一种可微波用PP淋膜纸容器及其加工工艺
文献发布时间:2023-06-19 11:30:53
技术领域
本申请涉及纸容器的领域,尤其是涉及一种可微波用PP淋膜纸容器及其加工工艺。
背景技术
纸杯、纸碗等纸容器是人们生活中非常常用的一种盛放工具,尤其在食品包装中常被用来盛放水、饮料以及各种可食用的液体或者食物。但是目前常用的单层纸容器的隔热性和耐热性与人们的使用要求均还有一定差距,为人们日常使用带来了不便。
申请号为201621179515.3的中国实用新型专利公开了一种高热封性高强纸容器,包括杯体和杯底,所述杯体与杯底相连接,由外到内依次设置有外膜层、隔热层、阻隔层和内膜层,所述外膜层由扇形纸两端粘结构成,所述隔热层由多条等距棱组成,棱的中间是空心的,所述阻隔层为镀铝层,所述内膜层由一完整的扇片形白卡纸两端粘结构成,所述扇形白卡纸内侧设置有PE淋膜层。
针对上述中的相关技术,发明人认为由于扇形白卡纸内侧设置的PE淋膜层熔点较低,使用微波炉加热时PE淋膜层会融化,导致纸容器挺度和阻隔性能下降,存在不便于微波加热的缺陷。
发明内容
为了便于对纸容器进行微波加热,本申请提供一种可微波用PP淋膜纸容器及其加工工艺。
第一方面,本申请提供一种可微波用PP淋膜纸容器,采用如下的技术方案:
本申请提供的一种可微波用PP淋膜纸容器采用如下的技术方案:
一种可微波用PP淋膜纸容器,包括容器壁和容器底,所述容器底连接在容器壁下侧,所述容器壁上端形成容器开口,所述容器壁和容器底内壁上均设置有PP淋膜层,所述容器壁由纸片粘合而成,且所述容器壁以及容器壁和容器底之间均通过所述PP淋膜层粘接,所述容器壁和容器底的内部连接处还设置有PP加强层,所述容器壁顶端开口处设置有第一卷边。
通过采用上述技术方案,设计的PP淋膜层,利用PP淋膜层熔点高于食品加热时所需温度的特点,降低了纸容器在微波加热过程淋膜层被融化破坏的可能性,即在微波加热过程中仍能保持较好的隔绝性和强度;而且由于容器壁以及容器壁和容器底之间的粘接均通过PP淋膜层粘接,在微波加热的高温条件仍能保持粘黏性能,使得纸容器在微波加热环境下仍能保持结构稳定;通过PP加强层对容器壁和容器底粘接部位进行结构加强,以克服纸容器容器壁和容器底粘接部位易渗漏的缺点,使得纸容器整体具有良好的隔绝性能。设计的PP淋膜层和PP加强层,减少了食品中的水分对容器壁和容器底的浸润,使得纸容器即使在微波加热的高温环境下也能保持挺度和隔绝性能,便于对纸容器进行微波加热,提升了纸容器的实用性;设计的第一卷边,加强了容器开口处的结构强度,便于通过向第一卷边施力移动微波加热后的纸容器,降低向纸容器施力时纸容器变形的可能性,方便对纸容器微波加热。
可选的,所述容器壁靠近容器底一端设置有加厚壁,所述加厚壁厚度大于容器壁厚度。
通过采用上述技术方案,设计的加厚壁,加强了纸容器底部强度,使得对于加热完成的纸容器移动时,可以从底部对进行承托,无需与温度较高的容器壁接触;并且,也可通过同时向第一卷边和加厚壁进行施力,以对纸容器进行长时间持握,方便纸容器在微波加热时的取放以及加热完成后的使用。
可选的,所述容器壁外侧设置有印刷层,所述印刷层外壁上也设置有PP淋膜层,且所述印刷层底部设置有第二卷边。
