坦预形成件可以从可软焊材料的平坦片上冲出。因此,可以例如以较大的可软焊材料板为基础,以较小的努力来形成具有升高边缘的焊料体,所述较大的可软焊材料板可以通过冲压、弯曲和/或模压加工。边缘可以沿着整个周边或仅部分周边弯曲。
在一个实施例中,模块被配置为功率模块。相应地,一个或多个功率半导体芯片可以设置在所述至少一个载体中的每个上和/或中。这种功率半导体芯片的示例是MOSFET(Metal Oxide Semiconductor Field Effect Transistor,金属氧化物半导体场效应晶体管)芯片、IGBT(Insulated Gate Bipolar Transistor,绝缘栅双极晶体管)芯片、二极管芯片等。
在一个实施例中,焊料体是杯状的。这样的杯状或碗状焊料体可以精确地限定可以容纳载体的目标区域。
在一个实施例中,焊料体由可软焊材料组成。因此,整个焊料体可以仅由可软焊材料制成。
在一个实施例中,基座部分是板部分。因此,板状基座部分可以限定用于载体的相应的基本上平坦的底部表面的平坦的容纳表面。
在一个实施例中,所述边缘相对于基座部分成一角度。在此上下文中,“成一角度”可以意指在焊料体的侧视图或剖视图中,基座部分和升高边缘分别具有大致直的形状,并且在其间存在折弯(kink bend)或陡弯(sharp bend)。成一角度的边缘为轻微未对正的载体提供了良好限定的邻接表面。
在一个实施例中,边缘相对于基座部分成90°角。90°的角提供了非常高效的邻接表面。
在另一个实施例中,边缘相对于基座部分以大于90度至不大于150度的角度倾斜。90°至150°之间的角度范围的优点在于,相应的焊料体可以节省空间地堆叠。
在另一个实施例中,所述边缘相对于基座部分弯曲。在此上下文中,“弯曲”可以意指,在焊料体的侧视图或剖视图中,基座部分和升高边缘以连续、光滑、无折(kink-free)的方式彼此连接。通过这样的弯曲,可以实现基座部分与升高边缘之间的光滑过渡,其以受控的方式将略微未对正的载体推回到目标位置。
在一个实施例中,基座部分的表面的至少一部分设有表面型廓。这种表面型廓可以形成在基座部分的上主表面和/或下主表面中,以抑制焊料体堆叠中的相邻焊料体之间的粘附。有利地,当堆叠时,这种表面型廓可以减小相邻焊料体之间的粘附力。这简化了组装过程中对焊料体的操纵。
在一个实施例中,升高边缘垂直地突出超过基座部分50μm至1mm的范围内的距离、特别是150μm至500μm的范围内的距离。因此,焊料体的与完全平面形状的相对较小的偏差就足以正确地限定放置在相应焊料体上的载体的目标位置并能避免未对正。
在一个实施例中,所述模块或所述封装体包括安装在载体上的多个电子器件。因此,所述封装体可以包括一个或多个电子器件。
在一个实施例中,电子器件与载体之间的连接通过连接介质形成。例如,连接介质可以是焊料结构、烧结结构、熔接结构和/或胶合结构。因此,可以通过软焊、烧结或熔接,或者通过粘附或胶合来实现将所述一个或多个电子器件安装在载体上。
在一个实施例中,所述至少一个电子器件包括由控制器电路、驱动器电路和功率半导体电路组成的组中的至少一个。所有这些电路可以集成到一个半导体芯片中,或者分别集成在不同的芯片中。例如,可以通过一个或多个芯片来实现相应的功率半导体应用,其中,这种功率半导体芯片的集成电路元件可以包括至少一个晶体管(特别是MOSFET:金属氧化物半导体场效应晶体管,或IGBT:绝缘栅双极型晶体管)、至少一个二极管等。特别地,可以制造实现半桥功能、全桥功能等的电路。
