树脂成型品的制造装置及制造装置的控制方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及一种用于制造树脂成型品的制造装置和一种用于控制制造装置的控制方法。
背景技术
以往,已知有用于制造树脂成型品的制造装置和用于制造装置的控制方法(例如,参照专利文献1)。在这类用于制造树脂成型品的制造装置中,近年来提出了一种新的成型方法,即使在注塑时间(特别是冷却时间)显著减少的情况下,也可以制造透明且高质量的预制件或容器。因此,在包括预制件温度调节机构或后冷却机构并且以等间隔进行包括注塑过程、温度调节过程和吹塑过程的各个过程的注射拉伸吹塑设备中,大大缩短成型周期时间变得可能。
引用列表
专利文献
专利文献:JP-A-H5-3973。
发明内容
技术问题
然而,在用于通过上述现有技术制造树脂成型品的制造装置中,由于成型周期时间的缩短,各过程的处理时间也缩短,并且因此,当注塑的预制件的质量低时,存在诸如吹塑过程的下游过程无法被正确进行的风险。因此,在作为最上游的注塑过程成型高质量的预制件就变得更加重要。
此外,注塑过程包括填充过程(注射过程)、保压过程和冷却过程。在填充过程中,螺杆或柱塞的移动速度是针对注塑机与多个腔模中的每一个之间的每一个距离而控制的。在保压过程中,以规定的时间间隔阶段状地多段控制注射压力。在此,在填充过程和保压过程之间切换时,会发生伴随着突然的压力下降的压力波动。这种压力波动会导致预制件的质量下降和成型缺陷。特别是在具有短的成型周期的制造装置中,这种压力波动的影响是不可忽视的。类似地,由于保压过程中的注射压力基本阶段状被控制,因此会出现不希望的压力波动。因此,为了在短的成型周期的情况下稳定地进行预制件的注塑,有必要改进保压过程的控制方法。
本公开的目的是提供一种用于制造树脂成型品的制造装置和用于控制制造装置的控制方法,即使在短的注塑时间的情况下,也能够稳定地制造高质量的树脂成型品。
问题解决方案
本公开提供了一种用于制造树脂成型品的制造装置,制造装置包括:注塑部,配置为将树脂注射到注塑模具中并且注塑树脂成型品;控制单元,配置为控制通过注塑部的注射;计算单元,配置为计算用于降低由注射产生的压力的压力降低曲线;和输入单元,用户通过输入单元输入压力降低曲线的条件,其中,控制单元配置为基于压力降低曲线控制注射。
在这种情况下,输入单元可以被设置使得所述压力降低曲线的次序能够被输入到所述输入单元。输入单元被设置使得述压力降低曲线的时间长度能够被输入到所述输入单元。
此外,本公开提供一种用于控制制造树脂成型品的制造装置的控制方法,其中该制造装置包括:注塑部,配置为将树脂注射到注塑模具中并且注塑树脂成型品;控制单元,配置为控制通过注塑部的注射;计算单元,配置为计算用于降低由注射产生的压力的压力降低曲线;和输入单元,用户通过输入单元输入压力降低曲线的条件,该控制方法包括:基于输入到输入单元的条件计算压力降低曲线的步骤;和基于计算的压力降低曲线控制注射的步骤。
在这种情况下,输入单元可以被设置使得所述压力降低曲线的次序能够被输入到所述输入单元。输入单元可以被设置使得述压力降低曲线的时间长度能够被输入到所述输入单元。
发明的有益效果
根据本公开,可以提供用于制造树脂容器的制造装置和制造方法,即使通过其中成型周期被缩短的热的半成品类型吹塑方法,也能够制造高质量的容器。
附图说明
图1示出了根据本公开第一实施例的吹塑装置的示意图。
图2显示了整个过程的流程图。
