分段风力涡轮机叶片的制造
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及制造风力涡轮机叶片的方法,以及涉及通过所述方法能够得到的风力涡轮机叶片。
背景技术
风动力提供清洁的且环境友好的能量的来源。风力涡轮机通常包括塔架、发电机、齿轮箱、机舱以及一个或更多转子叶片。风力涡轮机叶片使用已知的翼型原理捕获风的动能。现代风力涡轮机可以具有在长度上超过90米的转子叶片。
风力涡轮机叶片通常通过由编织的织物或纤维和树脂的层形成两个壳体部分或壳体半部而被制造。翼梁帽或主层压体被放置或集成在壳体半部中并且可以与抗剪腹板或翼梁杆组合以形成结构支撑构件。翼梁帽或主层压体可以被接合到壳体的吸力半部和压力半部的内侧,或集成在壳体的吸力半部和压力半部的内侧内。
随着风力涡轮机的尺寸增加,风力涡轮机叶片的制造和运送变得更有挑战性且昂贵。为了处理这个问题,已知的是提供呈两个或更多区段的风力涡轮机叶片。这可以导致更容易的制造工艺并且可以降低风力涡轮机的运送和建立的成本。叶片区段可以被运送到建立地点,在建立地点它们能够被组装以形成风力涡轮机叶片。
然而,若干挑战可以与这样的设计关联,涉及包括负载支承结构(诸如翼梁杆、抗剪腹板或其他内部部件)的壳体区段的制造和接合。
因此本发明的一个目的是提供具有改进的稳定性、容易制造、操控和组装的风力涡轮机叶片。
本发明的另一目的是提供用于制造具有内部增强结构的分段风力涡轮机叶片的有效的方法。
发明内容
本发明涉及制造风力涡轮机叶片的方法,所述风力涡轮机叶片具有包括压力侧和吸力侧以及前边缘和后边缘的轮廓外形,所述前边缘和后边缘具有弦,所述弦具有在所述前边缘和后边缘之间延伸的弦长度,所述风力涡轮机叶片在根部端部和尖端端部之间在翼展方向上延伸,所述方法包括在风力涡轮机叶片的基本上整个长度上制造压力侧壳体半部和吸力侧壳体半部,封闭和接合壳体半部以得到封闭壳体,沿着基本上正交于封闭壳体的翼展方向的切割平面切割封闭壳体以得到第一叶片区段和第二叶片区段,每个叶片区段包括压力侧壳体半部的部分和吸力侧壳体半部的部分,将第一叶片区段从第二叶片区段分开并且将第一叶片区段接合和密封到第二叶片区段以得到风力涡轮机叶片。
此方法提供分段和重组装风力涡轮机叶片的改进的且有效的方式。优选地,所述方法进一步包括在封闭和接合壳体半部之前将翼梁结构布置在壳体半部中的一个内的步骤。
还已发现,前述目的中的一个或更多能够通过制造风力涡轮机叶片的方法达到,所述风力涡轮机叶片具有包括压力侧和吸力侧以及前边缘和后边缘的轮廓外形,所述前边缘和后边缘具有弦,所述弦具有在所述前边缘和后边缘之间延伸的弦长度,风力涡轮机叶片在根部端部和尖端端部之间在翼展方向上延伸,所述方法包括以下步骤:
a1)在风力涡轮机叶片的基本上整个长度上制造压力侧壳体半部和吸力侧壳体半部,
b1)将翼梁结构布置在壳体半部中的一个内,翼梁结构包括第一部分和第二部分,第一部分和第二部分能够释放地耦联到彼此,
c1)封闭和接合壳体半部以得到封闭壳体,
d1)沿着基本上正交于封闭壳体的翼展方向的切割平面切割封闭壳体以得到第一叶片区段和第二叶片区段,每个叶片区段包括压力侧壳体半部的部分和吸力侧壳体半部的部分,其中翼梁结构延伸穿过切割平面,
e1)将翼梁结构的第一部分和第二部分解耦,
f1)将第一叶片区段从第二叶片区段分开,
g1)将第一叶片区段接合和密封到第二叶片区段以得到风力涡轮机叶片。
