一种精密不锈钢箔材内径变径卷取的方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明属于不锈钢箔材卷取技术领域,具体涉及一种精密不锈钢箔材内径变径卷取的方法。
背景技术
不锈钢行业通常的卷取机卷取内径多为408mm、508mm等规格,而日本、欧美的客户要求3英寸、6英寸或8英寸的内径,并且边部卷齐效果要达到±0.2mm,卷取张力控制在3~5N/mm
发明内容
为了克服现有技术的不足,解决精密不锈钢箔材卷取时根据客户需求内径变径的技术问题,本发明提供一种精密不锈钢箔材内径变径卷取的方法,经过此方法的卷取,可生产3英寸、6英寸或者8英寸内径的不锈钢卷,满足客户对钢卷内径、外径以及卷取张力和边部卷齐效果的要求。
本发明通过以下技术方案予以实现。
一种精密不锈钢箔材内径变径卷取的方法,包括以下步骤:
S1、开卷机上卷:上卷小车运送不锈钢箔材原料钢卷至开卷机位置处,开启开卷机,开卷单位张力设置为10~20 N/mm
S2、焊接:将步骤S1开卷后的不锈钢箔材原料的带头送入焊机,然后与上一卷的带尾进行焊接,焊接方式采用宽搭接、电阻焊;在上一卷带尾的牵引下,后一卷钢带进入张力建立区域;
S3、不锈钢带建立张力:在张力辊组位置处,通过两组S辊分别对靠近开卷机一侧和靠近卷取机一侧建立张力,在建立张力的过程中,缓慢、匀速增加或降低张力,使靠近开卷一侧的单位张力为10~20N/mm
S4、变径卷取:
带钢经过步骤S3张力辊组后进入变径卷取机,变径卷取机包括两台可以互相切换工作位的卷取机工作卷轴与卷取机备用卷轴,卷取机工作卷轴的轴线方向与卷取机备用卷轴的轴线方向均垂直于带钢的输送方向,卷取机工作卷轴与卷取机备用卷轴通过轴承座安装在变径卷取机机架的出口位置处,轴承座与线性滑块连接,线性滑块在线性导轨上滑行从而驱动卷取机工作卷轴或者卷取机备用卷轴运动至变径卷取机机架的出口工作位置处;
S5、运行速度调节
钢带的头部在卷取机工作卷轴或者卷取机备用卷轴运动上卷取3~5圈后,机组开始以0.1m/s
S6、卷取机卸卷
钢带卷取完成后,由尾部横切剪在焊缝处切断,工作卷轴退出工作位置至备用位置,缩径后再由上卷小车进行卸卷,变径卷取过程完毕。
进一步地,在所述步骤S4中,需要更换内径规格时,推动线性滑块在线性导轨上滑行从而将卷取机工作卷轴退出,同时再将卷取机备用卷轴推入工作位,变径卷取机能够实现多种规格内径卷筒的在线切换。
与现有技术相比本发明的有益效果为:
本发明实现了精密不锈钢箔材的变径卷取,能够实现由508mm内径向3英寸、6英寸或者8英寸卷轴的变径,满足不同客户的要求,为企业创造了非常可观的经济效益。
附图说明
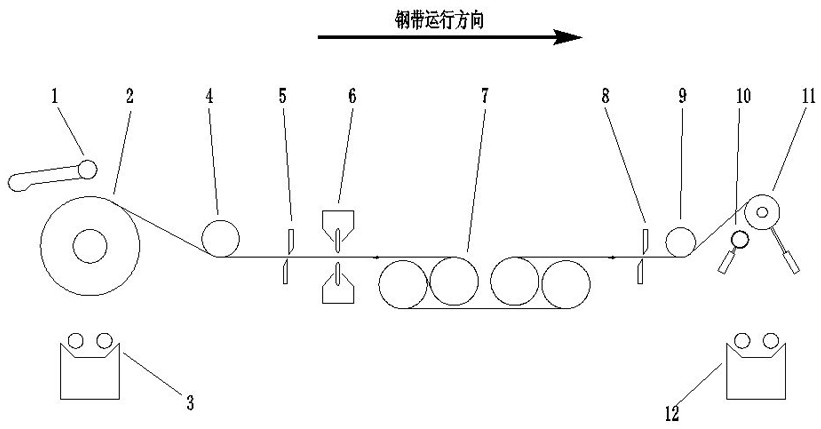
图1为本发明变径卷取工艺路线示意图;
图1中:1为开卷压辊,2为开卷机,3为上卷小车,4为入料导向辊,5为入料横切剪,6为焊机,7为张力辊组,8为出料横切剪,9为出料导向辊,10为卷取机备用卷轴,11为卷取机工作卷轴,12为卸卷小车;
图2为卷取机备用卷轴与卷取机工作卷轴卷轴工位示意图;
图2中:11’为卷取机工作卷轴退出位置。
具体实施方式