图3示出吹塑装置的框图。
图4示出了注塑过程中注射压力波动的曲线图。
图5示出了在输入单元中显示的输入屏幕。
图6示出了在根据第二实施例的输入单元中显示的输入屏幕。
图7示出了在根据第二实施例的输入单元中显示的液压显示屏幕。
具体实施方式
参照在下文中,将参考附图描述本公开的优选实施例。
(第一实施例)
图1显示根据本发明第一实施例的吹塑装置的示意图,图2显示整个过程的流程图。
在图1中,过程1表示预制件成型过程,过程2表示预制件后冷却过程,过程3和过程4表示预制件温度平衡过程,过程5表示再加热过程,过程6表示均温过程,过程7表示拉伸吹塑过程,过程8表示容器取出过程。
如图1所示,根据本实施例的吹塑装置(用于制造树脂容器的装置)200配置为使得预制件1在轨道(输送路径)6上顺序地输送并且通过注塑工作台110、后冷却工作台115、温度调节工作台(加热部)120、拉伸吹塑工作台(吹塑部)130和取出工作台经受每个过程。由此,吹塑装置200配置为对输送中的预制件1顺序地进行冷却和温度调节。需要说明的是,后冷却工作台115是广义上包含在温度调节工作台120的一部分中的工作台,具体负责预制件1的强制冷却。
注塑工作台110包括注射设备11。注射设备11包括:加热缸11a;布置为能够在加热缸11a内按行程移动和旋转的螺杆11b;用于旋转螺杆的第一螺杆驱动单元11c1;用于按行程移动螺杆11b的第二螺杆驱动单元11c2;保压设备11d(保压缸,其中装有柱塞11d1以能够按行程移动);和保压设备驱动单元11e。
吹塑装置200配置为对在注塑工作台110中注塑的预制件1进行多次吹塑,而没有一次共同地进行温度调节和吹塑。具体地,例如,在注塑工作台110中一次注塑36个预制件1。然而,例如,12个预制件通过轨道6一次输送到温度调节工作台120并在其中进行温度调节,并且然后,例如,在拉伸吹塑工作台130中一次吹塑12个预制件。由于在注塑工作台110中注塑的预制件1在过程2至4中被冷却,因此在后冷却过程之后,在温度调节工作台120中通过使用红外灯进行加热。需要说明的是,吹塑装置200的一次成型周期时间可视为与预制件1的注塑时间大致相同。另外,每1个成型周期时间的吹塑次数优选为3次,但不限于此。具体而言,只要将一批注塑的预制件被多次吹塑,任何次数的吹塑都是可能的。
在吹塑装置200中注塑的预制件1在软的状态下从注塑工作台110脱模,在该软的状态中预制件具有比合成树脂材料(例如,PET树脂)的玻璃化转变温度更高的温度的热量(在高温状态下,其中预制件的外形可以被维持)。具体地,吹塑装置200配置为在注塑工作台110中成型的预制件1的外表面温度变得高于其内表面温度之前从注塑工作台110的注射腔模具中取出预制件1,并且在过程2的预制件后冷却过程和在过程3、过程4的预制件温度平衡过程中,将预制件1冷却10℃以上且50℃以下。因此,在利用余热的同时,积聚来自注塑的热量的预制件1在拉伸吹塑工作台130中被成型为最终容器1a。
如图2所示,吹塑装置200通过缩短注塑过程和通过使用温度调节过程的温度调节罐模具的后冷却功能来缩短预制件成型周期(注塑周期)。此时,在预制件1在其中被成型的注塑工作台110中,冷却时间被设定为注射时间(填充时间)的2/3以下、1/2以下或1/3以下,并且优选地设定为基本上0(零)秒。
下面,说明每个过程。
