一种自润滑防粘铝复合涂层、制备方法及其应用
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及表面涂层技术领域,具体涉及一种自润滑防粘铝复合涂层、制备方法及其应用。
背景技术
铝合金因具有比强度高、耐腐蚀和良好的加工成形性等优点成为新能源汽车轻量化实施和发展的重要材料。然而铝合金挤压成形过程中,由于高温、高压以及金属基体连续塑性变形的特点,模具与铝合金容易发生严重的粘结现象,在模具表面形成粘铝层,模具与铝合金材料之间的摩擦力加大,其表面的颗粒或磨屑将发生脱落,并在载荷作用下与模具和铝合金材料形成磨粒磨损,磨粒磨损的产生将进一步增大模具的表面粗糙度,反过来又将加剧模具和铝合金材料的粘着磨损,导致模具表面损伤,大大缩短使用寿命,降低成形精度和质量。
表面强化是改善模具性能,延长使用寿命最有效的方法。传统的氮化处理在模具表面产生压应力,有利于改善模具的抗疲劳性能,但氮化层受工艺条件的限制常常因脆性大而发生剥离。物理气相沉积(PVD)硬质涂层因具有高硬度和耐磨损性能,被广泛应用到铝合金挤压模具,目前常采用等离子渗镀(等离子渗氮复合PVD涂层)工艺,进一步提高涂层与基体的结合强度。CrN基涂层具有良好的抗粘附性,但较高的摩擦系数难以满足要求。涂层中添加适量的Magneli相形成元素(V、Mo、W),可以在高温摩擦过程原位生成低剪切强度的层状结构氧化膜,进而使得涂层具有优异的高温减摩性能和自润滑特性。然而,Magneli相形成元素在高温状态下容易快速扩散和氧化导致涂层失效,多元复合涂层的抗粘铝性能尚存在许多技术难题。
鉴于上述缺陷,本发明创作者经过长时间的研究和实践终于获得了本发明。
发明内容
本发明的目的在于解决如何实现多元复合涂层的自润滑以及抗粘铝性能的问题,提供了一种自润滑防粘铝复合涂层、制备方法及其应用。
为了实现上述目的,本发明公开了一种自润滑防粘铝复合涂层,模具基体到表面依次包括离子渗氮层、CrN打底层、CrVN中间层、CrVCN工作层,所述模具基体为热作模具钢,述离子渗氮层的厚度为50~100μm,组织结构主要包含面向立方结构γ-Fe
所述CrVN中间层中V原子百分比为8~10%,Cr原子百分比为45~55%。
所述CrVCN工作层中V原子百分比为2~6%,Cr原子百分比为10~30%,C原子百分比为30~70%。
本发明还公开了一种自润滑防粘铝复合涂层的制备方法,包括以下步骤:
S1:等离子渗氮:将研磨抛光后的热作模具钢基体放入等离子体渗氮炉中进行渗氮处理,然后将渗氮模具进行机械抛光处理,去除白亮层;
S2:离子刻蚀清洗:通入Ar气,开启离子源,设置基体偏压,进行氩离子刻蚀清洗;
S3:打底层制备:通入N
S4:中间层制备:开启Cr靶和CrV合金靶,在打底层上制备CrVN中间层;
S5:工作层制备:通入乙炔,控制乙炔流量,在中间层上制备CrVCN工作层。
所述步骤S1中等离子渗氮条件为:N
所述步骤S2中氩离子刻蚀清洗条件为:Ar气气体流量为100~200sccm,基体偏压为-200~-300V,离子源电流为60~80A,氩离子刻蚀清洗时间为20~40min。
所述步骤S3中弧流为100~140A,基体偏压为-50~-100V,沉积时间为40~60min。
所述步骤S4中CrV合金靶的Cr与V原子数量比为70:30,弧流为100~160A,沉积时间为60~90min。
所述步骤S5乙炔气体流量为50~200sccm,沉积时间为60~150min。
本发明还公开了一种上述自润滑防粘铝复合涂层在铝合金挤压模具上的应用。
与现有技术比较本发明的有益效果在于:本发明用等离子渗氮复合真空离子镀技术实现涂层的多尺度结构梯度设计,获得微米级的氮扩散渗氮层,呈现平缓的硬度梯度分布,同时渗氮层中存在γ-Fe
附图说明
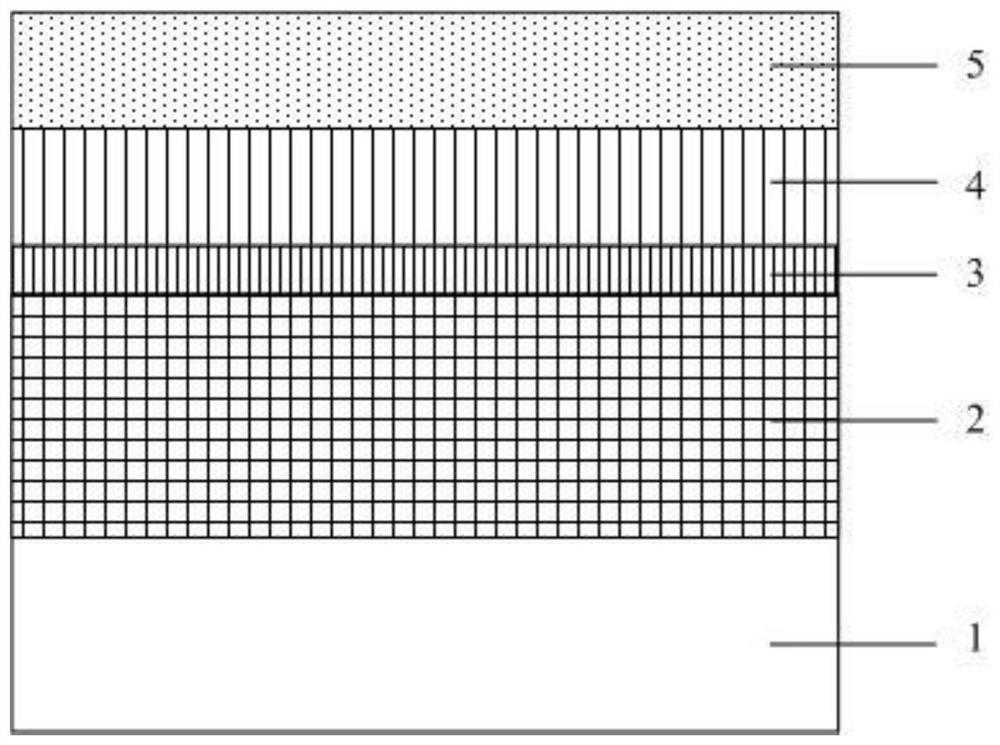
图1为本发明的复合涂层结构示意图,图中,1-模具钢基体,2-渗氮层,3-CrN打底层,4-CrVN中间层,5-CrVCN工作层;
