高粘度电池浆料涂布装置及其涂布方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明属于制备电池技术领域,涉及一种高粘度电池浆料涂布装置和一种高粘度电池浆料涂布方法。
背景技术
锂电池涂布方法是生产锂电池的重要工序,其目的是将锂电池正负极材料制作成浆料均匀的涂布并粘到集流体上,形成锂电池极片。锂电池极片经过常规的辊压、分切、卷绕或叠片、包装、干燥、注液、化成、静置等关键工序,制作成锂电池。
目前锂电行业所用的涂布机均采用转移或挤压工艺将浆料均匀的涂布到集流体上,此方法对浆料的物理状态有较高的要求,如浆料应有较低的运动粘度,有较好的自流动性、流平性、有较好的粘接性,这样才能保证电池的浆料均匀的涂布到集流体上。因此,需要在电池浆料中加入大量的溶剂降低粘度,以适应涂布方法对浆料的物理特性需求,使电池浆料具有良好的流动性,能均匀的涂布在集流体上,保证涂布的厚度。
现有技术中的涂布装置均是将电池浆料直接铺设在集流体上,靠电池浆料的流动性找平,通过涂布辊压辊将电池浆料压实,但是,这种涂布装置无法涂布粘度较大的电池浆料。现有技术中的涂布方法也是适用于流动性较大的电池浆料,通过在电池浆料中增加溶剂、提高流动性来降低涂布的难度。
但是,低粘度的浆料(油状)也带来了一些负面影响,如容易分层、活性物质和导电剂团聚,增大锂电池内阻等问题。涂布完成后,在烘干极片时要将所有溶剂全部烘烤出来,也产生了烘干时能耗高、溶剂回收等一系列成本问题。如何将不使用溶剂或少使用溶剂形成的高粘度电池浆料涂布到集流体上,是丞待解决的问题。
发明内容
为解决现有技术中存在的以上不足,本发明旨在提供一种高粘度电池浆料涂布装置,以达到将高粘度的电池浆料打散后,完成涂布的目的;
本发明还要提供一种高粘度电池浆料涂布方法,以达到减少电池浆料中的溶剂、适用于涂布高粘度电池浆料的目的。
为实现上述目的,本发明所采用的技术方案如下:一种高粘度电池浆料涂布装置,包括将电池浆料辊压在集流体上的涂布对辊机和用于向涂布对辊机中输入电池浆料的进料装置,所述涂布对辊机包括用于承载集流体的第一涂布辊和用于压实电池浆料的第二涂布辊,所述进料装置包括进料斗和用于向进料斗内输送电池浆料的输料装置,还包括防止电池浆料粘在涂布对辊机上的防粘装置,所述进料斗内设置有用于将电池浆料打散的打散装置。
作为对本发明的限定:所述打散装置包括设于进料斗内的打散轮和用于驱动打散轮转动的第一电机,所述打散轮为毛轮、刺轮、刀轮中的任意一种。
作为对本发明的进一步限定:所述进料斗的底部为锥形,且与集流体垂直设置;所述进料斗上设有使进料斗振动的振动源,且其出口上固设有出料网。
作为对本发明进一步限定:所述进料斗与集流体平行设置,包括与集流体相对设置的第一挡板、分别固设于第一挡板两侧的第二挡板和第三挡板,所述第一挡板沿集流体的运动方向由高向低倾斜,所述第一挡板靠近集流体的一端与集流体之间设有间隙,远离集流体的一端固设有第四挡板,所述第四挡板上设有与输料装置连通的开口,所述第一挡板上固设有振动源。
作为对本发明的进一步限定:所述进料斗与集流体平行设置,所述进料斗内还设有用于防止电池浆料向上飞散的阻挡辊,所述阻挡辊通过第二电机驱动;还包括用于将集流体上的电池浆料铺平的抹平辊,所述抹平辊通过第三电机驱动。
作为对本发明的另一种限定:所述打散装置包括设于进料斗内的支架和固设于支架上的振动器,所述进料斗上设有使进料斗振动的振动源。
作为对本发明的第三种限定:所述打散装置包括设于进料斗内的高压喷嘴,所述进料斗上设有使进料斗振动的振动源。
作为对本发明防粘装置的限定:所述防粘装置为以下任意一种:
a1:设置在第二涂布辊上随集流体运动的隔膜;