在一个实施例中,所述模块被配置为功率转换器、特别是AC/DC功率转换器和DC/DC功率转换器中的一个。然而,诸如逆变器等的其它电子应用也是可能的。
作为用于半导体芯片的衬底或晶片,可以使用半导体衬底,即,硅衬底。替代性地,可以提供硅氧化物或另一绝缘体衬底。也可以实施锗衬底或III-V族半导体材料。例如,示例性实施例可以以GaN或SiC技术实施。
此外,示例性实施例可以利用诸如适当的蚀刻技术(包括各向同性和各向异性蚀刻技术、特别是等离子体蚀刻、干蚀刻、湿蚀刻)、图案化技术(其可以涉及光刻掩模)、沉积技术(例如化学气相沉积(CVD:Chemical Vapor Deposition)、等离子体增强化学气相沉积(PECVD:Plasma Enhanced Chemical Vapor Deposition)、原子层沉积(ALD:Atomic LayerDeposition)、溅射等)的标准半导体加工技术。
通过结合附图所作的以下描述和所附权利要求书,上述和其它目的、特征和优点将变得显而易见,在附图中,相似的部件或元件由相似的附图标记表示。
附图说明
所包括的用以提供对示例性实施例的进一步理解并构成说明书的一部分的附图示出了示例性实施例。
在附图中:
图1示出了根据一个示例性实施例的模块在组装之前的构成部分。
图2示出了图1的模块在组装之后的构成部分。
图3示出了图2的模块的焊料体。
图4示出了图3的焊料体的细节。
图5示出了图2的模块的俯视图。
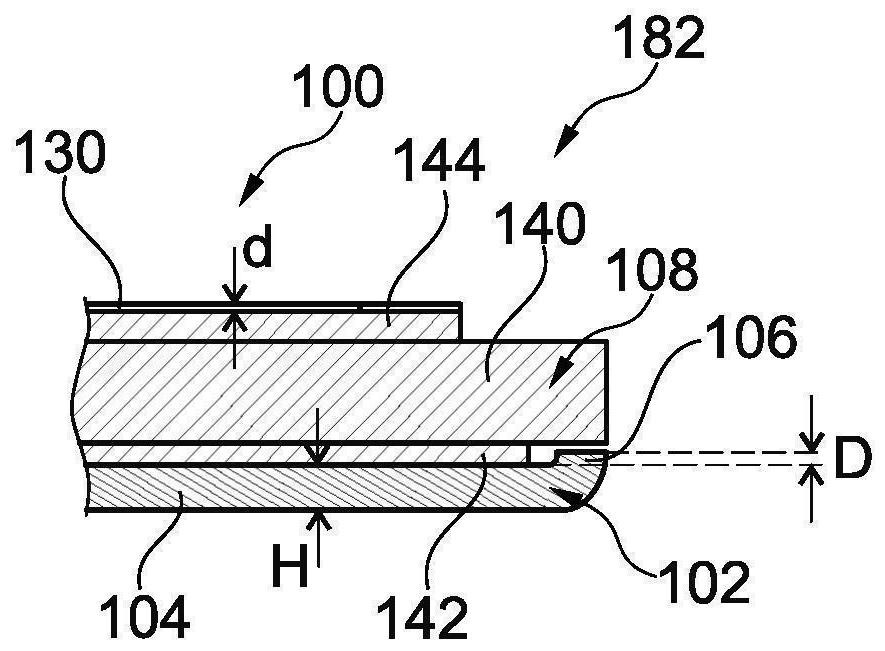
图6示出了图2的模块的一部分沿图5的线A-A所作的剖视图。
图7示出了图2的模块的支撑体和焊料体的三维视图。
图8示出了根据一个示例性实施例制造的模块的支撑体和焊料体的另一三维视图。
图9示出了根据另一个示例性实施例的具有减小粘附的表面型廓的焊料体的堆叠。
图10示出了根据一个示例性实施例的具有减小粘附的表面型廓的可堆叠焊料体的细节。
图11示出了根据一个示例性实施例的具有90°弯曲角的焊料体的升高边缘的细节。
图12示出了根据另一个示例性实施例的具有大于90°的弯曲角的焊料体的升高边缘的细节。
图13示出了根据一个示例性实施例的模块的分解图。
图14示出了图13的模块的剖视图。
具体实施方式
附图中的图示是示意性的,而不是按比例绘制的。
在将参考附图更详细地描述示例性实施例之前,将基于已经开发了的示例性实施例总结一些一般性考虑。
根据一个示例性实施例,可以通过临时且部分地将支撑体的上安装表面与杯状焊料体的下表面连接来实现在制造功率模块期间的系统软焊。焊料体由于其杯状而可有利地限定待放置在其中的载体的目标容纳空间。优选地,在将支撑体与一个或多个焊料体在底侧临时连接之后,可以将带有表面安装的电子器件的相应载体放置在临时连接的杯状的相应焊料体的腔中。此后,可以通过软焊使所获得的支撑体、支撑体上的一个或多个焊料体以及在焊料体中的带有表面安装的功率半导体芯片的一个或多个载体的配置彼此互连。有利地,通过(i)支撑体与焊料体之间的临时局部附接和(ii)对相应焊料体内的相应载体容纳空间的空间限制,可以对支撑体、焊料体与载体之间的空间关系进行双重限定,这可以使制造过程非常简单。特别地,根据示例性实施例,可以不必使用辅助软焊装置或工具来确保空间精度。