首先,如图2所示,在注塑过程中,吹塑装置200将材料注射(填充)到设定为5℃以上且20℃以下的注塑模具的成型空间中预定的注射时间,并在非常接近0(零)秒的预定的短的冷却时间之后完成预制件1的注塑。然后,吹塑装置200在预定的机器操作时间期间将预制件1从注塑工作台110取出(脱模)进入接收罐模具(未示出)(图1的过程1,图2的注塑过程)。例如,注射时间(填充时间)被设定为3.0秒到3.5秒,冷却时间被设定为0.5秒到1.0秒。
注塑工作台110(图1)中的机器操作时间是注塑模具的模打开/闭合时间,并且是预制件1从注塑模具转移到接收罐模具的时间。例如,机器操作时间被设定为3.5秒以上且4.0秒以下。当通过注塑模具打开/闭合机构(未示出)和接收罐模具的机械操作取出并输送预制件1时,由于预制件通过与环境空气和接收罐模具接触而冷却,预制件1的接收和强制冷却基本上结合在温度调节过程中(图2中的第一温度调节过程(接收冷却过程))。此时,本实施例的注塑时间(注射时间、冷却时间和机器操作时间的总和)被设定为比现有技术(例如,WO 2012/057016 A)的注塑时间(传统注塑周期)更短的时间。
当进行接收冷却过程时,吹塑装置200(图1)在预制件1被接收在接收罐模具中时从注塑工作台110撤出预制件1,并通过输送部件(未显示)将预制件1转移到温度调节工作台120。通过使用机器操作时间,进行预制件1的均温处理。此时,与刚从注塑工作台110脱模后的温度相比,预制件1的外层(表层)的温度通过来自内层(芯层)的热转移而上升80℃以上。
当第一次温度调节过程完成时,吹塑装置200对载入温度调节工作台120的温度调节腔模具22(冷却罐模具)中的预制件1进行强制冷却过程(后冷却过程),更具体地,载入后冷却工作台115(图1的过程2、图2的第二温度调节过程(强制冷却过程))。预制件1的外表面侧与设定为预制件1的材料的玻璃化转变温度以下(例如60℃以下)的温度调节腔模具22接触,并且预制件1被强制冷却。
当第二温度调节过程完成时,吹塑装置200(图1)通过诸如温度调节腔模具22的反转/降低的机器操作将预制件1转移到工作台在轨道6上的输送部件(未示出)(图1的过程3)。然后,通过电动机或者链轮齿等进行的机械操作,吹塑装置将预制件1连同输送部件沿轨道6输送到温度调节工作台120(图1的过程4)。在机器操作时间(例如,3.5秒以上且4.0秒以下)期间,吹塑装置200在后冷却过程结束后立即自然冷却和均温预制件1,直到在温度调节工作台120中刚开始再加热过程之前(图2的第三温度调节过程(自然冷却过程))。
当预制件1在第三温度调节过程中被冷却和均温时,在温度调节工作台120的再加热过程(再加热工作台120a)中,吹塑装置200对预制件1按照再加热、均温、再加热的顺序进行加热和均温(图1的过程5、图2的第四温度调节过程(再加热过程))。
当预制件1按照再加热、均温和再加热的顺序被加热和均温时,吹塑装置200通过在大气下沿着轨道6输送预制件来使预制件1均温,然后将预制件1载入吹塑工作台130(图1的过程6,图2的第五温度调节过程(均温过程))。就在吹塑之前,在预制件1的内层和外层之间(表层和芯层之间)或在主体部2b的厚度方向上引起热转移,使得内层和外层之间的温差减小,并且预制件1的温度分布的平衡稳定可以被执行。因此,可以就在吹塑之前优化预制件1的温度条件。注意,例如,处理时间被设定为大约1.0秒以上且2.0秒以下。
当预制件1被载入吹塑工作台130中时,吹塑装置200在吹塑过程中吹塑预制件1以成型容器1a(图1的过程7,图2的吹塑过程)。
