一种自动焊接的控制方法
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及智能制造技术领域,尤其涉及一种自动焊接的控制方法。
背景技术
焊接工作对人员的技术要求高、工作环境恶劣,强光、辐射、烟尘等,损伤工作人员健康。在批量化加工领域,引入了机器人焊接代替人工,当前的自动化焊接技术,基于机器编程焊接预定部位,也有通过焊缝跟踪系统配合特定治具,实现小范围焊缝跟踪、焊接。相关技术中,自动化焊接技术可以实现基本的自动化焊接,但由于三维扫描仪距离工件位置较远,还很难精准的进行定位,同时造成识别的偏差可能较大,而且现有技术均采用较为费时的示教或者离线编程的焊接方法。
发明内容
本发明旨在至少在一定程度上解决现有相关技术中存在的问题之一,为此,本发明提出一种自动焊接的控制方法,自动焊接的控制方法,其方法简单可行,可有效实现焊缝的精准定位,从而提升了焊接质量,同时还进一步提高了自动焊接加工的工作效率。
上述目的是通过如下技术方案来实现的:
一种自动焊接的控制方法,包括三维扫描模块、焊缝扫描模块和数据处理模块,其中所述三维扫描模块对外部工件进行扫描并将所扫描到的信息反馈至所述数据处理模块上,所述焊缝扫描模块设置在外部机器人上以对所述焊缝进行扫描并将所扫描到的信息反馈至所述数据处理模块上,所述数据处理模块对所接收到的信息进行处理,所述焊缝的识别方法包括如下步骤:
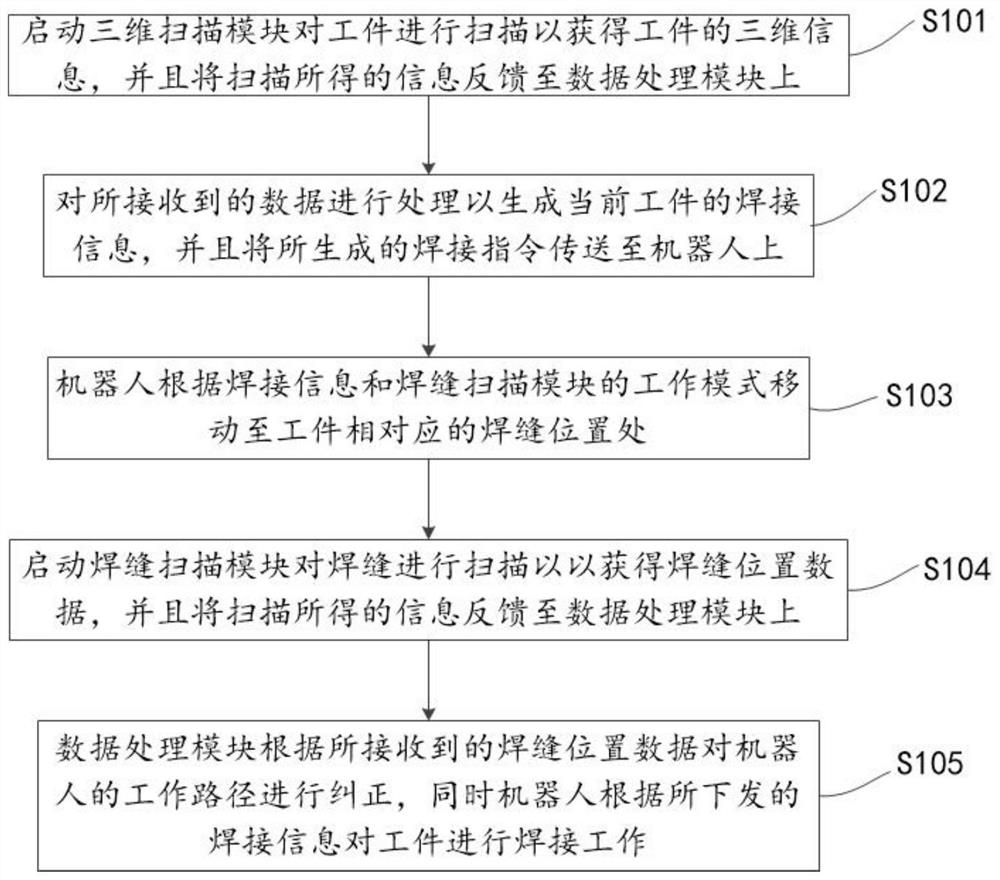
启动所述三维扫描模块对所述工件进行扫描以获得所述工件的三维信息,并且将扫描所得的信息反馈至所述数据处理模块上;
对所接收到的数据进行处理以生成当前所述工件的焊接信息,并且将所生成的焊接指令传送至所述机器人上;
所述机器人根据所述焊接信息和所述焊缝扫描模块的工作模式移动至所述工件相对应的焊缝位置处;
启动所述焊缝扫描模块对所述焊缝进行扫描以获得所述焊缝位置数据,并且将扫描所得的信息反馈至所述数据处理模块上;
所述数据处理模块根据所接收到的所述焊缝位置数据对所述机器人的工作路径进行纠正,同时所述机器人根据所下发的焊接信息对所述工件进行焊接工作。
在一些实施方式中,所述机器人根据所述焊接信息和所述焊缝扫描模块的工作模式移动至所述工件的焊缝位置处的步骤包括:
判断所述焊缝扫描模块的当前工作模式是否为在线纠正模式;
若是,则将所述机器人的工作路径起点规划至所述焊缝起点的提前位置处;
若否,则将所述机器人的工作路径起点规划至所述焊缝终点位置处。
在一些实施方式中,所述将所述机器人的工作路径起点规划至所述焊缝起点的提前位置处之后的步骤包括:
启动所述焊缝扫描模块沿所述焊缝进行扫描;
所述机器人根据所接收到的焊接信息执行焊接工作,同时根据所述焊缝扫描模块所扫描到的焊缝数据引导机器人进行在线纠正。
在一些实施方式中,所述将所述机器人的工作路径起点规划至所述焊缝终点位置处之后的步骤包括:
启动所述焊缝扫描仪沿所述焊缝进行扫描;
直至扫描到所述焊缝起点位置处并记录所述焊缝的位置数据;
机器人根据所记录的所述焊缝的位置数据和所接收到的焊接信息,由所述焊缝起点位置处往所述焊缝终点位置处的方向执行焊接工作。
在一些实施方式中,所述对所获得的数据进行处理以生成当前所述工件的焊接信息的步骤具体包括:
根据所述工件的三维信息获取到所述工件的三维结构信息;
对所获取到的所述三维结构信息进行分析处理以获得当前所述工件的待焊接位置;
