一种用于纵缝搅拌摩擦焊的内撑装置及其焊接方法
文献发布时间:2023-06-19 11:59:12
技术领域
本发明涉及一种用于纵缝搅拌摩擦焊的内撑装置及其焊接方法,属于搅拌摩擦焊技术领域。
背景技术
搅拌摩擦焊是一种优质高效、绿色、低成本、低变形的固相焊接方法,彻底解决了多种有色金属熔焊所带来的一系列问题,并逐步取代熔焊方式,已被广泛应用于航空、航天领域。
例如,公开号为CN107662044A的中国专利文献,公开了一种自动化筒体纵缝搅拌摩擦焊专用工装,该专用工装的使用过程为:首先,将筒体工件置于导轨上,用对中导向板将筒体工件对中,头座内部的齿轮箱作为动力头,前导向轮和后导向轮进行辅助运动,通过齿轮齿条带动内支撑装置进入筒体工件内,内支撑装置到筒体工件之后,头座的齿轮齿条装置锁死,防止内支撑装置左右移动;然后内支撑装置中的电机和升降机带动丝杠向上运动,后导向轮随着丝杆向上而向上运动,直至上支撑和滑动机构底部与筒体工件内侧贴合,外部的外抱液压装置压紧筒体工件,再加上内支撑装置本身的重力,以此来实现对筒体工件的固定。在原有筒体外抱工装的基础上,添加一个自动内支撑装置,内支撑装置利用精密水平推动机构,用于焊缝定位装配。
但是,内支撑装置固定筒体的装拆过程较为繁琐,装拆效率低。
发明内容
为解决上述技术问题,本发明提供了一种用于纵缝搅拌摩擦焊的内撑装置及其焊接方法。
本发明通过以下技术方案得以实现:
一种用于纵缝搅拌摩擦焊的内撑装置,包括主支撑架和动力驱动组件,所述主支撑架的外侧均布、活动连接有若干伸缩组件,所述动力驱动组件同轴设在主支撑架内,并通过摇臂组件与主支撑架和若干伸缩组件活动连接,所述动力驱动组件通过摇臂组件驱使若干伸缩组件同步向外伸张,或者同步向内收缩。
所述主支撑架包括并排设在连接盘上的芯轴和四根下纵梁,芯轴位于四根下纵梁的内侧,并与连接盘同轴布置,四根下纵梁与连接盘的交点的连线构成一个正方形,该正方形的中心与连接盘的圆心重合,相邻下纵梁之间通过若干斜撑杆进行连接,不相邻下纵梁之间通过若干中间撑杆进行连接。
所述芯轴为一圆筒,连接盘上均布设有多个安装孔,伸缩组件的数量为四个,四个伸缩组件分别与主支撑架中的四根下纵梁活动连接,动力驱动组件同轴设在芯轴内。
所述伸缩组件包括上纵梁和中间连接梁,中间连接梁上并排设有多根销轴A,销轴A通过连接杆A与上纵梁转动连接,通过连接杆B与主支撑架转动连接。
所述上纵梁上远离中间连接梁的一侧设有仿形支撑块,仿形支撑块上远离上纵梁的一侧的形状,与待焊零件的内壁形状相匹配。
所述动力驱动组件包括电缸,电缸通过安装座安装在主支撑架上。
所述摇臂组件包括同步驱动环和若干摇臂,同步驱动环设在电缸的输出轴上,摇臂的一端通过腰型孔与同步驱动环活动连接,另一端与主支撑架和伸缩组件转动连接。
所述内撑装置还包括控制器和压力传感器,压力传感器设在伸缩组件上,控制器与压力传感器、动力驱动组件电性连接。
一种用于纵缝搅拌摩擦焊的内撑装置的焊接方法,所述焊接方法包括以下主要步骤:
A、将内撑装置安装到输出轴做回转运动的设备上;