为了能够在软焊过程中精确地定位带有表面安装的芯片的载体以与板状支撑体连接,通常在特定的软焊装置中利用预形成的软焊来软焊所述载体。但是,这样的软焊装置或模具具有机械上复杂的缺点。这导致设备的高制造工作量和长的生产时间。
根据一个示例性实施例,可以通过使用具有边缘升高部分的预形成的焊料体来实现模块的系统软焊,而无需软焊装置。系统软焊是在功率模块的生产过程中执行的用于将芯片载体与支撑体互连的工艺。因此,用于系统软焊的组成成分是支撑体(例如模块基板)、预形成或预成形的焊料体和一个或多个载体。在每个载体上,安装有一个或多个电子器件、例如功率半导体芯片。
根据一个示例性实施例,提供了一种壳状或杯状焊料体。在将支撑体在相应焊料体上进行预期的、非全表面的预固定或临时附接之后,以及在将载体随后组装在每个焊料体中之后,可以进行系统软焊。因此,相应的焊料体可以相对于支撑体或模块基板沿水平方向精确地定位。此外,鉴于受升高边缘限界的适当限定的容纳腔,每个载体可以相对于其指定的焊料体精确地对正。这确保了在系统软焊之前,预形成的焊料体和载体相对于支撑体正确定位。特别地,所提及的措施可以确保可靠地保护免受振动和冲击的不利影响。
图1示出了根据一个示例性实施例的模块100在组装之前的组成部分。图2示出了组装后的图1的模块100的组成部分。图1和图2中所示的堆叠配置将在所示组成部分之间提供导热连接。图3示出了图2的模块100的焊料体102。图4示出了图3的焊料体102的细节180。图5示出了图2的模块100的俯视图。图6示出了模块100的细节182沿着图5所示的线A-A的剖视图。图7示出了在将载体108以及安装在其上的电子器件130容纳在由焊料体102的形状限定的腔中之前的图2的模块100的支撑体110和焊料体102的三维视图。
图2中所示的易于制造的模块100包括作为模块100的(例如,金属的)底部基板的支撑体110。例如,支撑体110可以是引线框架、印刷电路板、AMB衬底或DAB(直接铝键合)或DCB(直接铜键合)衬底。支撑体110也可以是金属板或金属陶瓷化合物。
多个焊料体102用于制造模块100。例如,每个焊料体102可以由诸如SnAg、SnPb、SnSb、NiSn、NiSnSb、AgSnCu和/或SnPbAg的可软焊材料制成。在软焊之前,每个都包括平坦的板状基座部分104和升高边缘106。这在图4和图6中可以最清楚地看出。在所示的实施例中,升高边缘106沿着基座部分104的整个外周延伸。换句话说,所描述的实施例的升高边缘106具有闭合的环形形状。
提供了多个载体108,其中,每个载体108容纳在多个焊料体102中的指定的一个中。例如,载体108可以是引线框架、在其两个相反的主表面上具有金属层的陶瓷衬底等。更特别地,载体108可以是例如DCB衬底、DAB衬底、引线框架、AMB衬底或者陶瓷或玻璃载体。一个或多个电子器件130可以在相应的载体108上。例如,这样的电子器件130可以例如是诸如IGBT、二极管、MOSFET或电阻器的功率半导体芯片。
电子器件130可以被软焊或烧结在相应的载体108上。它们也可以被导线连接以建立期望的电连接。电子器件130的顶表面和相应载体108的顶表面也可以设置有合适的涂层、例如具有硅凝胶的涂层。
