一种机械手自动喷号装置进行筑坯喷号的操作方法及装置
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及一种机械手自动喷号装置进行筑坯喷号的操作方法及装置,属于炼钢连铸坯生产方法技术领域。
背景技术
在连铸机的连铸坯生产中,为便于后道工序质检、轧制工艺生产运行,连铸坯成品需要根根进行筑坯喷号。由于连铸机末道工序出坯辊道输送筑坯时,依靠筑坯碰撞碰球给定筑坯到位喷号信号,周边环境又处于多振动、高温、环境复杂等不利因素,从而使得偶有喷号信号、线路、继电器等设备损坏,影响机械手自动喷号启动运行。且生产持续运行中,使得维修工段维修处理过程中,机械手自动喷号机器人无法正常喷号,大幅度降低了设备使用作业率。同时,由于机械手自动喷号机器人无启动信号,无法喷号,给后道工序质检工段筑坯检验,钢种传递,运输轧制,及轧钢厂根据订单及工艺要求轧制成型,炉号追溯等有重大影响。筑坯喷号能极大降低轧钢外卖坯混号事故,因此保证机械手自动喷号作业率对钢铁企业非常重要。
目前,国内机械手自动喷号机器人筑坯到位起始开喷信号主要分为接触式和感应式两种。这两种信号工作原理分别为:1、接触式,就是撞球或者在钢坯尾部碰撞别的东西,从而给定的到位起始信号。2、感应式,通过非接触式远程激光扫描感应到筑坯到位,从而给定的到位起始信号。这两种方式各有优缺点,接触式结构简单,误差率小,费用低,但限于振动环境等不利因素偶有损坏。感应式结构复杂,技术高深,易有偏差误信号,费用高,限于振动、高温环境等不利因素也偶有损坏。综合以上两种方式优缺点,现有设备环境最终选择了接触式,感应式还需配备专用激光感应装置和测距装置,加大改造难度。
发明内容
本发明目的是提供一种机械手自动喷号装置进行筑坯喷号的操作方法及装置,在机械手自动喷号机器人画面上,增加手动喷号信号的装置,实现对设备非正常状态下,保证喷号机器人连续喷号,提高了使用作业率,最大限度避免出现外卖坯混号事故;结构合理,使用方便,操作通俗易懂,设备投资少,未有占地、利于在原有喷号设备上进行改造,可以有效避免后道工序质检、轧制等炉号传递中出现混号事故,降低了订单外卖坯的质量异议,降低了混号事故导致的高额索赔及后续的下游企业已产产品卖出的追回索赔损失,提高了钢铁企业的客户信誉度,对钢铁企业具有显著的经济效益和长远发展,有效地解决了背景技术中存在的上述问题。
本发明的技术方案是:一种机械手自动喷号装置进行筑坯喷号的操作方法,包含以下步骤:
(1)通过对PLC程序的修改,对电脑画面添加各流筑坯到位手动按钮,添加程序连锁,实现数字信号的输入给定,触碰式自动模式和现场确认手动模式两套方案衔接;(2)筑坯通过出坯辊道传送辊运送到筑坯挡板并使之多根对齐,期间会触碰到碰球作为筑坯到位信号,操作工操作抬钢机构使筑坯抬离传送辊,防止筑坯移动并满足了机械手自动喷号允许的条件;(3)机械手根据各流碰球接触的先后顺序,并按照三维立体空间坐标,组合驱动六轴伺服电机及依据程序设定的点位使喷涂机构移动到相应流的筑坯检测扫描起始区域,激光位置检测开关启动扫描,当激光扫描到筑坯边缘时,按规定行径进行切割面除磷操作,写字喷枪开启,PLC接收到标识号码,按控制系统并根据输入的炉号规则进行轨迹移动,从而形成字符;(4)喷涂完毕,机械手退回原位,等待下一个筑坯到位信号。
所述步骤(1)中,当点击筑坯到位手动按钮时,相应流手动触发控制信号接通,通过相应流手动信号上升沿置位变量指令检测到正跳变,Q输出能流或逻辑状态为TRUE,使得相应流待喷信号导通,调用自动流程数据块程序,使之处于待喷状态,按自动流程进行喷涂。
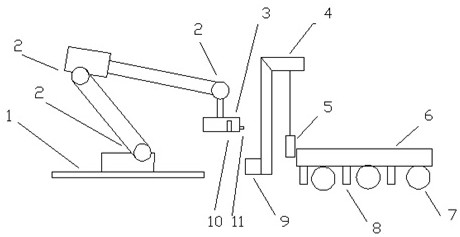
一种机械手自动喷号装置进行筑坯喷号的操作装置,包含机械手平台、六轴伺服电机、喷涂机构、碰球吊挂机构、碰球、筑坯、出坯辊道传送辊、抬钢机构、筑坯挡板、激光位置检测开关和写字喷枪,所述筑坯通过出坯辊道传送辊运送到筑坯挡板并使之多根对齐,碰球吊挂在碰球吊挂机构的下端,筑坯与碰球触碰产生筑坯到位信号,抬钢机构设置在筑坯下方;六轴伺服电机和喷涂机构设置在机械手平台上,六轴伺服电机驱动喷涂机构,激光位置检测开关和写字喷枪设置在喷涂机构上,写字喷枪通过激光位置检测开关启动激光扫描与筑坯位置相匹配。