a2:设置在第二涂布辊内的气源,所述气源的喷气方向朝向第二涂布辊的表面;所述第二涂布辊为网孔状的筒状。
作为对本发明防粘装置的另一种限定:所述防粘装置为以下任意一种:
b1:设置在进料装置和涂布对辊机之间用于将电池浆料烘干的干燥器;
b2:设置在进料装置和涂布对辊机之间用于向附着在集流体上的电池浆料撒干燥剂的撒粉器。
一种高粘度电池浆料涂布方法,包括依次进行的如下步骤:
S1:制备粘度大于10000mPa·s或锥入度为0.5~40mm的电池浆料;
S2:将电池浆料输入到上述所述的高粘度电池浆料涂布装置中的进料装置中,并使电池浆料以0.1~50MPa的压力通过输料装置输送到进料斗中,在进料斗中将电池浆料打散;
S3:通过涂布对辊机,将打散后的电池浆料涂布到集流体上。
作为对本发明高粘度电池浆料涂布方法的限定:S2中:将电池浆料旋转打散,使旋转打散的转速为500~50000RPM。
作为对本发明高粘度电池浆料涂布方法的另一种限定:S2中:将电池浆料振动打散,使振动打散的振动频率为50~1000000Hz、振幅为0001~10mm。
作为对本发明高粘度电池浆料涂布方法的第三种限定:S2中,通过高压气体将电池浆打散,高压气体的气流压力为0.1~500Mpa。
作为对本发明高粘度电池浆料涂布方法的第四种限定:在进料斗上设置振动源,将进料斗内壁上的电池浆料震动下来,所述振动源的振动频率为50~1000000Hz。
作为对本发明高粘度电池浆料涂布方法的进一步限定:S3中,防止电池浆料粘在第二涂布辊上的方法为以下任意一种:
c1:在第二涂布辊上附着隔膜,当电池浆料随着集流体运动到第一涂布辊和第二涂布辊之间的间隙时,隔膜粘在电池浆料上,随着集流体进入下一道工序;
c2:当进料斗与集流体水平设置时,将附着在集流体上的电池浆料进行干燥,使干燥后的电池浆料随着集流体进入涂布辊压机;
c3:当进料斗与集流体水平设置时,向附着在集流体上的电池浆料内撒入导电剂;
c4:当进料斗与集流体垂直设置时,将第二涂布辊设置为带网孔的筒状,并在第二涂布辊的内部设置气源,以气流0.1~500Mpa吹向第二涂布辊的表面。
由于采用了上述技术方案,本发明与现有技术相比,所取得的有益效果在于:
(1)本发明的电池浆料具有高粘度,会失去流动性,形成膏状或块状,无法在集流体上自动找平,但是,通过打散装置将其打散,形成细微的颗粒状,颗粒状的电池浆料在打散装置的带动下飞散,然后落到集流体上,即使电池浆料失去流动性,也能使电池浆料的附着在集流体上,打散的方式简单、快速、易于控制,本装置适用于涂布高粘度的电池浆料,使电池浆料中不用或少用溶剂,保证制备电池膜片中的各组分不易分层,浆料各组分分散更均匀,大大降低导电剂的团聚程度,进而会降低电池的极化及内阻,此外,由于不用或少用溶剂,可节省烘烤时间、提高生产效率、降低生产成本;
(2)本发明的毛轮、刺轮或刀轮能将电池浆料粉碎的颗粒更加细小,其本身的物理特性坚硬,使用寿命长;
(3)本发明进料斗上的振动源能使落在进料斗内壁上的电池浆料及时排出,不会产生残留,减少浪费,出料网能控制电池浆料排出的速度,有利于控制集流体上电池浆料的厚度,提高涂布的精度;
(4)本发明的第一挡板倾斜设置,能将打散后落在集流体上的电池浆料进行抹平,防止集流体上的电池浆料过厚或者过薄,影响后期涂布的精度,振动源能将落在进料斗内壁上的电池浆料振动下来,减少浪费,两侧的第二挡板和第三挡板能控制涂布的宽度,且能防止电池浆料向两侧堆积,提高了整个涂布的厚度精度;
(5)本发明的阻挡辊能防止电池浆料在打散的过程中随着旋转打散装置向上飞散,能使被打散的电池浆料直接落在集流体上,不会落在其他位置,减少电池浆料的浪费,抹平辊能防止落在集流体上的电池浆料过厚或过薄,有利于控制集流体上的电池浆料的厚度,提高后期涂布的精度;