每个载体108可以被容纳在由升高边缘106形成的腔中,使得升高边缘106沿着相应的载体108的侧壁的一部分垂直地延伸(见图6)。当载体108在软焊之前意外地在焊料体102上滑动时,载体108的底部部分的侧壁将抵靠升高边缘106,因此将防止相应的载体108相对于指定的基座部分104错误地定位。换句话说,由于每个载体108在空间上由指定的焊料体102的相应的升高边缘106限制,所以可以确保载体108与焊料体102之间的正确相对定位。
在所描述的实施例中,多个电子器件130安装在载体108中的每个上。所述电子器件130可以是诸如MOSFET裸片、IGBT裸片、二极管裸片、电阻器器件等的功率半导体裸片。因此,模块100可以被配置为功率模块100。
获得所描述的高空间精度的一种有效措施是所描述的用于制造模块100的焊料体102的配置。特别是如图4和图6所示,焊料体102包括用于容纳指定的载体108的底表面的平坦或平面的基座部分104。此外,每个焊料体102包括沿基座部分104的整个外周延伸的升高边缘106作为环形边沿。因此,所容纳的载体108在空间上由升高边缘106限定和限制。从描述上来说,焊料体102是杯状或碗状的。优选地,焊料体102仅由可软焊材料组成。由基座部分104和升高边缘106组成的焊料体102可以优选地整体地形成。如图3所示,基座部分104是板部分。在所描述的实施例中,并且从图6可以看出,边缘106相对于基座部分104是弯曲的。在所示的实施例中,弯曲的边缘106在与基座部分104的接合处具有基本圆形的倒圆角部。
为了制造所示的模块100,提供了多个(例如四个)焊料体102。每个焊料体102被成形为具有所描述的板状基座部分104和沿着基座部分104的周边作为环(或其一部分)延伸的垂直地突出的升高边缘106。升高边缘106垂直地突出超过基座部分104,并且可以通过弯曲或模压可软焊材料的平坦坯料来形成。参考图3和图4,焊料体102可以被冲压,然后可以经受弯曲或模压工艺来限定出升高边缘106。
参考图6,升高边缘106可以被形成为垂直地突出超过基座部分104一段距离D。距离D优选地在150μm至500μm之间的范围内。因此,如图6所示,用于容纳载体108的底部部分的腔由基座部分104和升高边缘106限界。
如图6所示,基座部分104的垂直厚度H可以在150至350μm之间的范围内。参考图3,大致矩形的焊料体102的长度L和宽度B可各自在20mm至70mm之间的范围内,从而焊料体102的面积可在20×20mm2至70x70mm2的范围内。如图6所示,当电子器件130是功率半导体芯片时,电子器件130的厚度d例如可以在40μm至100μm之间的范围内。电子器件130也可以是诸如电阻器的表面安装器件,此时可以具有例如高达1mm或者甚至高达2mm的较大的厚度d。
仍然参考图6,载体108是DCB(直接铜键合)衬底,并且可以具有在其两个相反的主表面上覆盖有相应的金属片142、144(例如铜片)的电绝缘导热的中央片140(例如由陶瓷制成)。中央片140可以例如具有在0.35mm至1mm之间的范围内的厚度。金属片142、144可各自具有在250μm至500μm之间的范围内的厚度。