当预制件1被吹塑以成型容器1a时,吹塑装置200通过机器操作来进行搬运并取出容器1a(图1的过程8,图2的取出过程)。注意,在本实施例中,对于在注射过程中一次注射的M个(例如,36个)预制件1,每次对小于M个的N个(12个)预制件1进行温度调节过程、自然冷却过程、再加热过程和吹制过程。此时,随着预制件1沿轨道6输送,温度调节过程、自然冷却过程和再加热过程连续进行。然而,在吹制过程中,吹塑被分为3次,每次对12个预制件进行。
通过上述过程,其中周期通过吹塑装置200被缩短的整个过程所需的时间比通过传统装置的整个过程所需的时间更短。
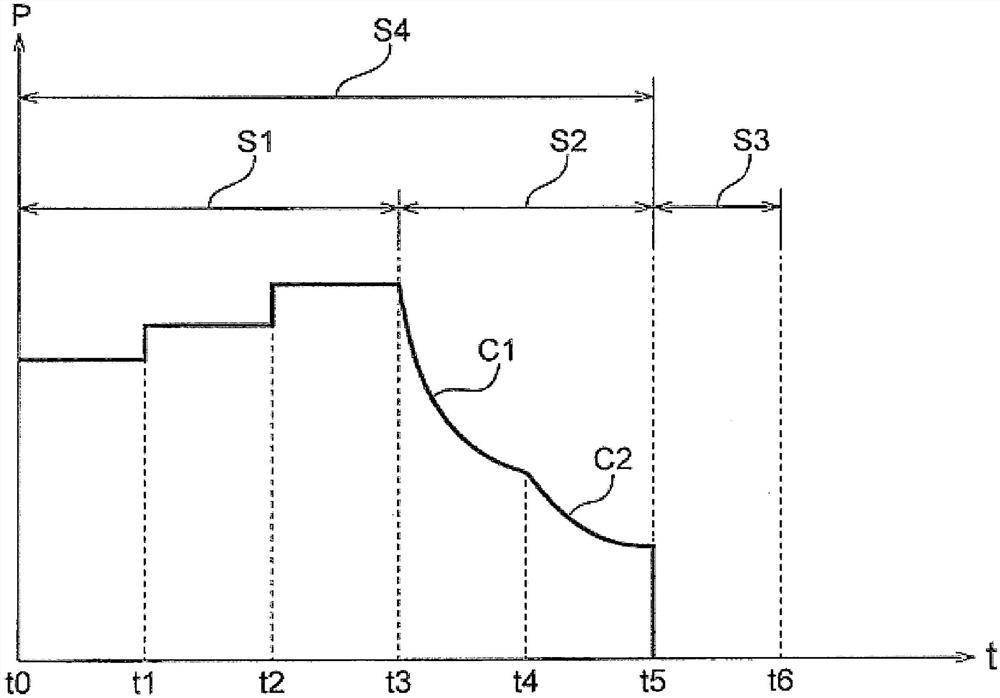
图3示出吹塑装置的框图,图4示出在注塑过程期间注射压力的波动图。在图4中,横轴代表时间,纵轴代表压力。
如图3所示,吹塑装置100包括注塑部10(注塑工作台110)、控制单元13、计算单元14和输入单元15。此外,注塑部10包括液压式的注射设备11、注塑模具打开/闭合装置16和注塑模具12。注塑模具打开/闭合装置16负责形成预制件1的成型空间(腔)的注塑模具12(注射芯模具和注射腔模具)的模打开/闭合操作和合模操作。注意,注塑模具打开/闭合装置16的模打开/闭合方向优选设定在相对于机座的垂直方向(上下方向,垂直于图1中纸平面的方向)上。进一步地,注射设备11包括:加热缸11a;布置为能够在加热缸11a内按行程移动和旋转的螺杆11b;用于旋转螺杆的第一螺杆驱动单元11c1;用于按行程移动螺杆11b的第二螺杆驱动单元11c2;保压设备11d(保压缸,其中装有柱塞11d1以能够按行程移动);和保压设备驱动单元11e。注意,保压过程S2(稍后描述)可以通过将螺杆11a移动一个行程而不是保压设备进行。在这种情况下,第二螺杆驱动单元11c2也用作保压设备驱动单元11e。
如上所述,在注塑部10中,由注射设备11将熔融树脂注射到被注塑模具打开/闭合装置闭合的状态下的注塑模具12中以注塑作为树脂成型品的预制件1。注射设备11通过螺杆11b的旋转将供给的固体树脂挤压靠着加热缸11a的内表面并使其流动,从而形成熔融树脂。然后,注射设备11使螺杆11b后退预定距离以测量熔融树脂的注射能力并且使螺杆11b前进预定距离以将熔融树脂注射到注塑模具12中。
控制单元13是控制在将在后面描述的注射过程(填充过程)S1和保压过程S2中通过注塑部10(参见图1,更具体地,注射设备11)注射树脂的CPU。在保压过程S2中,控制单元13基于由计算单元14计算出的保压曲线(压力降低曲线),而从计算单元14获取保压曲线数据,并基于获取的保压曲线数据来控制在注塑部10中的树脂的注射。
计算单元14是计算用于控制(减压等)施加到螺杆11b的压力(注塑模具12中的熔融树脂的压力)的保压曲线的运算单元,该压力是在保压过程S2中由注塑部10通过注射产生的。计算单元14配置为将计算出的保压曲线作为保压曲线数据输出给控制单元13。
输入单元15是接口,用户通过该接口输入保压曲线的条件,并且用户输入的信息通过该接口输出到计算单元14。在本实施例中,使用触摸面板。输入单元15被设置成使得保压曲线的次序能够被输入其中。例如,当用户输入保压曲线的次序为二次时,计算单元14通过二次曲线计算保压曲线。此外,输入单元15被设置使得保压曲线的时间长度能够输入其中。基于通过用户输入的时间长度,计算单元14基于计算的保压曲线来确定控制单元13进行控制的长度。另外,保压曲线的次序不一定是整数,例如也可以是诸如1.5的小数字。控制单元13、计算单元14和输入单元15安装在控制器装置100A上并连接到吹塑装置100。