以下实施例用于说明本发明,但不用来限制本发明的范围。若未特别指明,实施例均按照常规实验条件。另外,对于本领域技术人员而言,在不偏离本发明的实质和范围的前提下,对这些实施方案中的物料成分和用量进行的各种修改或改进,均属于本发明要求保护的范围。
本实例中选择牌号为SUS316L的精密不锈钢箔材原料卷,厚度0.02mm,宽度600mm。钢带平整、无破损、无褶皱,含脂量4.5mg/m²(单面)。成品钢带要求:卷取内径3英寸,边部错层≤±0.2mm,卷取单位张力3N/mm
如图1所示的一种精密不锈钢箔材内径变径卷取的方法,包括以下步骤:
S1、开卷机上卷:原料钢卷经天车放置在上卷小车3的钢卷鞍座上,上卷小车3运送不锈钢箔材原料钢卷至开卷机位置处,上卷小车3采用自动上卷的方式将钢卷放置到开卷机上2,开启开卷机2,开卷单位张力设置为10~20 N/mm
S2、焊接:开卷机解卷后,将步骤S1开卷后的不锈钢箔材原料钢带头部经入料导向辊4进入入料横切剪5,入料横切剪用于将头部超厚段剪切掉,剪切后的钢带头部被送入焊机6,然后与上一卷(厚度0.03mm,宽度600mm的引带)的带尾进行焊接,焊接方式采用宽搭接、电阻焊;为防止穿带过程断带,搭接长度不小于50mm,焊缝不少于2道次,在本实施例中焊接的搭接宽度为50mm、焊接电流0.35A,焊接压力1.45bar;在上一卷带尾的牵引下,后一卷钢带进入张力建立区域;
S3、不锈钢带建立张力:在张力辊组位置处,通过两组S辊分别对靠近开卷机一侧和靠近卷取机一侧建立张力,在建立张力的过程中,缓慢、匀速增加或降低张力,使靠近开卷一侧的单位张力为20N/mm
S4、变径卷取:
如图2所示,带钢经过步骤S3张力辊组后进入变径卷取机,变径卷取机包括两台可以互相切换工作位的卷取机工作卷轴11与卷取机备用卷轴10,卷取机工作卷轴的轴线方向与卷取机备用卷轴的轴线方向均垂直于带钢的输送方向,卷取机工作卷轴与卷取机备用卷轴通过轴承座安装在变径卷取机机架的出口位置处,轴承座与线性滑块连接,线性滑块在线性导轨上滑行从而驱动卷取机工作卷轴或者卷取机备用卷轴运动至变径卷取机机架的出口工作位置处;
卷取机工作卷轴11与卷取机备用卷轴10工位呈等边三角形布置,两个卷轴分别各由两个气缸控制。在“3英寸卷轴”模式下,3英寸卷轴进入工作位置,作为“卷取机工作卷轴11”进行卷取,6英寸卷轴作为“卷取机备用卷轴10”退出至备用位置,卷取结束后,钢卷经卸卷小车12卸下放置在鞍座上。反之,“6英寸卷轴”模式下,6英寸卷轴作为“卷取机工作卷轴11”进入工作位置进行卷取,3英寸卷轴作为“卷取机备用卷轴10”退出。若需要8英寸其它规格卷轴,将在线的卷取机工作卷轴11拆卸后进行替换;安装好钢套筒并涨径后开始进行卷取;
S5、运行速度调节
钢带的头部在卷取机工作卷轴或者卷取机备用卷轴运动上卷取3~5圈后,机组开始以0.1m/s
S6、卷取机卸卷
钢带卷取完成后,由尾部横切剪在焊缝处切断,工作卷轴退出工作位置至备用位置,缩径后再由上卷小车进行卸卷,变径卷取过程完毕。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 一种精密不锈钢箔材内径变径卷取的方法
- 不锈钢精密箔材剪切用圆盘剪的磨削方法