接下来,将解释模块100的制造。首先,如图7所示,将焊料体102放置在平坦的支撑体110上。仍然在随后在支撑体110与具有表面安装的电子器件130的载体108之间形成焊料连接之前,焊料体102的和支撑体110的面对表面暂时且仅部分地彼此附接。焊料体102和支撑体110的这种临时附接或预固定可以例如通过使用挥发性粘合剂来进行,所述挥发性粘合剂增加支撑体110和相应焊料体102的接触表面之间的粘附力。附加地或替代地,可以通过软点焊和/或激光焊接来实现临时局部附接。获得所描述的高空间精度的另一有效措施是提到的支撑体110与焊料体102的临时附接。因此,可以可靠地防止在软焊焊料体102之前支撑体110与焊料体102之间产生不期望的相对滑动。当使用用于预固定连接支撑体110和焊料体102的粘合剂时,这种粘合剂可以改变表面张力以固定。软点焊和激光焊接可以通过热冲击将支撑体110和焊料体102预固定连接在一起。
此后,可以将多个(在所示实施例中为四个)载体108中的每个放置在焊料体102的腔中。在每个载体108上,多个电子器件130(例如,功率半导体芯片)被表面安装。每个载体108可以被放置在已经被预固定在支撑体110处的指定的焊料体102的腔中。因此,每个载体108被放置在指定的焊料体102的基座部分104上并且在空间上由升高边缘106限制。
由此,可以高精度地确保支撑体110、焊料体102和载体108之间的期望的空间关系。因此,在将载体108放置在指定的焊料体102中之前,将焊料体102放置并预固定在支撑体110上。例如,在软焊之前,位置精度可以在±0.3至±1mm的范围内。
然后,可以使支撑体110、焊料体102和载体108的临时预连接布置结构经受软焊过程。例如,所述布置结构可以被放置在焊炉(未示出)中并且可以被加热到例如350℃的升高温度。因此,焊料体102的可软焊材料变得可流动,重新固化,并由此通过软焊与支撑体110和载体108连接成一体。在所述软焊过程期间,焊料体102的焊料材料变得可流动,随后重新固化,从而完成所描述的永久性焊料连接。例如,在软焊期间,如本领域技术人员已知的那样可以使用助焊剂。
图1示出了用于在制造模块100的过程中要进行的所述系统软焊的构成部分。系统软焊意味着图1所示的部件或构成部分牢固地彼此连接以获得图2所示的模块100。因此,图2示出了系统软焊的结果。通过示例性实施例,所述系统软焊可以有利地在没有单独的软焊装置、工具或模具的情况下进行。为此目的,以碗状或杯状提供预形成的焊料体102(见图3和图4)。在平坦基板104上,通过弯曲或模压产生边缘升高部分作为升高边缘106。这允许将相应的载体108引导到成指定焊料体102的形式的焊料壳中(参见图5和图6)。因此,图5和图6示出了通过壳状焊料体102的水平载体引导。参考图6,焊料壳或焊料体102具有90°的弯曲角。
为了确保在软焊炉中进行处理之前使焊料体102和载体108在支撑体110(可以实施为模块基板)上精确定位,可以在借助于焊料体102将载体108与支撑体110进行软焊之前使用挥发性粘合剂处理焊料体102(比较图7)以获得局部固定连接。这确保了在软焊之前的振动和冲击不会引起焊料体102和施加的载体108相对于支撑体110的任何移位。例如,通过局部热冲击实施软点焊、激光焊接等也可以临时附接或固定连接。图7示出了在将焊料体102固定连接到支撑体110之后获得的结构。图7示出了在支撑体110与焊料体102之间的局部热附接的结果。因此,图7示出了在将载体108放置在由于升高边缘106而在焊料体102的上侧形成的腔中之前的情形。