如图4所示,通过注塑部10的注塑过程包括填充过程(注射过程)S1、保压过程S2和冷却过程S3。在对应于时间t0至t3的填充过程S1中,控制单元13根据注射设备11(更具体地,螺杆或柱塞)与多个腔模具的每一个之间的距离来控制螺杆或柱塞的移动速度,并将熔融树脂填充(注射)到注射腔模具12中。同时,在对应于时间t3至t5的保压过程S2中,根据基于由用户输入到输入单元15的条件而计算的两条保压曲线C1、C2,控制单元13控制注塑部10的注射压力。此外,在对应于时间t5至t6的冷却过程S3中,控制单元13控制注塑部10,使得注射压力变为0(零)。具体地,注塑部10仅在注射过程S4期间向树脂施加压力,注射过程S4是填充过程S1和保压过程S2的组合。
从图4可以看出,在填充过程S1中,控制单元13每隔预定时间长度(例如,每个相同时间)阶段状地增加注射压力。此外,在保压过程S2中,控制单元13基于由计算单元14计算出的保压曲线C1、C2而曲线地减压。这里,对应于时间t3至t4的保压曲线C1的减压量被设定为大于与时间t4至t5对应的保压曲线C1的减压量。
随后,将描述显示在输入单元15的LCD屏幕上的输入图像。
图5示出显示在输入单元中的输入屏幕。
输入单元15的LCD屏幕20大致包括注射条件区21和保压曲线创建区22,用户通过注射条件区21输入与注塑部10的注射相关的条件,用户通过保压曲线创建区22输入保压曲线的条件。
注射条件区21具有填充条件设定显示区(注射条件设定显示区)23和保压条件设定显示区24,该填充条件设定显示区用于设定和显示用于引起注塑机进行填充过程S1的条件的输入值(设定值),该保压条件设定显示区24用于设置和显示用于使注塑机进行保压过程S2的条件的输入值(设定值)。
在填充条件设定显示区23和保压条件设定显示区24的每一个中,与第二螺杆驱动单元11c2和保压设备驱动单元11e的液压泵的液压油的压力对应的螺杆11b和柱塞11d1的设定的压力25显示在上级,与第二螺杆驱动单元11c2和保压设备驱动单元11e的液压泵的液压油的压力对应的螺杆11b和柱塞11d1的设定的速度26显示在下级。注意,在图5中,第一级至第三级显示设定为对应于填充过程S1的各自的压力25和速度26,第四级和第五级显示设定为对应于保压过程S2的各自的压力25和速度26。具体来说,依照次序从右开始,第一级显示设定为在12.0Mpa压力和在额定值(当液压油通过液压泵排出量最大时)40.0%(与在额定时间处的液压油流量的比值)的速度下操作注塑机的填充过程S1,第二级显示设定为在12.0Mpa压力和在额定值99.0%的速度下操作注塑机的填充过程S1,第三级显示设定为在12.0Mpa压力和在额定值99.0%的速度下操作注塑机的填充过程S1,第四级显示设定为在2.5Mpa压力和在额定值25.0%的速度下操作注塑机的保压过程S2,第五级显示设定为在2.0Mpa压力和在额定值25.0%的速度下操作注塑机的保压过程S2。注意,设置第二螺杆驱动单元11c2的液压泵,用于在中空注射缸(加热缸)内移动螺杆的目的,并且单独设置螺杆驱动单元11c1的液压泵,用于旋转螺杆和熔化和称重在螺杆和注射缸之间的树脂的目的。
