一种耐磨柔性装饰片及其制造方法
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及一种柔性装饰片,具体涉及一种耐磨柔性装饰片及其制造方法,属于柔性装饰片加工领域。
背景技术
柔性装饰片属于建筑材料中的一种,常用来安装在建筑墙壁的外部,起到装饰美观的作用。
由于装饰片在外墙的外部,长期暴露在自然环境中,受到外界环境中各种杂质的剐蹭,以及与空气的各种杂质进行撞击。装饰片的外部常会出现各种划痕,磨损的较快,使用寿命受到影响。且在搬运过程中,装饰片容易与外部物体之间造成磨损,进而造成损坏,安全性能得不到保障。
发明内容
针对现有技术中的问题,本发明提供了一种耐磨柔性装饰片及其制造方法。
本发明的目的可以通过以下技术方案实现:
一种耐磨柔性装饰片,包括装饰片本体和其上部涂覆的耐磨层;
所述装饰片本体包括质量百分比如下的组分:无机矿物填料30-50%,丙烯酸乳液10-25%,颜料0.5-4%,水1-13%,保水剂0-2.5%和石英砂35-55%;
所述耐磨层包括重量份如下的组分:长石30-40份,石英砂8-13份,氧化铝6-8份,白云石10-23份,硅灰石7-15份,建筑涂料乳液5-7份和玻璃钢颗粒15-25份。
建筑涂料乳液包括聚乙烯醇乳液,聚醋酸乙烯乳液,过氯乙烯乳液,氯磺化聚乙烯乳液,丙烯酸酯乳液,苯丙乳液,乙丙乳液,氯偏乳液。
一种耐磨柔性装饰片的制造方法,包括如下步骤:
S1:将装饰片本体配方中各组分按比例混合均匀,形成混合浆料;将装饰片本体浆料喷涂在成型模具表面,涂覆厚度为2-7mm;
S2:将喷涂有装饰片本体浆料的成型模具放在100-150℃下加热干燥,形成装饰片本体;
S3:将耐磨层配方中各组分混合均匀,形成耐磨层浆料;随后将耐磨层浆料涂覆在成型的装饰片本体上,涂覆厚度为1.5-4.5mm;
S4:将S3中涂覆有耐磨层浆料的装饰片本体连同成型模具在110-145℃下加热干燥固化脱模,形成耐磨柔性装饰片;
S5:对S4中制作的耐磨柔性装饰片进行耐磨性检测。
优选的,将制作完成的耐磨柔性装饰片放入到检测设备中进行耐磨性检测;检测设备包含有装载架,装载架的顶部转动安装有装载筒,装载筒的底部贯通连接有储料桶,储料桶的底部设置有排料口,储料桶的一侧安装有风机,装载筒的上方一侧连接有排气口,排气口与装载筒以及风机与储料桶的连接处均安装有单向阀;
装载筒的两侧均通过转轴与装载架的顶部转动安装,装载架的一侧上方焊接有安装台,安装台的远离装载筒的一侧安装有电机,转轴的一端与电机的输出轴连接;安装台的顶部竖直安装有第一液压柱,第一液压柱的顶部朝向装载筒的一侧焊接有横杆,横杆底部在装载筒的正上方安装有用于夹持装饰片的第二框架,横杆远离第一液压柱的一端转动安装有转动杆,转动杆远离横杆的一端连接有稳定块,稳定块的底部安装有可升降的第一框架;
第一框架的顶部与稳定块之间竖直安装有第二液压柱,第二框架的顶部与横杆之间竖直安装有立杆,立杆的底部通过销轴与第二框架转动安装,横杆与转动杆的连接处安装有第一驱动马达,横杆的一端与第一驱动马达的输出轴连接,销轴与第二框架的连接处安装有第二驱动马达,第二驱动马达的输出端与销轴的一端连接;第一框架和第二框架均呈倒着的“凹”型设置,且第一框架和第二框架的内壁一侧均安装有推板,第一框架和第二框架一侧内壁与推板之间安装有电动伸缩杆,第一框架的内部夹装有划板;
装载筒的顶部安装有封堵板,封堵板由两个半圆形的盖板组成,盖板的底部一侧通过驱动轴与装载筒的顶部边缘转动安装,且装载筒顶端内部安装有在每个驱动轴的下方均安装有第三驱动马达,第三驱动马达的输出端与驱动轴的底部连接,封堵板的中部贯穿设置有穿孔,储料桶的内壁连接有若干个弧形的扰流板,储料桶的的装载有打磨料体。