通过使用包括能够释放地耦联到彼此的第一部分和第二部分的翼梁结构制造风力涡轮机叶片,提供了用于分段和重组装这样的风力涡轮机叶片的有效的且简洁的方法,所述方法包括解耦以及优选地重耦联所述部分。
优选地,压力侧壳体半部和吸力侧壳体半部在风力涡轮机叶片的整个长度上(即在它们的整个最终长度上)被制造。在前边缘附近和在后边缘附近压力侧壳体半部和吸力侧壳体半部将通常被粘附或结合到彼此。每个壳体半部可以包括纵向地/沿翼展延伸的负载承载结构,诸如一个或更多主层压体或翼梁帽,所述负载承载结构优选地包括增强纤维,诸如玻璃纤维、碳纤维、芳族聚酰胺纤维、金属纤维(诸如钢纤维)或植物纤维或其混合物。壳体半部将通常通过注入具有(诸如环氧的、聚酯或乙烯基酯)树脂的纤维材料的纤维铺设而被生产。
通常,使用模具结构制造压力侧壳体半部和吸力侧壳体半部。在一些实施例中,在步骤a1、b1和c1期间壳体半部保持在模具结构中。壳体半部中的每个可以包括沿着相应的压力侧壳体构件和吸力侧壳体构件提供的翼梁帽或主层压体。翼梁帽或主层压体可以被加接到壳体半部的内面。
翼梁结构优选地是纵向延伸的负载承载结构,优选地包括用于连接和稳定壳体半部的杆或翼梁盒。翼梁结构可以被适配成承载在叶片上的负载的实质部分。
在一些实施例中,在步骤b1)中翼梁结构被布置在压力侧壳体半部内。在其他实施例中,在步骤b1)中的翼梁结构被布置在吸力侧壳体半部内。翼梁结构包括第一部分和第二部分,第一部分和第二部分能够释放地耦联到彼此,诸如能够释放地固定或锁定到彼此。在一些实施例中,第一部分和第二部分通过一个或更多机械装置能够释放地耦联到彼此。在一些实施例中,第一部分和第二部分通过机械锁定机构能够释放地耦联到彼此。翼梁结构的第二部分可以有利地包括翼梁杆或翼梁盒。翼梁结构的第一部分可以优选地包括用于接收第二部分的布置,诸如中空构件或护套。
在c1)中的接合步骤可以使用任何合适的接合机构或工艺(包括黏合剂、结合材料、机械紧固件和其任何组合)进行。在c1)中得到的封闭壳体优选地是通过本发明的方法能够得到的最终风力涡轮机叶片的全长度的预成形件。
在步骤d1)中,封闭壳体沿着基本上正交于封闭壳体的翼展方向或纵向轴线的切割平面被切割。换句话说,封闭壳体的翼展方向或纵向轴线基本正交于所述切割平面。优选的是,仅壳体主体沿着切割平面被切割。还优选的是,在步骤d1中翼梁结构不被切割。
在一些实施例中,第一叶片区段构成叶片的整个纵向广度的30-80%,诸如40-70%。在一些实施例中,第二叶片区段构成叶片的整个纵向广度的10-50%,诸如20-40%。有利地,翼梁结构延伸穿过切割平面,优选地不被切割。第一叶片区段和第二叶片区段可以包括相应端部,所述相应端部具有在弦向接头处能够接合的附加接头区部。
将翼梁结构的第一部分和第二部分解耦的步骤e1)优选地通过解锁机械锁定机构执行。在一些实施例中,通过形成在壳体半部中的一个或两个中的开口(优选地在第一叶片区段中的开口)执行解耦。这样的开口可以在步骤d1)的切割操作之后或步骤d1)的切割操作之前形成。
在步骤f1)中的将第一叶片区段从第二叶片区段分开之后,单独的叶片区段可以例如由相应的货车单独地运送。第一叶片区段和第二叶片区段可以被运送到用于风力涡轮机的建立地点。
将第一叶片区段接合和密封到第二叶片区段以得到风力涡轮机叶片的步骤g1)可以有利地在风力涡轮机的建立地点处执行。此步骤可以使用任何合适的接合和/或密封机构或工艺(包括黏合剂、结合材料、机械紧固件及其任何组合)进行。