B、通过吊机或行车将待焊零件吊到内撑装置上,内撑装置位于待焊零件的内侧;
C、动力驱动组件通过摇臂组件驱使若干伸缩组件同步向外伸张,并自动调节伸缩组件对待焊零件内壁的挤压力,从而对待焊零件形成稳定支撑,然后移除吊机或行车;
D、启动设备,驱使内撑装置转动,直到待焊零件上的纵缝与搅拌摩擦焊机中的搅拌头对正,然后关闭设备;
E、对纵缝进行搅拌摩擦焊,焊接结束后,动力驱动组件通过摇臂组件驱使若干伸缩组件同步向内收缩,同时通过吊机或行车将已完成焊接的零件从内撑装置上移出即可。
所述步骤C中动力驱动组件自动调节伸缩组件对待焊零件内壁挤压力的方法包括以下主要步骤:
a、根据待焊零件的装夹要求,在控制器上预设伸缩组件对待焊零件内壁挤压力的范围;
b、压力传感器实时将伸缩组件对待焊零件内壁的挤压力传递给控制器;
c、控制器将挤压力的检测值与预设范围进行比对,若挤压力偏小,则控制器驱使电缸的输出轴伸出或缩回一定距离,使若干伸缩组件同步向外伸张,以增大伸缩组件对待焊零件内壁的挤压力;若挤压力偏大,则控制器驱使电缸的输出轴缩回或伸出一定距离,使若干伸缩组件同步向内收缩,以减小伸缩组件对待焊零件内壁的挤压力;若挤压力的检测值在预设范围内,则电缸不动作。
本发明的有益效果在于:
1、动力驱动组件通过摇臂组件驱使若干伸缩组件同步向外伸张,自动对心对待焊零件形成支撑;或者动力驱动组件通过摇臂组件驱使若干伸缩组件同步向内收缩,松开已完成纵缝焊接的零件;内撑装置对待焊零件的装拆过程简单,装拆效率高。
2、内撑装置既可以用于支撑多个内径尺寸不同的圆筒,又可以用于支撑多个横断面不同的正方形方管,适用范围广。
3、通过仿形支撑块增大内撑装置与待焊零件的接触面积,有助于提高对待焊零件的支撑稳定性。
4、通过控制器调控伸缩组件对待焊零件内壁的挤压力,确保内撑装置对待焊零件形成稳定支撑,避免待焊零件在焊接过程中出现沿周向转动或者沿轴向移动的情况,确保纵缝焊接质量。
5、通过控制器调控伸缩组件对待焊零件内壁的挤压力,能够避免内撑装置因挤压力过大而损坏。
附图说明
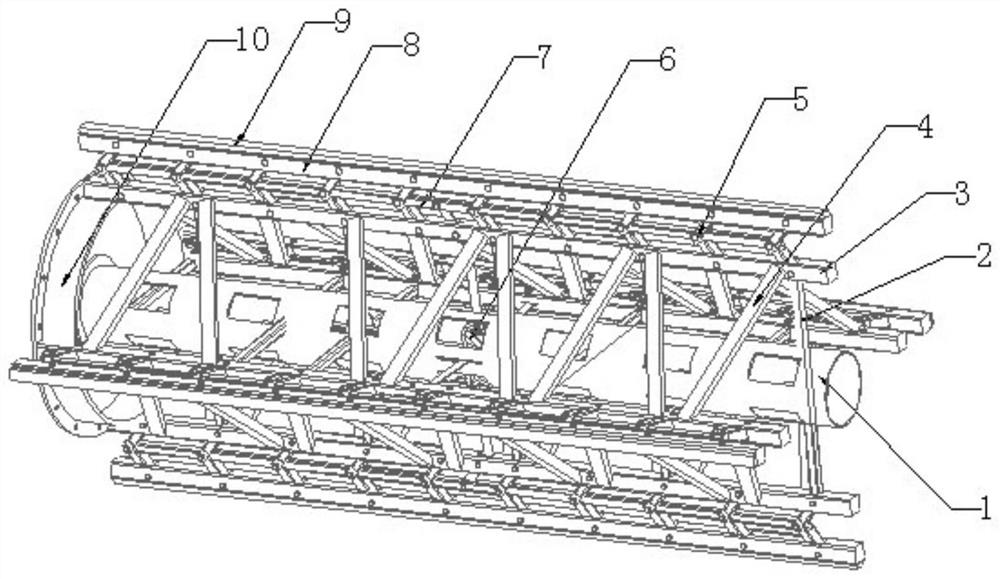
图1为本发明的立体结构示意图;
图2为本发明的右视结构示意图;
图3为本发明的主视结构示意图;
图4为本发明的动力驱动组件与摇臂组件的装配结构示意图。
图中:1-芯轴,2-中间撑杆,3-下纵梁,4-斜撑杆,5-销轴A,6-动力驱动组件,7-中间连接梁,8-上纵梁,9-仿形支撑块,10-连接盘,11-同步驱动环,12-摇臂,13-电缸,14-安装座。
具体实施方式
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