另一方面,保压曲线生成区22例如是用于设定保压曲线C1、C2(见图4)的显示屏,并且具有在保压过程S2中使用作为3级保压条件27、28、29的保压曲线。注意,实际数值等是由用户使用键盘等输入的。
在各保压条件27、28、29中,各保压曲线的次序设定显示区30显示在上级中,每个步骤的保压曲线被应用到的保压时间设定显示区31显示在下级中。在图5中,在第一保压条件27中,“3”被输入作为次序30a,并且“0.50S(秒)”被输入作为保压时间31a。在第二保压条件28中,“3”被输入作为次序30a,并且“1.50S(秒)”被输入作为保压时间31a。在第三保压条件29中,“0(零)”被输入作为次序30a,并且“0(零)S(秒)”被输入作为保压时间31a。即,条件仅被输入到对应于保压曲线C1(见图4)的第一保压条件27和对应于保压曲线C2(见图4)的第二保压条件28,并且不计算对应于第三保压条件29的保压曲线。
综上所述,用户通过保压曲线创建区22而输入的与保压曲线相关的条件被作为输入数据输出到计算单元14。当接收到输入数据时,计算单元14计算保压曲线并作为保压曲线数据输出到控制单元13。
根据本实施例的吹塑装置100包括:注塑部10,配置为将树脂注射到注射腔模具12中并且注塑预制件1;控制单元13,配置为控制通过注塑部10的注射;计算单元14,配置为计算保压曲线C1、C2用于控制在保压过程S2中通过注射产生的压力的降低;以及输入单元15,用户通过输入单元15输入保压曲线C1、C2的条件,其中控制单元13配置为控制基于保压曲线的注射。因此,注射压力基于保压曲线呈曲线下降,并且不会发生突然的压力波动。因此,即使当注塑时间短时,也可以稳定地制造品质优良的树脂成型品。
此外,在吹塑装置100中,由于用户可以使用输入单元15来输入用于计算保压曲线的条件,因此可以基于对应于预制件1的材料、形状和尺寸的最佳的保压曲线来降低注射压力。
(第二实施例)
图6示出了根据第二实施例的在输入单元中显示的输入屏幕,图7示出了在根据第二实施例的输入单元中显示的液压显示屏幕。注意,将描述第二实施例的与第一实施例的不同的部分,并且相同的附图标记用于与在附图中的第一实施例中的构造基本相同的构造。
如图6所示,根据本实施例的输入屏幕还具有:填充条件设定显示区(注射条件设定显示区)23,用于显示进行填充过程S1的条件的输入值(设定值);保压条件设定显示区24,用于显示使注塑机进行保压过程S2的条件的输入值(设定值);以及条件切换位置设定显示区32、33、34,用于设定每个条件都要被切换的螺杆的位置。注意,在该图中,倒三角形指针35指示螺杆的位置。
第一条件切换位置设定显示区32显示填充过程S1的第一级注射条件和第二级注射条件之间的切换位置,其是通过使用输入单元15(见图3)输入的。具体地,当螺杆到达在第一条件切换位置设定显示区32中输入的位置时,操作条件从在填充条件设定显示区23的第一级中输入的条件切换到在填充条件设定显示区23的第二级中输入的条件。在本实施例中,填充过程S1从注塑部10的螺杆距注射缸(注射缸、加热缸,未显示)的顶端200.00mm的位置开始。因此,从距顶端200.00mm的位置,螺杆在13.8MPa的压力和额定值80.0%的速度下操作,这是填充条件设定显示区23中显示的第一级条件。在第一条件切换位置设定显示区32中显示180.00mm。因此,当螺杆到达距顶端180.00mm的位置时,操作条件被切换,使得螺杆在12.5MPa的压力和额定值60.0%的速度下操作,其是在填充条件设定显示区23中显示的第二级条件。
