一种模具冷却结构
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及模具制造技术领域,特别涉及一种模具冷却结构。
背景技术
随着5G通讯技术的进步及广泛应用,以5G通讯基站主体壳件为代表的精密结构件,均采用铝合金材料压铸成型工艺制成。该铝合金铝合金壳体具有压铸件尺寸大,结构相对复杂,精度高,允许变形量小等要求。特别是如图1与图2所示的铝合金壳体5结构上的散热齿区域,由于散热齿51与散热齿之间的间距比较小,且每个齿既深又长(齿间距在10mm以内,散热齿齿长在300mm以上),使得成型模具上对应位置的型芯结构薄而长。
现有的传冷却方法由于没有足够大的空间,无法通过钻孔的方式来形成冷却通道,在模具生产一段时间后,模具压铸的区域薄壁型芯容易出现积热区,造成成型该区域的散热齿冷却速度慢,冷却不均匀,从而导致散热齿形变大,甚至根部开裂等问题,继而导致生产良率低;同时,由于型芯散热较差,导致该区域模具型芯表面出现热蚀点或龟裂纹,模具的使用寿命大大减少。
为了改善上述的型芯的散热问题,现有技术中主要通过两种方式:1、采用镶嵌铍铜等导热系数高的金属材料进行散热。但此方法导热效率低,不能充分带走热量。2、在每个型芯里独立设置单条横截面积比较小的冷却回路或多条串联连接的冷却回路,但由于冷却介质流经型芯积热区距离比较长,且由于型芯壁薄,冷却回路通孔比较小,造成冷却流量比较小,冷却效率低。
发明内容
本发明的主要目的是提出一种模具冷却结构,旨在解决现有的冷却回路因流经型芯的积热区的路径过长,从而导致冷却效率低的技术问题。
为实现上述目的,本发明提出一种模具冷却结构,包括:
基体;
设置于基体内的冷却管道;
多组冷却回路,所述多组冷却回路与所述冷却管道并联连接。
进一步地,所述冷却管道包括主进管道、主出管道,所述主进管道与主出管道通过所述多组冷却回路连通。
进一步地,根据权利要求1所述的模具冷却结构,其特征在于,所述冷却回路采用双椭圆形截面结构。
进一步地,所述冷却回路包括第一冷却通道以及第二冷却通道,所述第一冷却通道以及第二冷却通道的横截面为椭圆形形状,所述第一冷却通道以及第二冷却通道的一端与所述主进管道连通,所述第一冷却通道以及第二冷却通道的另一端与所述主出管道连通。
进一步地,所述第一冷却通道以及第二冷却通道呈U型结构;
和/或,所述第二冷却通道半包围所述第一冷却通道。
进一步地,所述多组冷却回路的横截面积之和与所述主进管道的横截面积或与所述主出管道的横截面积相同。
进一步地,所述第一冷却通道的长度与所述第二冷却通道的长度相同。
进一步地,所述第一冷却通道设有延长段,所述延长段呈弯曲设置。
进一步地,所述第一冷却通道与第二冷却通道的一端设有用于避开所述主进管道的规避段,所述规避段呈弯曲设置。
进一步地,所述第一冷却通道以及第二冷却通道的长度为60-100mm。
本技术方案提供一种模具冷却结构,包括:基体;设置于基体内的冷却管道;多组冷却回路,所述多组冷却回路与所述冷却管道并联连接。本模具冷却结构通过多组冷却回路与冷却管道并联连接的方式,使冷却介质在冷却管道内流动的距离更短,从而提高换热效率以及冷却效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
图1为现有的铝合金壳体结构示意图;
图2为为图1中F-F剖面图;
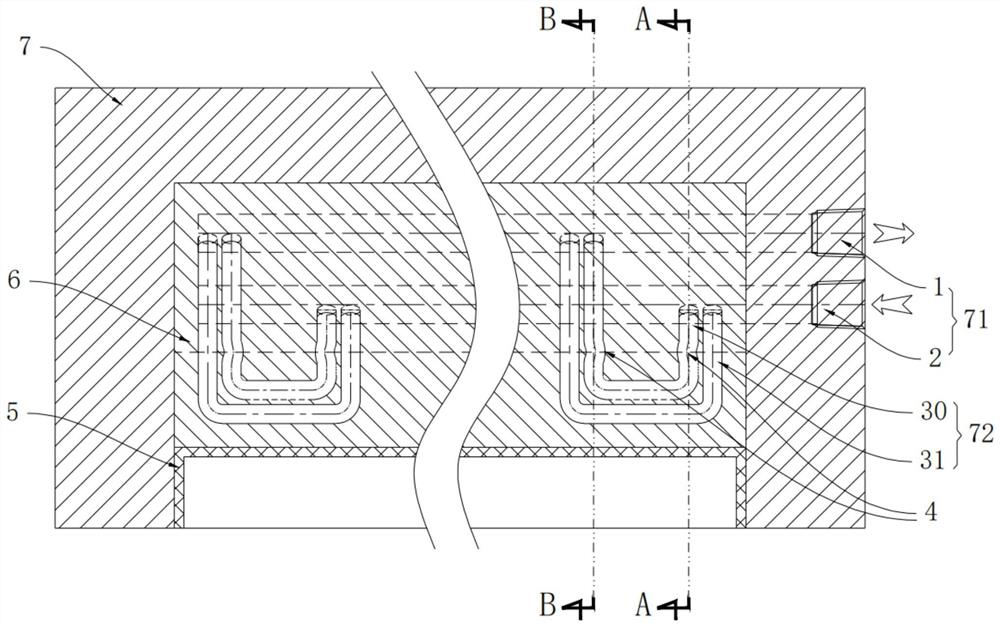
图3为本发明模具冷却结构实施例的结构示意图;
图4为图3中A-A剖面图;
图5为图3中B-B剖面图;
图6为本发明冷却回路结构示意图;
附图标号说明:
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后……),则该方向性指示仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,若全文中出现的“和/或”或者“及/或”,其含义包括三个并列的方案,以“A和/或B”为例,包括A方案、或B方案、或A和B同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
现有的传冷却方法因没有足够大的空间通过钻孔的方式来形成冷却通道,在模具生产一段时间后,模具压铸的区域薄壁型芯容易出现积热区,造成成型该区域的散热齿冷却速度慢,冷却不均匀,从而导致散热齿形变大,甚至根部开裂等问题,继而导致生产良率低;同时,由于型芯散热较差,导致该区域模具型芯表面出现热蚀点或龟裂纹,模具的使用寿命大大减少。
为了改善上述的型芯的散热问题,现有技术中主要通过两种方式:1、采用镶嵌铍铜等导热系数高的金属材料进行散热。但此方法导热效率低,不能充分带走热量。2、在每个型芯里独立设置单条截面积比较小的冷却回路或多条串联连接的冷却回路,但由于冷却介质流经型芯积热区距离比较长,且由于型芯壁薄,冷却回路通孔比较小,造成冷却流量比较小,冷却效率低。
本技术方案主要目的是提出一种模具冷却结构,旨在解决现有的冷却回路因流经型芯的积热区的路径过长,从而导致冷却效率低的技术问题。
请参阅图3-图6,本技术方案的模具冷却结构一实施例中,所述模具冷却结构包括:
基体7;
设置于基体内的冷却管道71;
多组冷却回路72,所述多组冷却回路72与所述冷却管道71并联连接。
在本实施例中,所述基体7设有凹槽,所述基体7包括型芯6,该型芯6采用激光增材打印的方式,直接在基体7的凹槽里成型出一个整体。所述型芯6的底部用于铝合金材料压铸形成铝合金壳体5。由于在压铸生产过程中,型芯6的底部工作负载高,在生产时该区域的温度高,因此型芯6的底部形成积热区。为了避免发生上述提到的散热问题,则需要有效的冷却措施对其进行冷却。在本发明中,所述冷却管道71用于连通外部的温控设备,温控设备持续通入冷却介质,冷却介质流经冷却回路72,与冷却回路72周围的积热区发生热交换,从而带走积热区的热量,继而实现冷却的目的。
本模具冷却结构通过多组冷却回路72与冷却管道71并联连接的方式,使冷却介质在冷却管道71内流动的距离更短,从而提高换热效率以及冷却效率。
进一步地,所述冷却管道71包括主进管道2、主出管道1,所述主进管道2与主出管道1通过所述多组冷却回路72连通。
在本实施例中,所述主进管道2与主出管道1呈两段平行的管道,所述主进管道2的一端止通设置,所述主出管道3一端止通设置,两者并不直接相通。如图3,由于冷却回路的两端分别连通所述主进管道2与主出管道1,形成并联的连接方式,继而实现冷却介质流经各组冷却回路,阻止其直接从主进管道2流向主出管道1。在实际应用时,所述主进管道2一端设有水管接头,所述水管接头与外部的温控设备的出水管相连,外部的温控设备持续通过此主进管道2向该模具内提供冷却介质。所述主出管道1一端设有水管接头,该水管接头与外部的温控设备的回水管相连,外部的温控设备通过此主出管道1持续回收模具内已经发生热交换的冷却介质,随后进行循环处理。
具体的,所述冷却回路72包括第一冷却通道30以及第二冷却通道31,所述第一冷却通道30的一端以及第二冷却通道31的一端与所述主进管道2连通,所述第一冷却通道30的另一端以及第二冷却通道31的另一端与所述主出管道1连通。
值得注意的是,在其他实施例中,所述每一组冷却回路72并不限于仅设置有第一冷却通道30以及第二冷却通道31,为了达到更佳的冷却效果,每一组冷却回路72可根据冷却流量的需求,通过设计以及计算从而适当增加一个或一个以上冷却通道,增加的冷却通道的形状以及长度可与第一冷却通道30、第二冷却通道31一致,从而达到相同的效果。综上所述,本发明的每一组冷却回路的冷却通道的数量并不限定。