通过采用上述技术方案,通过PP淋膜层对印刷层进行阻隔,限制微波加热后印刷层上的染料分子的运动逸散,减少使用者与染料分子的接触,提升纸容器的使用安全性,并且可以替代印刷层的光油,使得印刷层印刷完成后无需再喷涂光油进行提亮,方便加工;同时,PP淋膜层也可对印刷层进行防水保护,以保持纸容器挺度,降低外部环境对纸容器使用的影响和限制;而设计的第二卷边,对纸容器底部强度进行进一步加强。
可选的,所述第二卷边到容器壁底端的距离小于所述容器底到容器壁底端的距离。
通过采用上述技术方案,使得第二卷边作为容器壁底部遭到侵蚀破坏的预备措施,一旦容器壁底部收到外界水分浸湿、软化,第二卷边能够承担对纸容器的支撑作用,延长容器底被进一步浸湿所需要的时间,提升纸容器的实用性。
可选的,所述印刷层外壁上设置有封盖组件,所述封盖组件包括撕拉条和双环扣,所述撕拉条设置在印刷层上,且能自所述撕拉条一端与印刷层撕离,所述双环扣粘设在印刷层上,且所述撕拉条撕开后的自由端能够绕过容器开口并穿过所述双环扣进行固定。
通过采用上述技术方案,对盛装有食物的纸容器进行微波炉加热时,为了减少液体飞溅造成微波炉内脏污,通常在纸容器上盖设顶盖,并对顶盖进行临时固定,固定时撕开撕拉条,将撒拉条逃过盖设在容器开口上的顶盖,并将撕拉条的自由端穿过双环扣,再调整撕拉条的张紧度,完成顶盖固定,放入微波炉加热即可;设计的封盖组件,结构简单,能够对顶盖进行简单固定,且固定的顶盖即能阻挡液体飞溅,也能避免因封闭过紧导致加热过程中纸容器内外压强差较大引起的顶盖涨开,实用性强。
第二方面,本申请提供一种可微波用PP淋膜纸容器的加工工艺,采用如下的技术方案:
一种可微波用PP淋膜纸容器的加工工艺,包括如下步骤:
步骤一:PP淋膜纸生产,向原纸上进行PP淋膜,得到PP淋膜纸;
步骤二:容器壁和容器底制作,对得到的PP淋膜纸进行模切,得到容器壁形纸和容器底,对得到的容器壁形纸的待叠合边部进行加热,再进行卷筒,得到容器壁;
步骤三:容器初成型,将容器底装入容器壁中,加热粘合,得到初成型容器;
步骤四:PP加强层加工,向初成型容器内腔中喷淋雾化PP淋膜液,对容器底部分进行加热,使得所述容器壁和容器底的内部连接处形成PP加强层;
步骤五:卷边,对容器壁顶部进行卷边,得到PP淋膜纸容器。
通过采用上述技术方案,整个加工过程流程性强,利于实现流水线作业,有助于提升纸容器的生产效率,而且,整体加工过程中无需额外使用粘合物,仅通过对PP淋膜层的热熔即可实现粘接成型,制得的纸容器质量稳定性高,耐热性能好,能够在常规微波加热条件使用,实用性强。
可选的,所述步骤三中将容器底自容器壁底部推装入容器壁中。
通过采用上述技术方案,使得容器底安装过程中的卷边位于远离容器开口一侧,使得容器壁和容器底的内部连接处形成交接缝,便于后续步骤四中PP淋膜液向容器壁和容器底的内部连接处汇聚,有助于提升PP加强层的抗渗效果。
可选的,所述步骤三加热粘合后,对所述容器壁于容器底远离容器开口一侧的部分进行挤压,使得容器壁挤压部厚度增加,形成加厚壁。
通过采用上述技术方案,通过挤压形成加厚壁,工艺简单,且形成的加厚壁强度较高,方便实用。
可选的,所述步骤四还包括:制备印刷纸筒,对原纸上单面印刷图案,并进行PP淋膜,再进行模切,得到印刷形纸,并对印刷形纸的待叠合边部进行加热,再对印刷形纸卷型,得到印刷纸筒,并对印刷纸筒底部进行卷边;套设印刷纸筒,将印刷纸筒套设在初成型容器上,对印刷纸筒和初成型容器进行粘合。