本发明的有益效果是:在机械手自动喷号机器人画面上,增加手动喷号信号的装置,实现对设备非正常状态下,保证喷号机器人连续喷号,提高了使用作业率,最大限度避免出现外卖坯混号事故;结构合理,使用方便,操作通俗易懂,设备投资少,未有占地、利于在原有喷号设备上进行改造,可以有效避免后道工序质检、轧制等炉号传递中出现混号事故,降低了订单外卖坯的质量异议,降低了混号事故导致的高额索赔及后续的下游企业已产产品卖出的追回索赔损失,提高了钢铁企业的客户信誉度,对钢铁企业具有显著的经济效益和长远发展。
附图说明
图1是本发明的结构示意图;
图2是本发明喷涂机构的结构示意图;
图3是本发明PLC程序梯形图;
图中:机械手平台1、六轴伺服电机2、喷涂机构3、碰球吊挂机构4、碰球5、筑坯6、出坯辊道传送辊7、抬钢机构8、筑坯挡板9、激光位置检测开关10、写字喷枪11、各流手动触发控制信号12、相应流手动信号上升沿置位变量13、相应流待喷信号14。
具体实施方式
为了使发明实施案例的目的、技术方案和优点更加清楚,下面将结合实施案例中的附图,对本发明实施案例中的技术方案进行清晰的、完整的描述,显然,所表述的实施案例是本发明一小部分实施案例,而不是全部的实施案例,基于本发明中的实施案例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施案例,都属于本发明保护范围。
一种机械手自动喷号装置进行筑坯喷号的操作方法,包含以下步骤:
(1)通过对PLC程序的修改,对电脑画面添加各流筑坯到位手动按钮,添加程序连锁,实现数字信号的输入给定,触碰式自动模式和现场确认手动模式两套方案衔接;(2)筑坯通过出坯辊道传送辊运送到筑坯挡板并使之多根对齐,期间会触碰到碰球作为筑坯到位信号,操作工操作抬钢机构使筑坯抬离传送辊,防止筑坯移动并满足了机械手自动喷号允许的条件;(3)机械手根据各流碰球接触的先后顺序,并按照三维立体空间坐标,组合驱动六轴伺服电机及依据程序设定的点位使喷涂机构移动到相应流的筑坯检测扫描起始区域,激光位置检测开关启动扫描,当激光扫描到筑坯边缘时,按规定行径进行切割面除磷操作,写字喷枪开启,PLC接收到标识号码,按控制系统并根据输入的炉号规则进行轨迹移动,从而形成字符;(4)喷涂完毕,机械手退回原位,等待下一个筑坯到位信号。
所述步骤(1)中,当点击筑坯到位手动按钮时,相应流手动触发控制信号接通,通过相应流手动信号上升沿置位变量指令检测到正跳变,Q输出能流或逻辑状态为TRUE,使得相应流待喷信号导通,调用自动流程数据块程序,使之处于待喷状态,按自动流程进行喷涂。
一种机械手自动喷号装置进行筑坯喷号的操作装置,包含机械手平台1、六轴伺服电机2、喷涂机构3、碰球吊挂机构4、碰球5、筑坯6、出坯辊道传送辊7、抬钢机构8、筑坯挡板9、激光位置检测开关10和写字喷枪11,所述筑坯6通过出坯辊道传送辊7运送到筑坯挡板9并使之多根对齐,碰球5吊挂在碰球吊挂机构4的下端,筑坯6与碰球5触碰产生筑坯到位信号,抬钢机构8设置在筑坯6下方;六轴伺服电机2和喷涂机构3设置在机械手平台1上,六轴伺服电机2驱动喷涂机构3,激光位置检测开关10和写字喷枪11设置在喷涂机构3上,写字喷枪11通过激光位置检测开关10启动激光扫描与筑坯6位置相匹配。
如图1,筑坯6通过出坯辊道传送辊7运送到筑坯挡板9并使之多根对齐,期间会触碰到碰球5作为筑坯到位信号,操作工操作抬钢机构8使筑坯6抬离出坯辊道传送辊7,防止筑坯6移动并满足了机械手自动喷号允许的条件,机械手根据各流碰球接触的先后顺序,并按照三维立体空间坐标,组合驱动六轴伺服电机2及依据程序设定的点位使喷涂机构3移动到相应流的筑坯检测扫描起始区域,激光位置检测开关10启动扫描,当激光扫描到筑坯6边缘时,按规定行径进行切割面除磷操作,写字喷枪11开启,PLC接收到标识号码,按控制系统并根据输入的炉号规则进行轨迹移动,从而形成字符。喷涂完毕,机械手退回原位,等待下一个筑坯到位信号。
如图3,新增PLC手动触发程序段,操作画面增加相应流筑坯到位手动按钮,当点击按钮时,各流手动触发控制信号12接通,通过相应流手动信号上升沿置位变量13指令检测到正跳变(断到通),Q输出能流或逻辑状态为TRUE,使得相应流待喷信号14导通,调用自动流程数据块程序,使之处于待喷状态,按自动流程进行喷涂。
本发明的手动到位信号,不再需要重新安装设备,信号依据操作工通过监控系统及现场确认进行手动给定,实现筑坯根根喷号。
- 一种机械手自动喷号装置进行筑坯喷号的操作方法及装置
- 一种自动喷号机及自动喷号方法