(6)本发明的振动器采用振动的方式,将接触部位的浆料均匀振动打散,并落入进料斗中,效率高、能耗低,打散速度可根据来料速度调整,易于控制;
(7)本发明的高压喷嘴采用高压气流的方式,将浆料吹散,打散程度高,形成的颗粒细小,有利于去除浆料内应力,便于涂布;
(8)本发明的隔膜随着第二涂布辊转动,能有效防止电池浆料粘在第二涂布辊上,防粘效果好;干燥器将电池浆料烘干,省去隔膜,防止隔膜融入电池浆料中,避免二次配料,提高了电池浆料的纯净度,增加了电池的导电性;撒粉器向电池浆料中加入导电剂,能使电池浆料不与第二涂布辊粘连,操作方便,效率更高;高压气体吹向第二涂布辊的表面,电池浆料在高压气体的气流下附着在集流体上,不会与第二涂布辊粘连,既不会在电池浆料中增加其他物质,也大大节省了烘烤溶剂的时间,提高效率,防粘效果好;
(9)本发明的涂布方法能适用于高粘度的电池浆料,不用在电池浆料中加入溶剂,也能完成涂布,旋转打散的工艺简单,打散的精度高,即使电池浆料中不加或者减少溶剂的使用,也能达到正常涂布的精度,将涂布厚度的偏差控制在±1.5μm,省去了烘烤溶剂的过程,增加电池的导电性,减小内阻。
综上所述,本发明的涂布控制精度高,能提高生产效率,降低生产成本,同时制备的锂电池极化及欧姆内阻小,锂电池性能好,适用于涂布所有高粘度电池浆料。
附图说明
下面结合附图及具体实施例对本发明作更进一步详细说明。
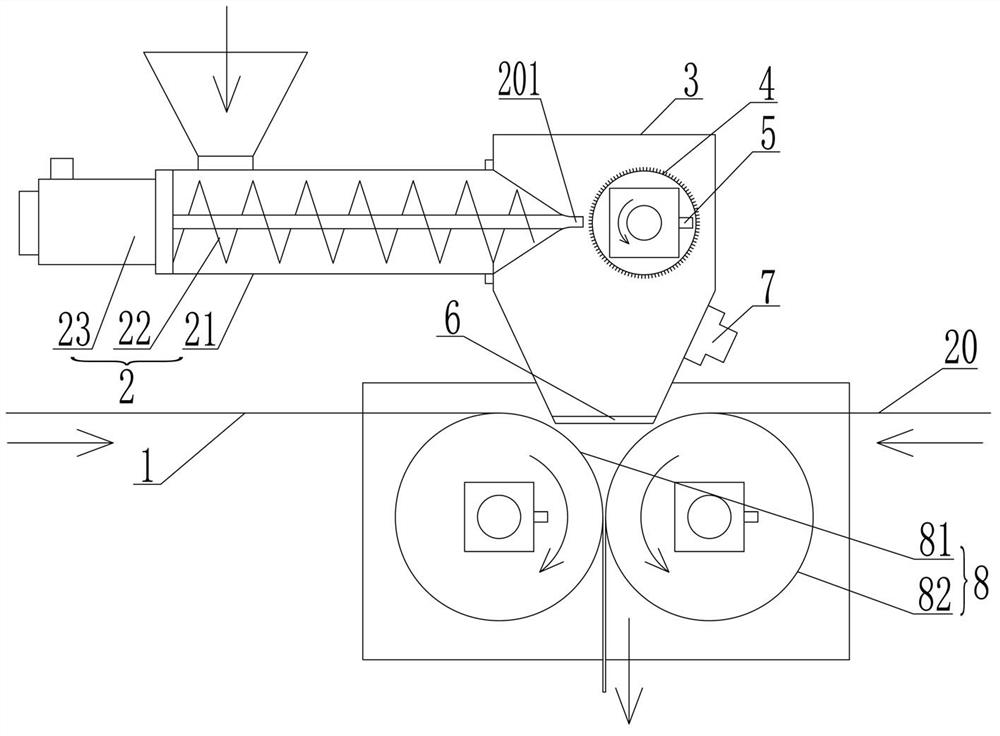
图1为本发明实施例1的透视结构示意图;
图2为本发明实施例2的透视结构示意图;
图3为本发明实施例2的进料斗3立体结构示意图;
图4为本发明实施例3的透视结构示意图;
图5为本发明实施例4的透视结构示意图;
图6为本发明实施例5的透视结构示意图;
图7为本发明实施例27中利用旋转打散方式将电池浆料打散后的电镜图;
图8为本发明实施例27中利用振动打散方式将电池浆料打散后的电镜图;
图9为本发明实施例27中利用高压气流打散方式将电池浆料打散后的电镜图;
图10为本发明实施例27中利用传统打散方式将电池浆料打散后的电镜图。
图中:1-集流体,2-输料装置,21-筒体,201-出料口,22-绞龙,23-输料电机,3-进料斗,4-刺轮,5-第一电机,6-出料网,7-振动源,8-涂布对辊机,81-第一涂布辊,82-第二涂布辊,9-阻挡辊,10-第二电机,11-抹平辊,12-第三电机,13-干燥器,14-撒粉器,15-第一挡板,16-第二挡板,17-第三挡板,18-第四挡板,19-气源,20-隔膜,30-支架,40-振动器,50-高压喷嘴。
具体实施方式
以下结合附图对本发明的优选实施例进行说明。应当理解,此处所描述的高粘度电池浆料涂布装置及其涂布方法为优选实施例,仅用于说明和解释本发明,并不构成对本发明的限制。
实施例1高粘度电池浆料涂布装置
本实施例如图1所示,一种高粘度电池浆涂布装置,包括用于将电池浆料辊压在集流体1上的涂布对辊机8和用于向涂布对辊机8中输入电池浆料的进料装置,还包括防止电池浆料粘在涂布对辊机8上的防粘装置。所述进料装置为盛放电池浆料的装置,高粘度的电池浆料通过进料装置上料,使电池浆料进入涂布对辊机8中,利用涂布对辊机8将电池浆料涂布到集流体1上,在涂布过程中,防粘装置能有效防止电池浆料粘在涂布对辊机8的涂布辊上。
所述进料装置包括进料斗3和用于向进料斗3内输送电池浆料的输料装置2,所述输料装置2采用现有技术中的双螺杆输送机,包括筒体21、设于筒体21内的绞龙22和用于驱动绞龙22转动的输料电机23,所述筒体21上设有进料口和出料口201,所述出料口201的直径较小,方便电池浆料带着压力排出,所述出料口201设于进料斗3内,保证电池浆料全部进入进料斗3,不会造成浪费。