通过采用上述技术方案,使得印刷纸筒的制作可以和初成型容器同步进行,再集中组装,有助于提升加工效率,方便实用。
可选的,所述步骤四还包括:模切所述印刷形纸时在印刷形纸上刻设易撕线,套设印刷纸筒前在印刷纸筒上粘设双环扣。
通过采用上述技术方案,在印刷形纸上刻设易撕线,使得得到的印刷纸筒上形成易撕部,需要使用时撕开即可成为撕拉条使用,与双环扣配合,方便实用。
综上所述,本申请包括以下至少一种有益技术效果:
1.设计的PP淋膜层和PP加强层,减少了食品中的水分对容器壁和容器底的浸润,使得纸容器即使在微波加热的高温环境下也能保持挺度和隔绝性能,便于对纸容器进行微波加热,提升了纸容器的实用性;
2.设计的封盖组件,结构简单,能够对顶盖进行简单固定,且固定的顶盖即能阻挡液体飞溅,也能避免因封闭过紧导致加热过程中纸容器内外压强差较大引起的顶盖涨开,实用性强;
3.设计的加工工艺,整个加工过程流程性强,利于实现流水线作业,有助于提升纸容器的生产效率,而且,整体加工过程中无需额外使用粘合物,仅通过对PP淋膜层的热熔即可实现粘接成型,制得的纸容器质量稳定性高,耐热性能好,能够在常规微波加热条件使用,实用性强。
附图说明
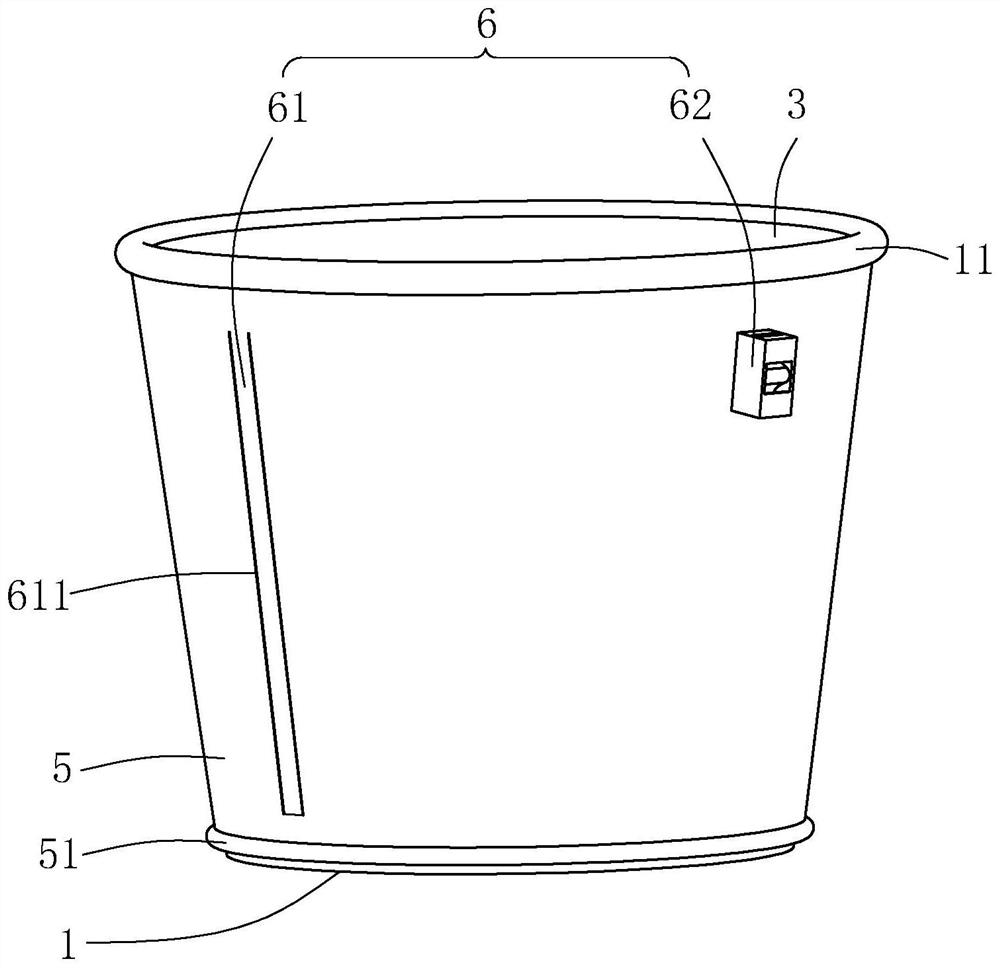
图1是本申请实施例的可微波用PP淋膜纸容器的整体结构示意图。
图2是图1中可微波用PP淋膜纸容器的剖视图。
图3是图2中A部分的放大示意图。
图4是可微波用PP淋膜纸容器加热时的状态图。
图5是图4中双环扣的结构示意图。
附图标记说明:1、容器壁;11、第一卷边;12、加厚壁;2、容器底;3、PP淋膜层;4、PP加强层;5、印刷层;51、第二卷边;6、封盖组件;61、撕拉条;611、易撕线;62、双环扣;621、顶壁穿孔;622、侧壁穿孔;7、顶盖。
具体实施方式
以下结合附图1-5对本申请作进一步详细说明。
本申请实施例公开一种可微波用PP淋膜纸容器。参照图1和图2,可微波用PP淋膜纸容器包括容器壁1、容器底2、印刷层5、PP淋膜层3以及封盖组件6,容器底2连接在容器壁1下侧,容器壁1上端形成容器开口,印刷层5套设在容器壁1外,封盖组件6设置在印刷层5上。
参照图2和图3,容器壁1和容器底2内壁和外壁上均喷淋有PP淋膜层3,其中,容器壁1由扇形双面PP淋膜纸片弯折粘合而成,粘合所用的粘合物为对双面PP淋膜纸片待叠合部加热后熔化的PP淋膜。容器壁1以及容器壁1和容器底2之间均通过熔化的PP淋膜层3粘接,容器壁1和容器底2的内部连接处还喷淋有PP淋膜液,固化成型后成为PP加强层4,本实施例中的PP淋膜液为PP粒子经螺杆挤出机熔融挤出制得。容器壁1顶端开口处一体设置有第一卷边11,容器壁1靠近容器底2一端挤压成型有加厚壁12,加厚壁12厚度大于容器壁1厚度。容器壁1外侧套设有筒状的印刷层5,印刷层5外壁印刷有包装图案,并且也喷淋成型有PP淋膜层3,在其他实施例中,可根据使用需要在印刷层5内壁上也喷淋成型PP淋膜层3。印刷层5底部一体设置有第二卷边51,第二卷边51到容器壁1底端的距离小于容器底2到容器壁1底端的距离。第二卷边51部的印刷层5还与容器壁1通过容器壁1外的PP淋膜层3热融粘接。