在优选的实施例中,翼梁结构的第一部分被固定到第一叶片区段。在一些实施例中,翼梁结构的第一部分被胶接或粘附到第一叶片区段,优选地到部分的吸力侧壳体半部和部分的压力侧壳体半部两者。在优选的实施例中,翼梁结构的第一部分不延伸超出第一叶片区段。
根据一些实施例,翼梁结构的第二部分被固定(诸如胶接或粘附)到第二叶片区段,优选地到部分的壳体半部两者。翼梁结构的第二部分优选地延伸超出第二叶片区段到第一叶片区段中。因此,翼梁结构的第二部分优选地从翼梁结构的第二部分内突出。
在优选的实施例中,第一叶片区段包括叶片的根部端部。在另一优选的实施例中,第二叶片区段包括叶片的尖端端部。叶片还可以被切割成多于两个区段。
在一些实施例中,翼梁结构的第二部分包括翼梁构件,诸如翼梁杆或翼梁盒,翼梁盒优选地包括至少一个翼梁杆和至少一个翼梁凸缘。在一些实施例中,翼梁结构的第一部分包括用于至少部分地接收或包围翼梁结构的第二部分的接收构件,优选地护套构件。在一些实施例中,翼梁结构的第二部分包括翼梁构件,所述翼梁构件至少部分地被接收或包围在接收结构中。接收结构能够是套壳(jacket),例如包括网格或网状结构的套壳。在一些实施例中,套壳由与翼梁结构的第一部分的护套构件相同的材料制成。优选的是,套壳是传导性的套壳。
根据一些实施例,护套构件是基本上盒形的。在其他实施例中,护套构件是中空的。在其他实施例中,护套构件包括网格或网结构。在优选的实施例中,护套构件是传导性的护套构件。
在优选的实施例中,传导性的护套构件是风力涡轮机叶片的雷电保护系统的部分。在优选的实施例中,第一部分的传导性的护套构件和第二部分的传导性的套壳两者都是风力涡轮机叶片的雷电保护系统的部分。
根据一些实施例,步骤b1)包括将翼梁结构的第一部分固定到在步骤d1)中得到的第一叶片区段内的壳体半部中的一个或两个。因此,步骤b1)可以包括将翼梁结构的第一部分固定到较晚得到的第一叶片区段(诸如根部端部叶片区段)的部分的吸力侧壳体半部和部分的压力侧壳体半部。
在优选的实施例中,步骤b1)包括将翼梁结构的第二部分固定到在步骤d1)中得到的第二叶片区段内的壳体半部中的一个或两个。因此,步骤b1)可以包括将翼梁结构的第二部分固定到较晚得到的第二叶片区段(诸如尖端端部叶片区段)的部分的吸力侧壳体半部和部分的压力侧壳体半部。
在优选的实施例中,翼梁结构包括至少一个锁定销,所述至少一个锁定销用于通过在翼梁结构的第一部分和第二部分中的每个中的对准的相应锁定孔将第一部分能够释放地耦联到翼梁结构的第二部分。在其他实施例中,翼梁结构包括两个或更多(诸如三个或更多,或四个或更多)锁定销以及在翼梁结构的第一部分和第二部分中的每个中的两个或更多(诸如三个或更多,或四个或更多)相应锁定孔。优选地,锁定孔是分别形成在护套构件和翼梁构件中的相应的通孔。
根据一些实施例,步骤e1)包括穿过壳体半部中的至少一个切割进入开口以用于进入翼梁结构。优选地,进入开口被切割穿过壳体材料以允许进入到叶片的内侧,特别地进入到翼梁结构,特别地到其一个或更多锁定销。进入开口可以是进入板,诸如基本上矩形的进入板切割穿过壳体材料以进入叶片的内侧。进入开口优选地是能够封闭的开口。通常,在完成风力涡轮机叶片之前进入开口将由盖子封闭和/或密封。
在优选的实施例中,步骤e1)包括优选地经由进入开口从在翼梁结构的第一部分和第二部分中的每个中的对准的相应孔中取出锁定销。