第二条件切换位置设定显示区33显示在第二级注射条件和第三级注射条件之间的切换位置,其是通过输入单元15输入的。具体而言,当螺杆到达在第二条件切换位置设定显示区33中显示的位置时,将操作条件从填充条件设定显示区23的第二级中显示的条件切换到在填充条件设定显示区23第三级中显示的条件。在本实施例中,当注塑部10的螺杆到达距顶端170.00mm的位置时,操作条件被切换,使得螺杆在10.0MPa的压力和额定值65.0%的速度下操作,其是在填充条件设定显示区23中显示的第三级条件。
第三条件切换位置设定显示区34显示在第三级注射条件和第四级注射条件(其是保压过程S2)之间的切换位置,其是通过输入单元15输入的。具体而言,当螺杆到达在第三条件切换位置设定显示区34显示的位置时,操作条件从在填充条件设定显示区23的第三级中显示的条件切换到在作为保压条件设定显示区24的第四级中显示的条件。在本实施例中,当注塑部10的螺杆到达距顶端160.00mm的位置时,操作条件被切换,使得螺杆在3.0MPa的压力和额定值10.0%的速度下操作,其是在保压条件设定显示区24中显示的第四级条件。
在本实施例中,液压显示屏切换按钮36限定在LCD屏20的下部处。当用户通过操作输入单元15按压液压显示屏切换按钮36时,在LCD屏20上的显示被切换到液压显示屏。
如图7所示,液压显示屏40具有液压波形图表区41和螺杆位置图表区42。
在液压波形图表区41中,横轴以毫秒为单位表示时间,纵轴以MPa为单位表示压力。在液压波形图表区41中显示的图表表示基于施加到螺杆的压力的测量值的液压波形。当预制件1(见图1)被注塑时熔融树脂的历史根据螺杆的运动逐渐描绘。
在液压波形图表区41的下方设置有移动指针43,在液压波形图表区41中显示对应于移动指针43移动的坐标条(坐标光标)43a。注意,在该图中,移动指针43位于最左侧,使得坐标条43a显示为与图形的纵轴重叠。当用户通过操作输入单元15来左右移动移动指针43时,坐标条43a与移动指针43一起左右移动。
旧的(Old)按钮45、最后(Last)按钮46、动作(Act)按钮47和最佳(Best)按钮48被限定在移动指针43下方。
旧的按钮45是用于在通过输入单元15的操作按压时在液压波形图表区41中显示最新的50个液压波形的按钮。
最后按钮46是用于在通过输入单元15的操作按压时在液压波形图表区41中显示上次进行的注塑的液压波形的按钮。
动作按钮47是用于在通过输入单元15的操作按压时在液压波形图表区41中显示当前正在进行的注塑的液压波形的按钮。
最佳按钮48是用于在通过输入单元15的操作按压时在液压波形图表区41中显示控制单元13过去已经确定为最佳的液压波形的按钮。这里,最佳意指没有突然的压力变化,具有很小的压力波动,并且没有导致压力达到峰值的行为。
在螺杆位置图表区42中,横轴以毫秒为单位表示时间,纵轴以mm为单位表示螺杆距注射缸的前端的位置。螺杆位置图表区42中显示的图表表示基于螺杆位置的测量值的图表。该图表是在预制件1被注塑时根据螺杆的移动而逐渐描绘的。
移动指针44设置在螺杆位置图表区42下方,并且对应于移动指针44移动的坐标条(坐标光标)44a显示在螺杆位置图表区42中。注意,在该图中,移动指针44位于最左侧,使得坐标条44a显示为与图形的垂直轴重叠。当用户通过操作输入单元15来左右移动该移动指针44时,坐标条44a也与移动指针44一起左右移动。注意,液压波形图表区41的移动指针43和螺杆位置图表区42的移动指针44是彼此链接的,使得当移动指针43、44中的一个被左右操作时,移动指针43、44中的另一个也以同样的方式左右移动。