所述进料斗3内设置有用于将电池浆料打散的打散装置,所述打散装置包括设于进料斗3内的打散轮和用于驱动打散轮转动的第一电机5,所述打散轮为毛轮、刺轮4、刀轮中的任意一种,本实施例的打散轮采用刺轮4,所述刺轮4设于筒体21上的出料口201右侧,便于将排出的电池浆料及时打散。
所述进料斗3的底部为锥形,且其出口上固设有出料网6,出料网6上的网孔为圆形孔、菱形孔或条形孔中的任意一种,本实施例采用的是菱形孔。所述进料斗3与集流体1垂直设置,即进料斗3的上下方向为其长度方向,其长度方向与集流体1的运动方向垂直,被打散的电池浆料落在出料网6上,然后通过出料网6上的网孔排出。电池浆料被打散时,会随着刺轮4分散在进料斗3的内壁上,在进料斗3上设有振动源7,使进料斗3振动,将进料斗3内壁上附着的电池浆料振动下来,避免电池浆料的浪费,所述振动源7采用现有技术中的气动振动器、电动振动台或压电晶体振动头中的任意一种,本实施例采用的是压电晶体振动头。
所述涂布对辊机8采用现有技术,包括用于承载集流体1的第一涂布辊81和用于将电池浆料压实在集流体1上的第二涂布辊82,所述进料斗3的出口设置在第一涂布辊81和第二涂布辊82间隙的上方,使打散后的电池浆料能直接落在集流体1上,附着了电池浆料的集流体1进入涂布对辊机8后,通过调整第一涂布辊81和第二涂布辊82之间的间隙,将电池浆料辊压在集流体1上,完成涂布。虽然被打散后的电池浆料均匀地附着在集流体1上,但是辊压时,由于电池浆料具有粘度,还会有一部分粘在第二涂布辊82上,使集流体1上的电池浆料厚度产生偏差,降低了涂布的精度,而防粘装置很好的解决了电池浆料粘在第二涂布辊82上这一问题。
所述防粘装置为设置在第二涂布辊82上随集流体1运动的隔膜20,所述隔膜20采用现有技术,将隔膜20绕过第二涂布辊82,随着第二涂布辊82转动,当电池浆料被第二涂布辊82辊压时,隔膜20被压到电池浆料上,并融进电池浆料。隔膜20将电池浆料和第二涂布辊82隔开,有效防止电池浆料粘在第二涂布辊82上。
实施例2高粘度电池浆料涂布装置
本实施例与实施例1的结构基本相同,不同的是进料斗3的结构、进料斗3的设置方式和防粘装置的结构。
如图2所示,本实施例的进料斗3与集流体1平行设置,即进料斗3的左右方向为其长度方向,所述进料斗3的长度方向与集流体1的运动方向相同,如图3所示,所述进料斗3包括与集流体1相对设置的第一挡板15、分别固设于第一挡板15两侧的第二挡板16和第三挡板17。所述第一挡板15沿集流体1的运动方向由高向低倾斜,形成斜面,所述第一挡板15靠近集流体1的一端与集流体1之间之间设有间隙,此间隙用于抹平集流体1上的电池浆料,使电池浆料在出进料斗3时,在集流体1上附着的厚度均匀。所述第一挡板15远离集流体1的一端固设有第四挡板18,所述第四挡板18用于将第一挡板15、第二挡板16和第三挡板17的左侧封闭起来,使进料斗3扣在集流体1上,所述第四挡板18上设有与输料装置2连通的开口,所述筒体21的出料口201通过开口伸入进料斗3中,所述刺轮4位于出料口201的右侧。
本实施例的进料斗3沿其长度方向的截面为直角三角形,进料斗3扣在集流体1上后形成封闭的空腔,被刺轮4打散后的电池浆料可能会附着在进料斗3的内壁上,所述第一挡板15上固设有振动源7,用于将进料斗3内壁上的电池浆料振动下来,避免浪费,所述振动源7还可以设置在第二挡板16和第二挡板17上。