本发明的有益效果:
1、通过该发明中配方制作出来的装饰片柔韧性较好且具有较高的耐磨性,相较于现有工艺制作出来的装饰片耐磨性高出20-25%,安装使用中以及运输过程中,装饰片外部不易被磕碰损坏,在不同环境下使用时外部不易出现划痕,能延长使用寿命,提高了使用过程中的美观度。加入玻璃钢颗粒,既能保证具有良好的柔韧性,又能具有较好的耐磨性,且玻璃钢材质的重量相较于岩石类的材料更小,使用中不易脱落,运输中更加方便。
2、通过设置检测设备,使得装饰片在制作完成后,可将待检测的装饰片放在第二框架的内部。在检测设备上能对装饰片进行使用中抗耐划伤能力以及运输中的抗磨损能力。能模拟出不同环境和不同材质对柔性片的磨损。一个设备上能模拟出不同状态下的状况,测试的效率得到提高,测试的更加全面。
附图说明
为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
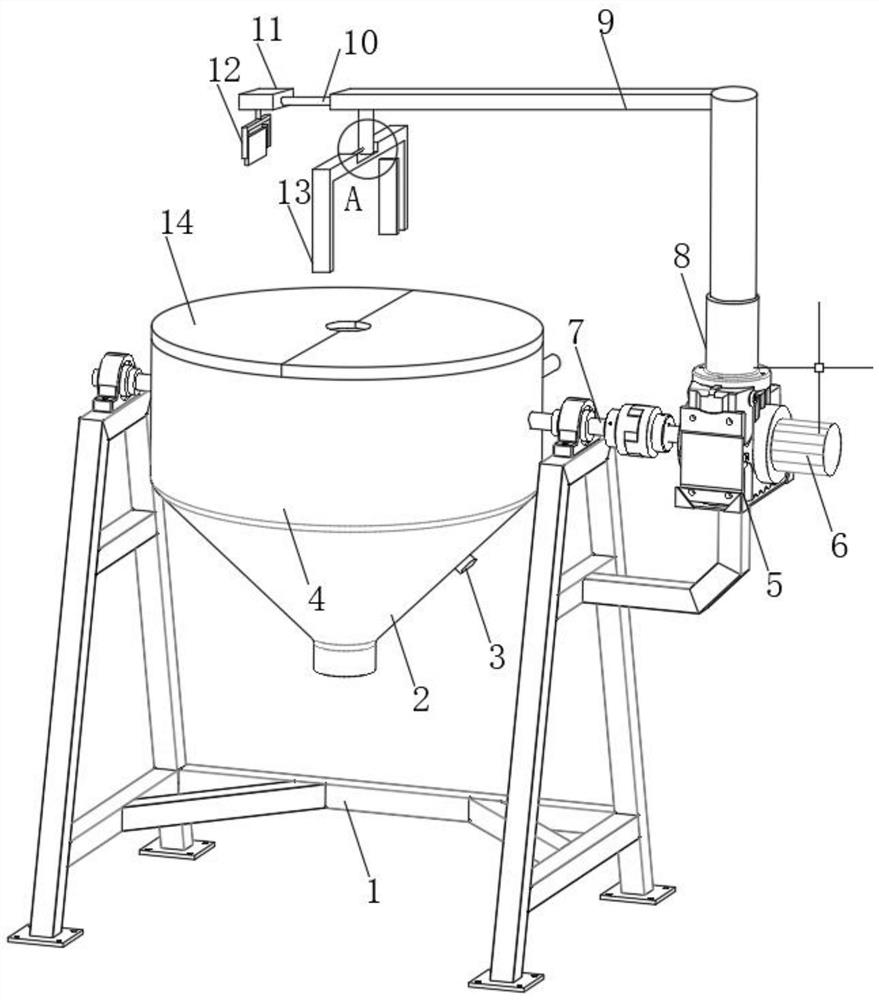
图1为本发明整体结构示意图。
图2为本发明盖板结构示意图。
图3为本发明第一框架结构示意图。
图4为本发明图1中A处细节放大结构示意图。
图5为本发明储料桶结构示意图。
图中:1、装载架;2、储料桶;3、风机;4、装载筒;5、安装台;6、电机;7、转轴;8、第一液压柱;9、横杆;10、转动杆;11、稳定块;12、第一框架;13、第二框架;14、盖板;15、穿孔;16、驱动轴;17、第二液压柱;18、推板;19、划板;20、立杆;21、销轴;22、扰流板。
具体实施方式
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-5所示,一种耐磨柔性装饰片,包括装饰片本体和其上部涂覆的耐磨层;
装饰片本体包括质量百分比如下的组分:无机矿物填料30-50%,丙烯酸乳液10-25%,颜料0.5-4%,水1-13%,保水剂0-2.5%和石英砂35-55%;
耐磨层包括重量份如下的组分:长石30-40份,石英砂8-13份,氧化铝6-8份,白云石10-23份,硅灰石7-15份,建筑涂料乳液5-7份和玻璃钢颗粒15-25份。
建筑涂料乳液包括聚乙烯醇乳液,聚醋酸乙烯乳液,过氯乙烯乳液,氯磺化聚乙烯乳液,丙烯酸酯乳液,苯丙乳液,乙丙乳液,氯偏乳液。
一种耐磨柔性装饰片的制造方法,包括如下步骤:
S1:将装饰片本体配方中各组分按比例混合均匀,形成混合浆料;将装饰片本体浆料喷涂在成型模具表面,涂覆厚度为2-7mm;
S2:将喷涂有装饰片本体浆料的成型模具放在100-150℃下加热干燥,形成装饰片本体;
S3:将耐磨层配方中各组分混合均匀,形成耐磨层浆料;随后将耐磨层浆料涂覆在成型的装饰片本体上,涂覆厚度为1.5-4.5mm;
S4:将S3中涂覆有耐磨层浆料的装饰片本体连同成型模具在110-145℃下加热干燥固化脱模,形成耐磨柔性装饰片;
S5:对S4中制作的耐磨柔性装饰片进行耐磨性检测。
实施例一:装饰片本体按照质量百分比选取如下组分:无机矿物填料35%,丙烯酸乳液20%,颜料2%,水10%,保水剂1.5%和石英砂40%;
耐磨层按照重量份选取如下组分:长石32份,石英砂10份,氧化铝6.5份,白云石15份,硅灰石9份,建筑涂料乳液6份和玻璃钢颗粒20份。
原料选取后,按照上述的操作步骤进行加工制作,直至成为完整的耐磨柔性装饰片。