如图1至图4所示,本发明所述的一种用于纵缝搅拌摩擦焊的内撑装置,包括主支撑架和动力驱动组件6,所述主支撑架的外侧均布、活动连接有若干伸缩组件,所述动力驱动组件6同轴安装在主支撑架内,并通过摇臂组件与主支撑架和若干伸缩组件活动连接,所述动力驱动组件6通过摇臂组件驱使若干伸缩组件同步向外伸张,或者同步向内收缩。在使用时,动力驱动组件6通过摇臂组件驱使若干伸缩组件同步向外伸张,自动对心对待焊零件形成支撑;或者动力驱动组件6通过摇臂组件驱使若干伸缩组件同步向内收缩,松开已完成纵缝焊接的零件。由此可见,内撑装置对待焊零件的装拆过程简单,装拆效率高。
所述主支撑架包括并排焊接在连接盘10上的芯轴1和四根下纵梁3,芯轴1位于四根下纵梁3的内侧,并与连接盘10同轴布置,四根下纵梁3与连接盘10的交点的连线构成一个正方形,该正方形的中心与连接盘10的圆心重合,相邻下纵梁3之间通过若干斜撑杆4进行连接,不相邻下纵梁3之间通过若干中间撑杆2进行连接。
所述芯轴1为一圆筒,连接盘10上均布加工有多个安装孔,伸缩组件的数量为四个,四个伸缩组件分别与主支撑架中的四根下纵梁3活动连接,动力驱动组件6同轴安装在芯轴1内。在使用时,连接盘10上加工安装孔,方便通过紧固件将连接盘10安装到设备的输出轴上,该设备的输出轴可以做回转运动,从而带动内撑装置转动一定角度。内撑装置既可以自动对心支撑内壁为圆形的待焊零件,如圆筒,又可以自动对心支撑内壁为正方形的待焊零件,如方管。
所述伸缩组件包括上纵梁8和中间连接梁7,中间连接梁7上并排安装有多根销轴A5,销轴A5通过连接杆A与上纵梁8转动连接,通过连接杆B与主支撑架中下纵梁3的转动连接。在使用时,上纵梁8、中间连接梁7和下纵梁3平行,且上纵梁8、中间连接梁7可以相对下纵梁3做平动,即可以向外伸张和向内收缩。
所述上纵梁8上远离中间连接梁7的一侧安装有仿形支撑块9,仿形支撑块9上远离上纵梁8的一侧的形状,与待焊零件的内壁形状相匹配。当待焊零件的内壁形状为正方形时,仿形支撑块9上远离上纵梁8的一侧的形状为平面;当待焊零件的内壁形状为圆形时,仿形支撑块9上远离上纵梁8的一侧的形状为圆弧面。通过仿形支撑块9增大内撑装置与待焊零件内壁的接触面积,有助于提高对待焊零件的支撑稳定性。
所述动力驱动组件6包括电缸13,电缸13通过安装座14安装在主支撑架的芯轴1内。在使用时,电缸13的输出轴与芯轴1同轴。
所述摇臂组件包括同步驱动环11和若干摇臂12,同步驱动环11安装在电缸13的输出轴上,摇臂12的一端通过腰型孔与同步驱动环11活动连接,另一端与主支撑架和伸缩组件转动连接。在使用时,同步驱动环11与电缸13的输出轴同轴;摇臂12的一端通过腰型孔与同步驱动环11活动连接,避免摇臂12出现卡死情况,另一端通过销轴B与下纵梁3转动连接,通过销轴C与中间连接梁7转动连接。电缸13的输出轴通过同步驱动环11带动所有摇臂12绕销轴B同步转动,从而使所有中间连接梁7和上纵梁8同步向外伸张或同步向内收缩。
所述内撑装置还包括控制器和压力传感器,压力传感器设在伸缩组件上,控制器与压力传感器、动力驱动组件6电性连接。
一种用于纵缝搅拌摩擦焊的内撑装置的焊接方法,所述焊接方法包括以下主要步骤:
A、将内撑装置安装到输出轴做回转运动的设备上;
B、通过吊机或行车将待焊零件吊到内撑装置上,内撑装置位于待焊零件的内侧;