所述防粘装置与实施例1的结构不同。所述防粘装置为设置在进料斗3和涂布对辊机8之间用于将电池浆料烘干的干燥器13,所述干燥器13采用现有技术,当集流体1附着了电池浆料,并且电池浆料的厚度抹平后,用干燥器13将其烘干,干燥后的电池浆料粘度降低,再被第二涂布辊82辊压时,不会使电池浆料粘在第二涂布辊82上,并且,通过物理烘干的方式,不会使电池浆料增加其他材料,提高了电池浆料的纯净度,制作成电池后,增加了其导电性。
实施例3高粘度电池浆料涂布装置
本实施例与实施例1的结构基本相同,不同的是进料斗3的结构、进料斗3的设置方式和防粘装置的结构。
如图4所示,本实施例的进料斗3与集流体1平行设置,即进料斗3的左右方向为其长度方向,所述进料斗3的长度方向与集流体1的运动方向相同,所述进料斗3为壳体,所述进料斗3内还设有用于防止电池浆料向上飞散的阻挡辊9,所述阻挡辊9通过第二电机10驱动,所述阻挡辊9与刺轮4之间的间隙为0.1~5mm,本实施例采用的间隙是3mm,既能使刺轮4正常旋转,又能阻挡电池浆料向上飞散,保证打散后的电池浆料均落在集流体1上。所述进料斗3的外面还设有用于将集流体1上的电池浆料铺平的抹平辊11,所述抹平辊11通过第三电机12驱动,所述集流体1与抹平辊11之间设有间隙,将抹平辊11与集流体1之间调整到合适的间隙,以满足电池浆料附着在集流体1上的厚度。
所述防粘装置为设置在进料斗3和涂布对辊机8之间用于向附着在集流体1上的电池浆料撒干燥剂的撒粉器14,所述撒粉器14采用现有技术,包括粉料斗和用于使粉料斗振动的振动件。电池浆料厚度均匀的附着在集流体1上后,通过撒粉器14向电池浆料的表面撒入导电剂,降低电池浆料表面的粘度,当电池浆料被第二涂布辊82辊压时,电池浆料就不会粘在第二涂布辊82上了。
实施例4高粘度电池浆料涂布装置
本实施例与实施例1的结构基本相同,不同的是打散装置、第二涂布辊82和防粘装置的结构。
如图5所示,所述打散装置包括设于进料斗3内的支架30和固设于支架30上的振动器40,所述支架30为固定在进料斗3的内壁上,用于承载振动器40,所述振动器40采用现有技术,设置在出料口201的上方,当电池浆料由出料口201喷出后,上下振动的振动器40与电池浆料接触,将膏状或块状的电池浆料的打散,由于振动器40振动的频率较高,能将电池浆料粉碎成较小的颗粒,实现打散的目的。
所述防粘装置为设置在第二涂布辊82内的气源19,所述气源19向第二涂布辊82的表面喷出高压气体。所述第二涂布辊82为带有网孔的筒状。将第二涂布辊82设置为空心的筒状,且在第二涂布辊82的外圆周上设置网孔,保证气源19喷出的高压气体能由第二涂布辊82喷出。当电池浆料被第二涂布辊82辊压时,高压气体充斥着第二涂布辊82的表面,电池浆料在高压气体的排斥下,不与第二涂布辊82粘连,起到防粘的作用。此种结构既能避免电池浆料中掺杂其他材料,提高电池浆料的纯净度,还能节省干燥电池浆料的时间,防粘效果好。
本实施例的防粘装置将电池浆料打散后,均匀地附着在集流体1上后,进入涂布对辊机8,第二涂布对辊机8辊压电池浆料时,气源19喷出的高压气体使电池浆料与第二涂布辊82的表面形成气流层,不与第二涂布辊82粘连。
实施例5高粘度电池浆料涂布装置
本实施例与实施例1的结构基本相同,不同的是打散装置的结构。
如图6所示,本实施例的打散装置为高压喷嘴50,所述高压喷嘴50设置在进料斗3内,并位于出料口201的上方,当电池浆料喷出后,高压气体将电池浆料打散,落在集流体1上,所述高压喷嘴50采用现有技术,能喷出高压气体。
实施例6-12高粘度电池浆料涂布方法
一种高粘度电池浆料涂布方法,此种电池浆料的粘度大,是因为在制备电池浆料时,不加或少加溶剂,使电池浆料失去流动性,失去流动性的电池浆料粘度大于10000mPa·s,形成膏状,当电池浆料的粘度足够大,形成块状后,电池浆料已经完全失去流动性,其硬度的标准只能用锥入度表示。由于电池浆料失去流动性,电池浆料不能通过流体状态以自动找平的方式附着在集流体1上,因此,实施例6-12针对这种情况,改进涂布方法,使其适用于涂布流动性较小或没有流动性的高粘度电池浆料。