根据所获得的所述工件的待焊接位置和所述工件的三维结构信息自动生成当前所述工件的焊接信息。
在一些实施方式中,当所述三维扫描器的数量为多个时,所述通过所述三维扫描器对所述工件进行扫描以获得所述工件的三维信息的步骤具体包括:
多个所述三维扫描器对所述工件进行扫描以获取到多个所述三维扫描器当前视角下所述工件的三维信息。
在一些实施方式中,所述获取到多个所述三维扫描器当前视角下所述工件的三维信息后的步骤还包括:
获取到多个所述三维扫描器当前视角下所述工件的三维信息后;
将所获取到的多个所述工件的三维信息反馈至所述数据处理器上;
通过所述数据处理器对所接收到的数据进行拼接和处理以得到所述工件完整的三维结构信息。
与现有技术相比,本发明的至少包括以下有益效果:
1.本发明自动焊接的控制方法,其方法简单可行,可有效实现焊缝的精准定位,从而提升了焊接质量,同时还进一步提高了自动焊接加工的工作效率。
附图说明
图1是本发明实施例中自动焊接的控制方法的流程示意图。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明请求保护的技术方案范围。
实施例一:
如图1所示,本实施例提供一种自动焊接的控制方法,通过机器人结合三维扫描器以获取待加工工件的三维结构信息,从而获得工件的待焊接位置以及机器人的加工姿态,即工件待加工焊缝的空间三维位置,进而引导机器人根据所获得的待焊接位置移动至所述工件的焊缝位置处,基于焊缝扫描模块的工作模式不同以对机器人规划不同的工作路径,从而对机器人的工作路径进行纠正,同时使得机器人更好地完成焊接工作,如此即可无需示教,无需离线编程,无需机器人相关知识,工作人员只需要上下料即可完成工件焊缝的焊接工作,其方法简单可行,可有效实现焊缝的精准定位,从而提升了焊接质量,同时还进一步提高了自动焊接加工的工作效率。
在本实施例中,焊缝识别系统包括三维扫描模块、焊缝扫描模块和数据处理模块,其中所述焊缝扫描模块设置在外部机器人的手臂上,所述三维扫描模块对外部工件进行扫描并将扫描所获得的信息反馈至所述数据处理模块上,所述数据处理模块对所接收到的信息进行处理以生成指令信息,同时数据处理模块将所生成的指令信息下发至外部机器人上,外部机器人根据所接收到的指令信息移动至工件的焊缝位置处,焊缝扫描模块对所述焊缝进行扫描并将扫描所获得的信息反馈至所述数据处理模块上,数据处理模块对所接收到的信息进行处理以决定是否对机器人的工作路径进行纠正,同时所述机器人根据所下发的焊接信息对所述工件进行焊接工作,从而可以满足各种工件焊缝的焊接要求,焊缝扫描模块近距离工作,可避免发生三维扫描仪因距离工件较远而不能精准定位的问题,以及在焊接过程中,由于实际焊缝宽度的变化而随时对机器人的工作路径进行纠正,当然地,还包括训练模块和采集模块,采集模块用于采集平面图像目标识别方案,训练模块对采集模块所采集的平面图像目标识别方案进行训练以构建深度神经网络模型,此外,三维扫描模块优选采用三维扫描仪或者激光扫描仪制成,但不限于上述扫描仪,还可根据实际需求选择其它类型的扫描仪,如此使得焊缝识别系统首先检测焊缝在工件图像上的位置,通过三维扫描模块对工件进行扫描以获得工件的三维结构信息,从而根据工件的三维结构信息进行处理以得到工件的边线信息,然后将工件图像中焊缝位置信息与工件的边线信息进行关联处理,根据处理结果以得到工件需焊接的焊缝信息,如此即可完成焊缝识别以及焊缝位置的定位,进而使机器人完成对工件的焊接工作,另外,为了进一步提高焊缝扫描模块识别的精准度,焊缝扫描模块优先采用激光扫描仪,但不限于激光扫描仪,还可根据实际需要选择其它更为合适的扫描仪。