图8示出了根据另一个示例性实施例的模块100的支撑体100以及预固定的焊料体102的三维视图。有利地,图8的支撑体110可以配备有可软焊部分112,在软焊期间,焊料体102的材料将流入软焊部分112中。可软焊部分112可以对应于支撑体110的要在之上放置焊料体102的表面部分。此外,支撑体110的表面可以设有一个或多个不可软焊部分114,其也可以表示为不可润湿部分,焊料体102的可流动焊料材料在软焊期间将不会流入不可软焊部分114。例如,所提到的不可软焊部分114可以实施为焊料抵挡物或氧化物表面。
为了避免在软焊过程中液体焊料的泄漏,可以在支撑体110的非润湿表面上提供焊料排斥表面,如图8所示。因此,在软焊过程中,载体108的对中可以通过液体焊料的表面应力来进行。可以通过焊料阻挡漆或氧化物表面来限定焊料相斥表面。因此,图8示出了模块基板或支撑体110上的焊料相斥表面。从描述上来说,焊料体102的焊料材料仅流入可润湿或可软焊表面部分112,而不流入不可润湿或不可软焊表面部分114。这改善了设置在支撑体110的将要安装载体108的表面部分上的焊料材料的均匀性。
图9示出了根据另一个示例性实施例的具有减小粘附的表面型廓116的焊料体102的堆叠184。图10示出了根据一个示例性实施例的具有减小粘附的表面型廓116的可堆叠的焊料体102的细节188。
可以以碗状的方式设计图9和图10所示的焊料体102。所示实施例的焊料碗或焊料体102可以具有相对于由基座部分104限定的平坦焊料表面大于90°的角度的升高边缘106。由于这种钝角,焊料体102有利地是可堆叠的。
此外,图9和图10所示的焊料体102的基座部分104部分地设有表面型廓116。尽管未示出,但是基座部分104的两个相反的主表面也可以都设有这样的表面型廓116。为了使预形成的焊料体102具有更好的可堆叠性,基座部分104与升高边缘106之间的角度可以大于90°,并且优选地不大于150°。可以以具有圆弧形(参见图6)或角形或锋利边缘的弯曲方式进行相应的弯曲。
为了确保堆叠的焊料体102之间更好的分离,可以通过对平坦的表面进行模压来实现堆叠的各个焊料体102之间的较低的粘合力。图9和图10示出了这种模压的焊料体102。
图11示出了根据一个示例性实施例的焊料体102的升高边缘106的细节。根据图11,边缘106相对于基座部分104成90°角。
图12示出了根据另一个示例性实施例的焊料体102的升高边缘106的细节。根据图12,边缘106可以相对于基座部分104成90°至150°之间的角度。
图13示出了根据一个示例性实施例的模块100的分解图。图14示出了该模块100的剖视图。
图13和图14示出了可以提供进一步的构成部分以完成模块100的制造。图13在下部示出了上述支撑体110、焊料体102和载体108。在载体108上方,示出了具有电端子162的框架160。盖164附接到框架160的上侧。框架160又放置在带有表面安装的电子器件130的载体108的顶部。
图14示出了处于完全组装配置下的模块100。
应当注意,术语“包括”不排除其它元件或特征,并且“一”或“一个”不排除多个。而且,可以组合针对不同实施例描述的元件。还应当注意,附图标记不应被解释为限制权利要求的范围。而且,本申请的范围不旨在限于说明书中描述的过程、机器、制造、物质组成、装置、方法和步骤的特定实施例。因此,所附权利要求旨在将这样的过程、机器、制造、物质组成、装置、方法或步骤包括在它们的范围内。
- 使用具有升高边缘的焊料体制造模块
- 无铅软钎料、无铅焊料球、使用了该无铅软钎料的焊料接头和具有该焊料接头的半导体电路