在优选的实施例中,所述方法进一步包括将翼梁结构的第一部分和第二部分重耦联的步骤f2)或h1)。因此,一旦叶片区段被重接合,第一部分和第二部分能够有利地被重耦联以将第一部分固定并且锁定到第二部分。
根据一些实施例,所述步骤f2)和h1)包括优选地经由进入开口将锁定销重插入到在翼梁结构的第一部分和第二部分中的每个中的对准的相应孔中。
在优选的实施例中,步骤d1)不包括切割翼梁结构。
根据一些实施例,步骤d1)的切割平面被定位在如从根部端部看的0.5L-0.8L的翼展区内,其中L是风力涡轮机叶片在其根部端部和其尖端端部之间的总长度或纵向广度。
在优选的实施例中,步骤d1)的切割平面与翼梁结构的第一部分的端部表面重合。
优选的是,步骤d1)的切割平面延伸穿过翼梁结构的第二部分。
根据一些实施例,步骤g1)使用定位在第一叶片区段和第二叶片区段之间的密封构件进行,其中密封构件被配置成允许在第一叶片区段和第二叶片区段之间的相对运动。
在优选的实施例中,压力侧壳体半部和吸力侧壳体半部优选地通过真空辅助树脂转移模制在相应的模具半部中被制造。
根据一些实施例,压力侧壳体半部和吸力侧壳体半部每个均具有50-90 m(优选地60-80 m)的纵向广度L。
在优选的实施例中,压力侧壳体半部和吸力侧壳体半部每个均包括设置在步骤d1)中得到的第一叶片区段内的碳纤维的一个或更多层。
根据一些实施例,所述方法进一步包括将一个或更多抗剪腹板布置在壳体半部的至少一个中(优选地在步骤d1)中得到的第一叶片区段内)的步骤b2)。每个抗剪腹板可以包括腹板主体、在腹板主体的第一端部处的第一腹板足部凸缘以及在腹板主体的第二端部处的第二腹板足部凸缘。在一些实施例中,抗剪腹板是基本上I-形的。可替代地,抗剪腹板可以是基本上C-形的。
在优选的实施例中,步骤f1)包括将分开的第一叶片区段和第二叶片区段运送到预确定的位置。通常,预确定的位置将是建立风力涡轮机的地点。有利地,第一叶片区段能够独立于第二叶片区段被运送。
根据一些实施例,步骤g1)包括在所述预确定的位置处将第一叶片区段接合和密封到第二叶片区段。
在另一方面,本发明涉及通过根据本发明的方法能够得到的风力涡轮机叶片。本风力涡轮机叶片由于其翼梁结构和其耦联和解耦特性能够被容易地且有效地组装。
在另一方面,本发明涉及用于风力涡轮机叶片的翼梁结构,翼梁结构包括第一部分和第二部分,第一部分和第二部分能够释放地耦联到彼此,其中翼梁结构的第二部分包括翼梁构件,诸如翼梁杆或翼梁盒,翼梁盒包括至少一个翼梁杆和至少一个翼梁凸缘,以及其中翼梁结构的第一部分包括用于至少部分地包围翼梁结构的第二部分的护套构件。翼梁结构可以有利地用于如本文描述的制造风力涡轮机叶片的方法。
在优选的实施例中,护套构件是用于风力涡轮机叶片的雷电保护系统的传导性的护套构件。
根据另一优选的实施例,翼梁结构包括至少一个锁定销,所述至少一个锁定销用于通过在翼梁结构的第一部分和第二部分中的每个中的对准的相应锁定孔将第一部分能够释放地耦联到翼梁结构的第二部分。
如本文使用的,术语“翼展”被用来描述沿着叶片从其根部端部到其尖端端部的量度或元件的取向。在一些实施例中,翼展是沿着风力涡轮机叶片的纵向轴线和纵向广度的方向。
附图说明
下面参考在附图中示出的实施例详细解释本发明,其中
图1示出了风力涡轮机,
图2示出了风力涡轮机叶片的示意性视图,
图3示出了风力涡轮机叶片的横截面的示意性视图,
图4是根据本发明的风力涡轮机叶片的示意性剖开视图,
图5是在图4中圈住的区部的放大视图,以及