螺杆位置图表区42具有与液压波形图表区41相同横轴。因此,例如,当从注塑开始经过20毫秒时,从螺杆位置图表区42可以看出,螺杆位于约180mm的位置处。此时,从液压波形图表区41可以看出,实际压力约为7.0MPa。
此外,例如,当从注塑开始经过30毫秒时,螺杆位于大约170mm的位置处。此时,从液压波形图表区41可以看出,实际压力约为9.5MPa。
此外,当从注塑开始经过40毫秒时,螺杆位于大约160mm的位置处。此时,从液压波形图表区41可以看出,实际压力约为10.0MPa。
在本实施例中,提供了具有对应时间轴的液压波形图表区41和螺杆位置图表区42。例如,如液压波形图表区41中显示的液压波形所示,如果用户在注塑开始经过20毫秒后发现存在压力异常下降的部分,则用户可以通过参照螺杆位置图表区42,很容易地掌握在螺杆是约180mm的位置处发生异常。这里,如图6所示,由于在第一条件切换位置设定显示区32中显示180mm,因此用户可以容易地确定第一条件切换位置(即填充过程S1的第一级和第二级之间的切换位置)是不适当。借此,使用者可通过操作该操作单元15在第一条件切换位置设定显示区32中输入例如178mm,并在填充过程S1的第一级条件下将移动距离设定到更大,以消除异常压力效应。
在本实施例中,可以在LCD屏20上显示条件切换位置设定显示区32、33、34、液压波形图表区41和螺杆位置图表区42,在条件切换位置设定显示区32、33、34中可以输入用于切换填充条件的位置,螺杆位置图表区42可以被设定并且具有相应的时间轴。因此,可以很容易地抑制注射过程的填充过程S1中诸如压降的不必要的压力波动,从而使预制件1的成型质量和成型稳定性可以改进。
另外,通过进行注射设定、保压设定和保压曲线设定,不需要不必要地延长注射时间,有助于缩短成型周期。
尽管以上已经基于实施例描述了本公开,但是本公开不限于此。例如,虽然在本实施例中,条件切换位置设定显示区32、33、34被分成三级并且保压条件设定显示区24被分成两级,但是本公开不限于此。
参考标志列表
1 预制件(树脂成型品)
1a 容器
6 轨道
10 注塑部
12 注射腔模具(注塑模具)
13 控制单元
14 计算单位
15 输入单元
20 LCD屏
21 注射条件区
22 保压曲线创建区
23 填充条件设定显示区
24 保压条件设定显示区
25 压力设定显示区
26 速度设定显示区
27 第一保压条件
28 第二保压条件
29 第三保压条件
30 次序设定显示区
31 保压时间设定显示区
32 第一条件切换位置设定显示区
33 第二条件切换位置设定显示区
34 第三条件切换位置设定显示区
35 指针
36 液压显示屏切换按钮
40 液压显示屏
41 液压波形图表区
42 螺杆位置图表区
43 移动指针
44 移动指针
45 旧的按钮
46 最后按钮
47 动作按钮
48 最佳按钮
100 吹塑装置(用于制造树脂成型品的装置)
C1 保压曲线(压力降低曲线)
C2 保压曲线(压力降低曲线)
S1 填充过程
S2 保压过程
S3 冷却过程
S4 注塑过程。
- 树脂成型品的制造方法、树脂成型品、内窥镜用的树脂成型品、使用树脂成型品的内窥镜和该树脂成型品的制造装置
- 树脂成型品和树脂成型品的制造方法以及树脂成型品的制造装置