参照图4和图5,封盖组件6包括撕拉条61和双环扣62,撕拉条61通过刻设在印刷层5上的三根易撕线611围设形成,其中两易撕线611沿印刷层5的母线方向间隔设置,两易撕线611靠近第二卷边51的一端通过另一易撕线611连接,使得撕拉条61能够自靠近第二卷边51一端与周侧印刷层5撕离,而靠近第一卷边11一端仍与印刷层5连接。双环扣62粘设在印刷层5上,本实施例中,双环扣62顶壁、底壁以及远离印刷层5的侧壁上均开设有穿孔,且顶壁穿孔621和侧壁穿孔622连通并平滑过渡,底壁穿孔也和侧壁穿孔622连通并平滑过渡,其中,底部穿孔图中未示出。固定撕拉条61时,将撕拉条61的自由端自双环扣62顶壁穿孔621穿入,自侧壁穿孔622穿出,再自侧壁穿孔622穿入,最后从底壁穿口穿出,即可对撕拉条61进行固定。当对纸容器加热,在纸容器上盖设有顶盖7时,撕拉条61撕开后的自由端能够绕过容器开口与顶盖7并穿过双环扣62,对顶盖7进行临时卡接固定。
本实施例还公开一种上述可微波用PP淋膜纸容器的加工工艺,包括如下步骤:
步骤一:PP淋膜纸生产,将PP粒子通过双面淋膜机涂覆在原纸两面,得到双面覆膜的PP淋膜纸。
步骤二:容器壁1和容器底2制作,使用模切机对得到的PP淋膜纸进行模切,得到扇形的容器壁形纸和圆形的容器底2,使用超声波加热器对得到的容器壁形纸的待叠合边部进行加热,再将容器壁1输送到纸杯机,由纸杯机的卷型工位进行卷筒,得到容器壁1。
步骤三:容器初成型,将容器底2也送到纸杯机,由纸杯机在组合工位将容器底2自容器壁1底部推装入容器壁1中,并转移到纸杯机的加热工位,使用加热器自容器壁1底部对容器底2和容器壁1的接触部位进行加热,使得容器底2和容器壁1接触部位的PP淋膜层3融化,之后停止加热,容器底2和容器壁1接触部位的PP淋膜层3重新固化,对容器壁1和容器底2粘合;加热粘合后,在纸杯机的挤压加厚工位对容器壁1于容器底2远离容器开口一侧的部分进行挤压,使得容器壁1挤压部厚度增加,形成加厚壁12,得到初成型容器。
步骤四:PP加强层4加工,使用雾化喷枪向初成型容器内腔中喷淋雾化PP淋膜液,并对在纸杯机的加热工位对容器底2部分进行加热,使得容器壁1和容器底2的内部连接处形成PP加强层4;
制备印刷纸筒,使用印刷机对原纸上单面印刷图案,并在印刷图案一面使用淋膜机进行PP淋膜,再通过模切机模切成扇形的印刷形纸,并在印刷形纸上同步模切出了易撕线611,之后对印刷形纸的待叠合边部使用超声波加热器进行加热,再由纸杯机的卷型工位对印刷形纸卷型,得到印刷纸筒,使用纸杯机对印刷纸筒底部进行卷边,然后再对印刷纸筒上用于粘设双环扣62的位置使用超声波加热器进行加热,融化印刷纸筒外的PP淋膜,并在印刷纸筒外的PP淋膜融化处粘设双环扣62;
套设印刷纸筒,将印刷纸筒套设在初成型容器上,再从印刷纸筒外侧底部对印刷纸筒和初成型容器共同进行加热,使得容器壁1外层底部的PP淋膜层3融化,在粘连印刷纸筒后重新固化,对初成型容器和印刷纸筒进行粘合;
步骤五:卷边,在纸杯机的卷边工位对容器壁1顶部进行卷边,得到PP淋膜纸容器。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种可微波用PP淋膜纸容器及其加工工艺
- 一种淋膜复合无纺布的加工工艺、淋膜改性方法