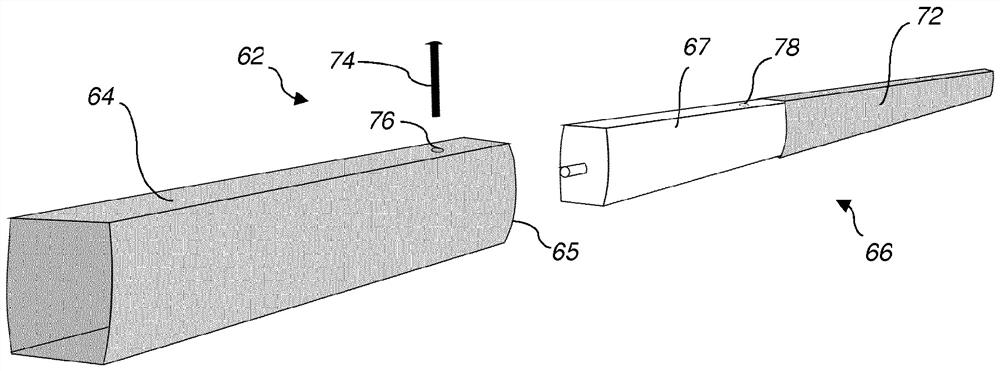
图6、7和8是根据本发明的翼梁结构的透视图。
具体实施方式
图1图示了根据所谓的“丹麦概念”的传统现代逆风风力涡轮机,其具有塔架4、机舱6和具有基本上水平的转子轴的转子。转子包括毂部8和从毂部8径向延伸的三个叶片10,每个叶片具有最靠近毂部的叶片根部16和最远离毂部8的叶片尖端14。转子具有标记为R的半径。
图2示出了风力涡轮机叶片10的示意性视图。风力涡轮机叶片10具有传统风力涡轮机叶片的形状,并且包括最靠近于毂部的根部区30、最远离毂部的轮廓区或翼型区34以及在根部区30和翼型区34之间的过渡区32。叶片10包括当叶片被安装在毂部上时面向叶片10的旋转的方向的前边缘18和面向前边缘18的相对方向的后边缘20。
翼型区34(也称为轮廓区)具有关于生成升力的理想的或几乎理想的叶片形状,而由于结构考虑,根部区30具有基本上圆形或椭圆形的横截面,这例如使其更容易且更安全地将叶片10安装到毂部。根部区30的直径(或弦)可以沿着整个根部区域30是恒定的。过渡区32具有从根部区30的圆形或椭圆形形状逐渐改变到翼型区34的翼型轮廓的过渡轮廓。过渡区32的弦长度通常随着距毂部的增加的距离
叶片10的肩部40被限定为叶片10具有其最大弦长度的位置。肩部40通常提供在在过渡区32和翼型区34之间的边界处。图2还图示了纵向广度L,叶片的长度或纵向轴线。
应当注意的是,叶片的不同区部的弦通常不位于共同的平面内,因为叶片可以被扭曲和/或弯曲(即预弯曲),因此提供具有对应地扭曲和/或弯曲的趋势的弦平面,这是最常见的情况,以便补偿取决于距毂部的半径的叶片的局部速度。
叶片通常由压力侧壳体部分36和吸力侧壳体部分38制成,所述压力侧壳体部分36和吸力侧壳体部分38沿着在叶片20的前边缘18和后边缘处的结合线胶接到彼此。
图3示出了沿着在图2中示出的线I-I的叶片的横截面的示意性视图。如此前提及的,叶片10包括压力侧壳体部分36和吸力侧壳体部分38。压力侧壳体部分36包括翼梁帽41,也称为主层压体,翼梁帽41构成压力侧壳体部分36的负载支承部分。翼梁帽41包括多个纤维层42,所述多个纤维层42主要包括沿着叶片的纵向方向对准的单向的纤维以便提供给叶片刚度。吸力侧壳体部分38也包括翼梁帽45,所述翼梁帽45包括多个纤维层46。压力侧壳体部分38还可以包括夹层芯材料43,所述夹层芯材料43通常由轻木或泡沫聚合物制成和夹层在若干纤维增强表层之间。夹层芯材料43被用来提供给壳体刚度以便确保在叶片的旋转期间壳体基本上维持其空气动力学轮廓。类似地,吸力侧壳体部分38也可以包括夹层芯材料47。
压力侧壳体部分36的翼梁帽41和吸力侧壳体部分38的翼梁帽45经由第一抗剪腹板50和第二抗剪腹板55连接。抗剪腹板50、55在示出的实施例中定形为基本上I-形的腹板。第一抗剪腹板50包括抗剪腹板主体和两个腹板足部凸缘。抗剪腹板主体包括由用若干纤维层制成的若干表层52覆盖的夹层芯材料51,诸如轻木或泡沫聚合物。叶片壳体36、38在前边缘和后边缘处可以包括进一步的纤维增强。通常,壳体部分36、38经由胶接凸缘结合到彼此。