作为本发明的一种技术优化方案,将制作完成的耐磨柔性装饰片放入到检测设备中进行耐磨性检测;检测设备包含有装载架1,装载架1的顶部转动安装有装载筒4,装载筒4的底部贯通连接有储料桶2,储料桶2的底部设置有排料口,储料桶2的一侧安装有风机3,装载筒4的上方一侧连接有排气口,排气口与装载筒4以及风机3与储料桶2的连接处均安装有单向阀;
装载筒4的两侧均通过转轴7与装载架1的顶部转动安装,装载架1的一侧上方焊接有安装台5,安装台5的远离装载筒4的一侧安装有电机6,转轴7的一端与电机6的输出轴连接;安装台5的顶部竖直安装有第一液压柱8,第一液压柱8的顶部朝向装载筒4的一侧焊接有横杆9,横杆9底部在装载筒4的正上方安装有用于夹持装饰片的第二框架13,横杆9远离第一液压柱8的一端转动安装有转动杆10,转动杆10远离横杆9的一端连接有稳定块11,稳定块11的底部安装有可升降的第一框架12;
第一框架12的顶部与稳定块11之间竖直安装有第二液压柱17,第二框架13的顶部与横杆9之间竖直安装有立杆20,立杆20的底部通过销轴21与第二框架13转动安装,横杆9与转动杆10的连接处安装有第一驱动马达,横杆9的一端与第一驱动马达的输出轴连接,销轴21与第二框架13的连接处安装有第二驱动马达,第二驱动马达的输出端与销轴21的一端连接;第一框架12和第二框架13均呈倒着的“凹”型设置,且第一框架12和第二框架13的内壁一侧均安装有推板18,第一框架12和第二框架13一侧内壁与推板18之间安装有电动伸缩杆,第一框架12的内部夹装有划板19;
装载筒4的顶部安装有封堵板,封堵板由两个半圆形的盖板14组成,盖板14的底部一侧通过驱动轴16与装载筒4的顶部边缘转动安装,且装载筒4顶端内部安装有在每个驱动轴16的下方均安装有第三驱动马达,第三驱动马达的输出端与驱动轴16的底部连接,封堵板的中部贯穿设置有穿孔15,储料桶2的内壁连接有若干个弧形的扰流板22,储料桶2的的装载有打磨料体。
柔性片需要检测时,将待检测的柔性片安装在第二框架13的内部,利用推板18进行固定。随后驱动轴16带动盖板14进行转动,两个盖板14转动后将装载筒4的上部裸露出来,第一液压柱8的伸缩端向下移动,带动第二框架13进入到装载筒4的内部,第二框架13完全进入到装载筒4的内部后,两个盖板14转动回来,重新对装载筒4的顶部进行密封,立杆20卡接在穿孔15的内部且与穿孔15相适配。启动风机3运行,风机3对储料桶2的内部进行吹动空气,气流将储料桶2内部的打磨料体吹动起来,打磨料体对第二框架13内部夹持的柔性片进行不断的碰撞剐蹭,使得柔性片可以同时接受不同方向和不同力度打磨料体的冲击。测试中可以调节内部打磨颗粒的数量和气流的速度进而模拟出柔性板在实际使用中面对的外界环境。能尽可能的模拟处实际的使用环境,调节简单快捷,检测成本低。同时在检查时可利用转轴7带动装载筒4进行转动,调整装载筒4的倾斜角度,模拟出更多的环境状态。气流最后从排气口向外排出,能正常的流动,且内部的打磨颗粒可以根据实际的检测需求进行更换不同种类,以达到检测的多样化。
若柔性片需要进行运输时的磨损测试时,销轴21带动第二框架13转动到第一框架12的下方。随后第二液压柱17带动第一框架12和划板19向下移动,直至划板19与柔性片接触。转动杆10带动稳定块11和划板19进行转动,进而使得划板19在柔性片上不断滑动。相互挤压的力度可以通过第二液压柱17的伸缩进行调节,且可以不同的测试需求,更换不同材质的划板19,测试出不同材料对柔性片的磨损程度。进而测试出柔性片在搬运过程中对于不同材质和不同挤压力的磨损程度。利用该检测设备可以充分测试耐磨柔性片的耐磨性能。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种耐磨柔性装饰片及其制造方法
- 一种自发光柔性装饰片及其制造方法