C、动力驱动组件6通过摇臂组件驱使若干伸缩组件同步向外伸张,并自动调节伸缩组件对待焊零件内壁的挤压力,从而对待焊零件形成稳定支撑,然后移除吊机或行车;
D、启动设备,驱使内撑装置转动,直到待焊零件上的纵缝与搅拌摩擦焊机中的搅拌头对正,然后关闭设备;
E、对纵缝进行搅拌摩擦焊,焊接结束后,动力驱动组件6通过摇臂组件驱使若干伸缩组件同步向内收缩,同时通过吊机或行车将已完成焊接的零件从内撑装置上移出即可。
所述步骤C中动力驱动组件6自动调节伸缩组件对待焊零件内壁挤压力的方法包括以下主要步骤:
a、根据待焊零件的装夹要求,在控制器上预设伸缩组件对待焊零件内壁挤压力的范围;
b、压力传感器实时将伸缩组件对待焊零件内壁的挤压力传递给控制器;
c、控制器将挤压力的检测值与预设范围进行比对,若挤压力偏小,则控制器驱使电缸13的输出轴伸出或缩回一定距离,使若干伸缩组件同步向外伸张,以增大伸缩组件对待焊零件内壁的挤压力;若挤压力偏大,则控制器驱使电缸13的输出轴缩回或伸出一定距离,使若干伸缩组件同步向内收缩,以减小伸缩组件对待焊零件内壁的挤压力;若挤压力的检测值在预设范围内,则电缸13不动作。通过控制器调控伸缩组件对待焊零件内壁的挤压力,确保内撑装置对待焊零件形成稳定支撑,避免待焊零件在焊接过程中出现沿周向转动或者沿轴向移动的情况,确保纵缝焊接质量。此外,通过控制器调控伸缩组件对待焊零件内壁的挤压力,能够避免内撑装置因挤压力过大而损坏。
本发明所述的用于纵缝搅拌摩擦焊的内撑装置,其工作原理如下:
通过吊机或行车将待焊零件吊到内撑装置上,且内撑装置位于待焊零件的内侧,启动电缸13,电缸13的输出轴伸出一定距离,并通过同步驱动环11带动四个摇臂12同步绕销轴B转动,从而通过摇臂12驱使所有中间连接梁7和上纵梁8同步向外伸张,使方形支撑块9抵靠在待焊零件的内壁上,自动对心对待焊零件形成稳定支撑。纵缝焊接完成后,电缸13的输出轴缩回一定距离,通过同步驱动环11、摇臂12驱使所有中间连接梁7和上纵梁8同步向内收缩,松开已完成纵缝焊接的零件。
本发明提供的用于纵缝搅拌摩擦焊的内撑装置及其焊接方法,其有益效果如下:
1、动力驱动组件6通过摇臂组件驱使若干伸缩组件同步向外伸张,自动对心对待焊零件形成支撑;或者动力驱动组件6通过摇臂组件驱使若干伸缩组件同步向内收缩,松开已完成纵缝焊接的零件;内撑装置对待焊零件的装拆过程简单,装拆效率高。
2、内撑装置既可以用于支撑多个内径尺寸不同的圆筒,又可以用于支撑多个横断面不同的正方形方管,适用范围广。
3、通过仿形支撑块9增大内撑装置与待焊零件的接触面积,有助于提高对待焊零件的支撑稳定性。
4、通过控制器调控伸缩组件对待焊零件内壁的挤压力,确保内撑装置对待焊零件形成稳定支撑,避免待焊零件在焊接过程中出现沿周向转动或者沿轴向移动的情况,确保纵缝焊接质量。
5、通过控制器调控伸缩组件对待焊零件内壁的挤压力,能够避免内撑装置因挤压力过大而损坏。
- 一种用于纵缝搅拌摩擦焊的内撑装置及其焊接方法
- 一种贮箱封箱环缝搅拌摩擦焊接内撑装置及方法