图4是根据本发明的风力涡轮机叶片的示意性的剖开、分解视图,其中图5是在图4中圈住的区部的放大视图。根据本发明的方法,压力侧壳体半部和吸力侧壳体半部在风力涡轮机叶片10的整个长度L上制造。翼梁结构62被布置在壳体内。翼梁结构62包括第一部分64和第二部分66,第一部分和第二部分能够释放地耦联到彼此,如在图8中示出的。所述方法有利地包括将翼梁结构62的第一部分64固定到在第一叶片区段68内的壳体半部中的一个或两个以及将翼梁结构的第二部分66固定到在第二叶片区段70内的壳体半部中的一个或两个。
然后壳体半部被封闭和接合,诸如胶接在一起以得到封闭壳体,所述封闭壳体继而沿着基本上正交于叶片的翼展方向或纵向广度的切割平面69被切割以得到第一叶片区段68和第二叶片区段70。切割平面69与翼梁结构的第一部分64的端部表面65重合。
如在图4和图5中看到的,翼梁结构62延伸穿过切割平面69。如在图5中最佳可见的,翼梁结构62的第一部分64(在图示的实施例中其采用盒形护套构件的形式以用于至少部分地包围翼梁结构的第二部分66)被固定到第一叶片区段68。翼梁结构62的第二部分66(在图示的实施例中其包括翼梁盒)被固定到第二叶片区段70,其中当叶片区段被组装时,第二部分66延伸超出第二叶片区段70到第一叶片区段68中。
图5还图示了切割穿过图示的壳体的上半部的进入开口80,所述进入开口80用于进入翼梁结构以及耦联和解耦翼梁结构62的第一部分和第二部分。如在图6-8中图示的,为了解耦,锁定销经由进入开口80从在翼梁结构的第一部分和第二部分中的每个中的对准的相应孔76、78中取出。在将第一叶片区段68接合和密封到第二叶片区段70以得到风力涡轮机叶片之前或之后,如在图8中图示的,所述方法有利地包括经由进入开口80、通过将锁定销74重插入到在翼梁结构的第一部分和第二部分中的每个中的对准的相应孔76、78中而将翼梁结构的第一部分和第二部分重耦联。如在图4和图5中看到的,切割步骤d1)不包括切割翼梁结构,仅壳体半部被切割。此外,两个抗剪腹板82a、82b被布置在第一叶片区段内。
图6-9图示了具有呈传导性的、盒形的护套构件的形式的第一部分64的翼梁结构62的实施例。优选地,传导性的护套构件是风力涡轮机叶片的雷电保护系统的部分。翼梁结构的第二部分66包括盒翼梁67,所述盒翼梁67的部分被包裹在套壳72(例如包括传导性的网格72)中。翼梁结构62包括锁定销74,所述锁定销74用于通过在翼梁结构的第一部分和第二部分中的每个中的对准的相应锁定孔76、78将第一部分64能够释放地耦联到翼梁结构的第二部分66。
本发明不限制于本文描述的实施例并且在不脱离本发明的范围的情况下可以被更改或改变。
4 塔架
6 机舱
8 毂部
10 叶片
14 叶片尖端
16 叶片根部
18 前边缘
20 后边缘
30 根部区
32 过渡区
34 翼型区
36 压力侧壳体部分
38 吸力侧壳体部分
40 肩部
41 翼梁帽
42 纤维层
43 夹层芯材料
45 翼梁帽
46 纤维层
47 夹层芯材料
50 第一抗剪腹板
51 芯构件
52 表层
55 第二抗剪腹板
56 第二抗剪腹板的夹层芯材料
57 第二抗剪腹板的表层
60 填充绳
62 翼梁结构
64 第一部分
65 第一部分的端部表面
66 第二部分
67 翼梁构件
68 第一叶片区段
69 切割平面
70 第二叶片区段
72 套壳/网格
74 锁定销
76 孔
78 孔
80 进入开口
82 抗剪腹板
L 长度
r 距毂部的距离
R 转子半径。
- 用于风力涡轮机的分段式叶片、分段式叶片的连接梁和端肋以及制造连接梁和端肋的方法
- 风力涡轮机叶片的梁、风力涡轮机叶片、风力涡轮机及制造风力涡轮机叶片及其梁的方法