进一步地,在本实施例中,所述第一冷却通道30以及第二冷却通道31呈U型结构,所述第二冷却通道31半包围所述第一冷却通道30。在其他实施例中,每一组增加的冷却通道同样呈U型结构,并且相邻的两个冷却通道,其靠外侧的冷却通道半包围靠内侧的冷却通道。如此设置,呈U型结构的第一冷却通道30以及第二冷却通道31的底部经过型芯6的积热区,有利于冷却通道内的冷却介质将积热区的热量带走。
更优地,在本实施例中,所述第一冷却通道30以及第二冷却通道31的横截面为椭圆形形状,在其他实施例中,每一组增加的冷却通道的横截面同样采用椭圆形形状。在实际生产中,由于相邻的散热齿51之间距离小,而冷却通道必须要经过散热齿之间区域才能将积热区的热量带走,继而实现冷却的目的。因此,所述第一冷却通道30以及第二冷却通道31的横截面采用椭圆形形状,更大程度地保留散热齿与冷却通道之间的结构厚度,避免冷却通道与散热齿之间的结构厚度过薄导致型芯变形。综上所述,本模具冷却结构采用双椭圆形截面的冷却回路,即第一冷却通道30以及第二冷却通道31的横截面采用椭圆形形状,可保证模具的强度,使模具型芯寿命更高;同时,冷却通道的横截面通过采用椭圆形形状,有助于增加单个冷却通道的流量,继而提高冷却效率。
更优的,所述多组冷却回路72的横截面积之和与所述主进管道2的横截面积或与所述主出管道1的横截面积相同。如此设置,主进管道2或主出管道1横截面积等于所有冷却回路72的横截面积之和,可避免各冷却回路72形成死水,导致冷却介质不循环。
更优的,为了避免第一冷却通道30以及第二冷却通道31长短不一,导致形成死水发生不循环的现象,所述第一冷却通道30的长度与所述第二冷却通道31的长度相同。具体的,如图3与图6,所述第一冷却通道30设有延长段4,所述延长段4呈弯曲设置,从而使得第一冷却通道30的长度与第二冷却通道31的长度一致,使第一冷却通道30与所述第二冷却通道31在应用过程中,第一冷却通道30与第二冷却通道31内可保持相同的流量、相同的压力以及相同的流速,从而避免某一冷却通道不循环冷却介质,出现死水不循环的现象。在其他实施例中,所述延长段4可呈直角折弯或其他形状设置,直角折弯的延长段同样可取得延长第一冷却通道30长度的作用,因此,第一冷却通道30的延长段的形状在此并不限定。值得注意的是,在其他实施例中,由于每一组冷却回路增加了冷却通道,为了使同一组的冷却通道的长度保持一致,被半包围的冷却通道均需设置延长段,从而保证各个冷却通道具备相同的流量、相同的压力以及相同的流速。
进一步地,请参阅图5,为了规避冷却回路72与主进管道2发生干涉,所述第一冷却通道30与第二冷却通道31的一端设有用于避开所述主进管道的规避段9,所述规避段9呈弯曲设置,在其他实施例中,所述规避段9可设置成折线状,在此并不限定。
在本实施例中,如图5所示,所述主出管道1设置于远离型芯6的积热区的一侧,所述主进管道2设置于接近型芯6的积热区的一侧,即所述主出管道1设置于所述主进管道2的上端。如此设置,可保证进入冷却回路的冷却介质更优先到达模具内并且更快速流经型芯的积热区,与积热区发生热交换后迅速带走热量,继而提高冷却效果。
进一步地,所述第一冷却通道30以及第二冷却通道31的长度为60-100mm。在本实施例中,所述第一冷却通道30以及第二冷却通道31的长度均为80mm。
工作原理:本型芯6在成型且工作时,主进管道2通过连通外部温控设备,温控设备持续向冷却管道71提供冷却介质,冷却介质进入冷却管道71,流经各组冷却回路的冷却通道,冷却介质在冷却通道内与周边的积热区发生热交换,冷却介质获取热量升温后,回流到主出管道1,经主出管道1流出基体7外,以此实现快速冷却、散热降温的目的。
值得注意的是,虽然本实施例的模具冷却结构应用在铝合金的压铸生产中,但在其他类型的例如注塑模具或五金冲压模具等类同产品皆可采用该冷却结构,从而实现散热以及冷却的目的,因此,上述注塑模具以及五金冲压模具都应在此专利保护范围内。
以上所述仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。