实施例6-12通过高速旋转的方式将电池浆料打散。
实施例6采用锥入度为30mm的电池浆料,将电池浆料放入筒体21内,通过绞龙22将电池浆料输送到进料斗3中,在输送电池浆料时,调整输送的压力为15MPa,使电池浆料以15MPa的压力输出,并喷射到刺轮4上。调节刺轮4的转速为24000RPM,高速旋转的刺轮4将电池浆料打散,被打散后的电池浆料落在集流体1上。为了防止被打散的电池浆料附着在进料斗3的内壁上,调整进料斗3上振动源7的振动频率为800000Hz,将进料斗3内壁上的电池浆料振动下来。附着了电池浆料的集流体1进入涂布对辊机8,将打散后的电池浆料涂布到集流体1上,并进行压实。
第二涂布辊82在压实电池浆料时,防止电池浆料粘在第二涂布辊82上的方法为以下任意一种,本实施例6采用的防粘方法为c1,具体方法如下:
c1:在第二涂布辊82上附着隔膜20,当电池浆料随着集流体1运动到第一涂布辊81和第二涂布辊82之间的间隙时,隔膜20粘在电池浆料上,随着集流体1进入下一道工序,涂布后的集流体1上形成一层被压实的电池浆料,电池浆料上还会形成隔膜层;
c2:当进料斗3与集流体1水平设置时,在进料斗3和涂布对辊机8之间设置干燥器13,将附着在集流体1上的电池浆料进行干燥,使干燥后的电池浆料随着集流体1进入涂布辊压机,由于电池浆料被干燥,其表面的粘度进一步降低,也就不会与第二涂布辊82粘连;
c3:当进料斗3与集流体1水平设置时,在进料斗3和涂布对辊机8之间设置撒粉器14,通过撒粉器14向附着在集流体1上的电池浆料内撒入导电剂,导电剂能降低电池浆料表面的粘度,辊压过程中,第二涂布辊82上也就不会粘有电池浆料;
c4:当进料斗3与集流体1垂直设置时,将第二涂布辊82设置为带网孔的筒状,并在第二涂布辊82的内部设置气源19,以气流0.1~500MPa吹向第二涂布辊82的表面,使电池浆料在气流压力的作用下,不与第二涂布辊82接触,有效避免电池浆料粘在第二涂布辊82上。
实施例7-12与实施例6的涂布方法相同,不同的是各项参数的设定,具体见表1:
表1
实施例6-12的涂布方法适用于高粘度,高固含量的电池浆料,此种电池浆料中不加或少加溶剂,形成高粘度的电池浆料后,通过高速旋转的刺轮4将电池浆料旋转打散,进行涂布,其涂布的厚度的精度可控制在±1.5μm,与现有较好的涂布技术控制精度持平。此外,由于此种电池浆料中各组分物料混合分散更均匀,制备的极片不易分层,进而会提升后续制备的锂电池性能,同时由于缩短了烘烤时间,可提高生产效率,降低生产成本。
实施例13-19高粘度电池浆料涂布方法
实施例13-19与实施例6-12的涂布方法相同,不同的是将电池浆料打散的方式,实施例13-19通过高速振动的方式将电池浆料打散。
实施例13采用粘度为10000mPa·s的电池浆料,将电池浆料放入筒体21内,通过绞龙22将电池浆料输送到进料斗3中,在输送电池浆料时,调整输送的压力为0.1MPa,使电池浆料以0.1MPa的压力输出,并喷射到振动器40上。调节振动器40的振动频率为50Hz,振幅为10mm,高速振动的振动器40将电池浆料打散,被打散后的电池浆料落在集流体1上。为了防止被打散的电池浆料附着在进料斗3的内壁上,调整进料斗3上的振动源7频率为600000Hz,将进料斗3内壁上的电池浆料振动下来。附着了电池浆料的集流体1进入涂布对辊机8,将打散后的电池浆料涂布到集流体1上,并进行压实。第二涂布辊82在压实电池浆料时,防止电池浆料粘在第二涂布辊82上的方法为实施例6中描述的c1方法。