在本实施例中,自动焊接的控制方法具体包括如下步骤:
步骤S101,启动所述三维扫描模块对所述工件进行扫描以获得所述工件的三维信息,并且将扫描所得的信息反馈至所述数据处理模块上。
在本实施例中,将待加工的工件以合适的姿态固定在上料工位上以完成上料工作,通过三维扫描器对工件进行扫描以获得工件的三维信息,优选地,当三维扫描器的数量为多个时,多个三维扫描器对工件进行扫描以获取到多个三维扫描器当前视角下工件的三维信息,并将各自视角的三维信息反馈至数据处理模块上。
步骤S102,对所接收到的数据进行处理以生成当前所述工件的焊接信息,并且将所生成的焊接指令传送至所述机器人上。
在本实施例中,数据处理模块根据工件的三维信息获取到工件的三维结构信息,对所获取到的三维结构信息进行分析处理以获得当前工件的待焊接位置,根据所获得的工件的待焊接位置和工件的三维结构信息自动生成当前工件的焊接信息,并且将所生成的焊接信息下发至机器人上,本实施例中焊接信息包括工件的待焊接位置、机器人的加工姿态以及其他相关信息。
在本实施例中,当三维扫描器的数量为多个时,多个三维扫描器将各自视角的三维信息反馈至数据处理模块上,通过数据处理模块对所接收到的数据进行拼接和处理以得到工件完整的三维结构信息,从而以实时获取待加工工件的三维结构信息,然后,数据处理模块根据待加工工件的三维结构信息进行分析处理以获得当前工件的待焊接位置。
步骤S103,所述机器人根据所述焊接信息和所述焊缝扫描模块的工作模式移动至所述工件相对应的焊缝位置处。
步骤S104,启动所述焊缝扫描模块对所述焊缝进行扫描以获得所述焊缝位置数据,并且将扫描所得的信息反馈至所述数据处理模块上。
步骤S105,所述数据处理模块根据所接收到的所述焊缝位置数据对所述机器人的工作路径进行纠正,同时所述机器人根据所下发的焊接信息对所述工件进行焊接工作。
在本实施例中,判断所述焊缝扫描模块的当前工作模式是否为在线纠正模式;
若是,则将所述机器人的工作路径起点规划至所述焊缝起点的提前位置处,启动所述焊缝扫描模块沿所述焊缝进行扫描,所述机器人根据所接收到的焊接信息执行焊接工作,同时根据所述焊缝扫描模块所扫描到的焊缝数据引导机器人进行在线纠正;
若否,则将所述机器人的工作路径起点规划至所述焊缝终点位置处,启动所述焊缝扫描仪沿所述焊缝进行扫描,直至扫描到所述焊缝起点位置处并记录所述焊缝的位置数据,机器人根据所记录的所述焊缝的位置数据和所接收到的焊接信息,由所述焊缝起点位置处往所述焊缝终点位置处的方向执行焊接工作。
在本实施例中,根据所获得的工件的待焊接位置和工件的三维结构信息自动生成当前工件的焊接信息,并且将所生成的焊接信息下发至机器人上,机器人执行所接收到的焊接信息以完成工件的焊接工作,如此无需人工对机器人进行编程,并且支持小批量、大批量、不同型号的工件交叉进行作业,从而实现焊接速度大幅度提升,进而减少对编程技术人员和焊接工人的依赖,然后机器人根据所下发的焊接信息对工件进行焊接工作。
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
- 可自动调整焊接电流的焊接设备和焊接电流控制方法
- 一种熔化极气体保护焊半自动焊接导轨装置及其控制方法、焊接装置