图2为实施例中的复合涂层的拟合XPS图谱;
图3为实施例和对比例的复合涂层的XRD图谱;
图4为实施例和对比例的复合涂层的划痕形貌;
图5为实施例和对比例的复合涂层与铝合金球的磨痕截面SEM形貌;
图6为实施例和对比例的复合涂层与铝合金球的磨痕拉曼图谱。
具体实施方式
以下结合附图,对本发明上述的和另外的技术特征和优点作更详细的说明。
实施例
本实施例的CrVCN复合涂层,由离子渗氮层、CrN打底层、CrVN中间层和CrVCN工作层构成,记为CrVCN,结构示意图如图1所示,制备方法如下:
将H13热作模具研磨抛光至Ra=0.1μm,放置等离子渗氮炉内渗氮处理,分别通入240sccm和620sccm的N
将渗氮工件放置真空离子镀的基片台上,在阴极弧源位置上一部分安装单质Cr靶,一部分安装CrV(V=30at.%)合金靶。抽真空,本底真空达到1×10
离子刻蚀清洗结束后,关闭氩气,通入氮气,保持气压为3.5Pa,开启Cr靶,弧流为120A,基体偏压为-60V,沉积时间为60min,获得CrN打底层。
打底层制备结束后,开启CrV合金靶,弧流为130A,沉积时间为60min,获得CrVN中间层。
中间层制备结束后,通入乙炔,流量为75sccm,真空室总气压恒定为3.5Pa,沉积60min,获得CrVCN工作层。
在热作模具钢表面制备总厚度为5.5μm的CrVCN复合涂层,涂层中少量碳与金属Cr发生键合,形成CrVCN固溶体结构,但大部分碳以非晶态形式存在,涂层结晶度降低,如图2和图3所示。
对上述制备的CVCN复合涂层进行性能测试如下:通过划痕法并结合划痕形貌测试复合涂层与模具钢基体之间的结合强度,得出复合涂层的结合强度达到67N,如图4所示;利用球盘摩擦磨损试验机测量复合涂层与铝合金的磨损性能,摩擦副为1060铝合金球(硬度约150HV,直径Φ=6mm),载荷为10N,磨损时间为60min,测试温度为室温(22±3)℃,结果表明未发现明显的粘铝现象,如图5所示。
对比例
本对比例的复合涂层无CrVCN工作层,由离子渗氮层、CrN打底层和CrVN中间层构成,记为CrVN复合涂层,其制作方法如下:
将H13热作模具研磨抛光至Ra=0.1μm,放置等离子渗氮炉内渗氮处理,分别通入240sccm和620sccm的N
将渗氮工件放置真空离子镀的基片台上,在阴极弧源位置上一部分安装单质Cr靶,一部分安装CrV(V=30at.%)合金靶。抽真空,本底真空达到1×10
离子刻蚀清洗结束后,关闭氩气,通入氮气,保持气压为3.5Pa,开启Cr靶,弧流为120A,基体偏压为-60V,沉积时间为60min,获得CrN打底层。
打底层制备结束后,开启CrV合金靶,弧流为130A,沉积时间为120min,获得CrVN中间层。所制备的CrVN复合涂层的总厚度为5.5μm。
图4是实施例和对比例中两种工艺下复合涂层结合力划痕形貌,a为CrVCN涂层,b为CrVN复合涂层,可以看出CrVCN复合涂层的结合力高于CrVN复合涂层。
图5是实施例和对比例中两种工艺下复合涂层与铝合金球的磨痕截面SEM形貌,a为CrVCN涂层,b为CrVN复合涂层,可以明显看出,无CrVCN工作层的复合涂层出现一层粘铝层,而CrVCN工作层的复合涂层未观察到粘铝现象,说明室温下非晶碳在接触面或摩擦层上形成低剪切强度的转移层,起到了很好的抗粘铝作用。
图6是实施例和对比例中两种工艺下复合涂层与铝合金对磨后的磨痕拉曼光谱,可以看出涂层在摩擦过程均形成Magneli相氧化物,而CrVCN复合涂层出现明显的石墨相特征峰,证实了非晶碳的石墨化效应有效地抑制了铝粘结,从而提高模具使用寿命,提升产品精度和质量。
以上所述仅为本发明的较佳实施例,对本发明而言仅仅是说明性的,而非限制性的。本专业技术人员理解,在本发明权利要求所限定的精神和范围内可对其进行许多改变,修改,甚至等效,但都将落入本发明的保护范围内。
- 一种自润滑防粘铝复合涂层、制备方法及其应用
- 一种多层多元纳米复合自润滑硬质涂层及其制备方法和应用