实施例14-19与实施例13的涂布方法相同,不同的是防止电池浆料粘在第二涂布辊82上的方法和各项参数的设定,具体见表2:
表2
实施例13-19的涂布方法适用于高粘度,高固含量的电池浆料,此种电池浆料中不加或少加溶剂,通过将高粘度的电池浆料振动打散,进行涂布,其涂布厚度的精度可控制在±1.5μm,与现有较好的涂布技术控制精度持平。此外,由于此种电池浆料中各组分物料混合分散更均匀,制备的极片不易分层,进而会提升后续制备的锂电池性能,同时由于缩短了烘烤时间,可提高生产效率,降低生产成本。
实施例20-26高粘度电池浆料涂布方法
实施例20-26与实施例6-12的涂布方法相同,不同的是将电池浆料打散的方式,实施例20-26通过高压气体的方式将电池浆料打散。
实施例20采用粘度为10000mPa·s的电池浆料,将电池浆料放入筒体21内,通过绞龙22将电池浆料输送到进料斗3中,在输送电池浆料时,调整输送的压力为0.1MPa,使电池浆料以0.1MPa的压力输出,本实施例采用高压喷嘴50的方式喷出高压气体,且喷出的高压气体为0.1MPa,将电池浆料打散,被打散后的电池浆料落在集流体1上。为了防止被打散的电池浆料附着在进料斗3的内壁上,调整进料斗3上的振动源7频率为500000Hz,将进料斗3内壁上的电池浆料振动下来。附着了电池浆料的集流体1进入涂布对辊机8,将打散后的电池浆料涂布到集流体1上,并进行压实。第二涂布辊82在压实电池浆料时,防止电池浆料粘在第二涂布辊82上的方法为实施例6中描述的c1方法。
实施例21-26与实施例20的涂布方法相同,不同的是防止电池浆料粘在第二涂布辊82上的方法和各项参数的设定,具体见表3:
表3
实施例20-26的涂布方法适用于高粘度,高固含量的电池浆料,此种电池浆料中不加或少加溶剂,通过将高粘度的电池浆料高压气流打散,进行涂布,其涂布厚度的精度可控制在±1.5μm,与现有较好的涂布技术控制精度持平。此外,由于此种电池浆料中各组分物料混合分散更均匀,制备的极片不易分层,进而会提升后续制备的锂电池性能,同时由于缩短了烘烤时间,可提高生产效率,降低生产成本。
实施例27验证利用实施例6-26的涂布方法涂布的效果
验证利用本申请的涂布方法,所需电池浆料的分散效果:
电池浆料由正极材料或负极材料、导电剂、粘接剂、溶剂等部分组成,涂布前需要将这几种原料充分混合分散,混合分散越均匀,后续制备出的锂电池性能就会越好。传统的涂布方法在制备电池浆料时,会在电池浆料中加入大量的溶剂,以保证在涂布时电池浆料的流动性,将电池浆料混合均匀是通过高速搅拌装置将电池浆料充分混合均匀,然后直接涂布到集流体1上,利用电池浆料的流动性保证涂布的厚度,但是使用较多的溶剂会产生一系列的负面问题,如果减少溶剂的使用,就会增加电池浆料的粘度,利用传统的涂布方法就不能完成涂布;
但是导电剂颗粒粒径小、比表面积大、容易团聚,不容易分散,成为影响锂电池性能的重要因素之一。本申请在涂布前将电池浆料带压喷到进料斗3内,进行打散,由于单位时间内喷出的电池浆料较少,压力较大,通过刺轮4、或振动器40、或高压喷嘴50喷出的高压气体将电池浆料瞬时打散,将容易团聚的导电剂分散开,从而使导电剂均匀的分散于活性材料之间,更好的起到导电网络的作用;
如图7所示,是利用旋转打散的方式将电池浆料打散后的电镜图,如图8所示,是利用振动打散的方式将电池浆料打散后的电镜图,如图9所示,是利用高压气流打散的方式将电池浆料打散后的电镜图,如图10所示,是传统的打散方式将电池浆料打散的电镜图,由图10的电镜图可以看出,部分导电剂没有很好的被分散开,存在团聚现象。由图7-9可以看出,用本申请的方法打散的浆料分散均匀性要明显优于传统的打散方法,导电剂能形成均匀的导电网络,使最终制备的锂电池导电性能好。
验证利用本申请的涂布方法制备的电池极片,烘烤溶剂的效率:
将电池正极浆料涂布到集流体1上后形成电池极片,由于电池浆料中存在溶剂,因此,需要通过烘烤将溶剂蒸发出来,减少溶剂对电池质量的影响。实施例6-26的涂布方法均适用于粘度大于10000mPa·s,锥入度为0.5~40mm的电池浆料,因此,实施例6-26中涂布所用的电池浆料中的固含量均大于75%,任取实施例6-26中的七种电池浆料进行验证,用所选的七种电池浆料分别制备成电池极片,然后通过烘烤的方式将电池浆料中的溶剂烘烤出来,将溶剂完全烘烤出来所用的时间见表4:
表4烘烤不同固含量的电池浆料中溶剂的时间表
由表4可知,传统的电池浆料中固含量低,烘烤溶剂所用的时间长,本申请使用的电池浆料固含量高,烘烤溶剂所用的时间短。因此,减少溶剂的使用量,增加电池浆料的固含量,能缩短烘烤的时间,提高极片的制备效率,烘烤的成本也能大大降低。
验证利用本申请的涂布方法涂布厚度的均匀性:
利用实施例6-26的涂布方法将负极电池浆料涂布到集流体上形成极片,选取利用实施例6、实施例9、实施例12、实施例13、实施例19、实施例20、实施例23的涂布方法制备的电池极片,记为样本A-G,电池极片烘干后,将每个样本分别收卷在滚筒上。纵向剖切检测15个位置点,记录其厚度数值,见表5;横向剖切检测15个位置点,记录其厚度数值,见表6;
表5纵向剖切的数据
表6横向剖切的数据
由表5和表6可知,样本A-G的厚度均在1.5mm以下,且通过计算,得到表5中极片厚度的极差为2.1μm,表6中极片厚度的极差为2.3μm,由此可知,本申请的涂布方法制备的电池极片厚度均匀性好,其厚度的精度在±1.5μm范围内,且其厚度能达到本领域中对电池极片要求的厚度精度。
验证利用本申请的涂布方法制备的锂电池的循环寿命:
利用实施例12、实施例16、实施例24的涂布方法进行电池浆料的涂布,并且分别制备成多个锂电池,选取利用实施例12的涂布方法制备的锂电池的5个电芯作为测试样本,记为CE201122-01~CE201122-05,选取利用实施例16的涂布方法制备的锂电池的5个电芯作为测试样本,记为CE201122-06~CE201122-10,选取利用实施例24的涂布方法制备的锂电池的5个电芯作为测试样本,记为CE201122-11~CE201122-15,利用充放电测试柜对15个样本其进行200T的1C充放循环测试,测试结果见表5:
表7 15个样本的充放电测试结果
由表7可知,经过200T循环之后,15个样本的容量衰减率均在2%以内,循环稳定性好,且仍能保持在一个较高的水平,循环寿命好。利用其他实施例中的涂布方法得到的锂电池进行多次实验后,得到其循环性能与表7中记录的数据极为接近,在此,不再一一赘述。
综上所述,利用本申请的涂布方法制备的电池极片,能将高粘度电池浆料中的各组分物料分散的更加均匀,制备的锂电池性能更好。本申请的打散方式对电池浆料的流动性要求低,因此,在配置电池浆料时,能减少溶剂的使用,固含量升高,大大降低了后期烘烤溶剂的时间,提高了生产效率,节省了生产成本,溶剂使用的减少还能使形成的电池极片不易分层,活性物质和导电剂不易团聚。利用本申请的涂布方法制备的电池极片厚度均匀,厚度精度高。传统的涂布方法对电池浆料的制备要求非常高,不但需要使电池浆料具有很好的流动性,还需要将电池浆料在涂布前进行高速分散,使配料混合均匀。而本申请是将电池浆料在涂布前进行高速打散,能大大减少溶剂的使用。
- 二次电池涂布工序高粘度浆料的涂布方法及涂布装置
- 高粘度电池浆料旋转打散进料装置、涂布装置及涂布方法