钩针式电感绕线机
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及钩针式电感绕线机,尤其是钩针式双线电感绕线机,属于电感绕线生产技术领域。
背景技术
现有的钩针式电感绕线机,大多数是针对单线绕线的,但对于需要绕双线的电感,一般都是一根一根绕线,复杂了生产工序,对于设备对磁环的绕线精度要求也很高,绕线精度不高,绕第二根线就很难绕线到位,因此,就需要更有效的能够实现双线同时绕线的自动化绕线机。
发明内容
本发明的目的是弥补现有技术的不足,提供一种能够同时进行双线绕线,自动化程度高的钩针式电感绕线机。
本发明是通过以下技术方案实现的:
钩针式电感绕线机,包括机架,设于所述机架上的下料机构,转料机构,送线机构,排线机构,绕线机构和控制系统,其特征在于所述的绕线机构包括转动驱动和偏心连接所述转动驱动输出端的勾线杆,所述勾线杆具有能嵌夹线材的周向间隙。
如上所述的钩针式电感绕线机,其特征在于所述的勾线杆包括勾线臂和夹线头,所述的夹线头通过连接轴设于所述勾线臂的自由端,所述勾线臂和夹线头之间形成包围所述连接轴的周向间隙,所述的勾线杆连接有驱动其摆动的摆臂驱动。
如上所述的钩针式电感绕线机,其特征在于所述的绕线机构还包括导向所述勾线杆二维运动的勾线杆导向组件。
如上所述的钩针式电感绕线机,其特征在于所述的转料机构包括设于所述机架上的转料导向组件,所述转料导向组件的活动终端设有转料臂和转料手,所述的转料臂连接有驱动其升降平移的转料旋转驱动。
如上所述的钩针式电感绕线机,其特征在于所述的送线机构包括设于所述机架上的送线驱动,导线结构,放线检测结构和断线结构,所述送线驱动的出线端设有送线嘴。
如上所述的钩针式电感绕线机,其特征在于所述的放线检测结构包括受传送中线材的摩擦力影响而转动的感应件和检测所述感应件的检测器,所述的感应件具有至少一个检测标识。
如上所述的钩针式电感绕线机,其特征在于所述的排线机构包括夹持并带动磁环旋转排线的夹持轮组,所述的夹持轮组连接有驱动其旋转的排线驱动和调整夹持轮组位置的平移驱动,所述的机架设有从所述夹持轮组夹持的磁环下方穿过磁环伸缩的钩针和驱动所述钩针伸缩的钩针驱动。
如上所述的钩针式电感绕线机,其特征在于所述的机架设有驱动所述送线驱动、断线结构和送线嘴绕磁环旋转的避让旋转驱动。
如上所述的钩针式电感绕线机,其特征在于所述的送线驱动包括驱动电机、连接电机输出端的主动送线导轮和配合所述主动送线导轮夹持并传送线材的从动送线导轮,所述的从动送线导轮弹性连接于其安装底座。
与现有技术相比,本发明有如下优点:
本发明中,勾线杆与电机输出端偏心地连接,电机输出端转动时,钩线夹绕磁环上下面做伸缩升降运动,一个驱动实现伸缩和上下升降两个维度的运动,从而实现配合磁环钩针对磁环的绕线;本发明中送线机构具有放线检测结构,可以实现自动化检测报警送线过程中的断线,送线驱动可以自适应线材线径的变化;排线机构可以自适应地调整磁环的绕线中心,使得磁环排线更好,产品品质更优。本发明各机构都最大限度地实现自动化,有效提高生产效率和产品品质。
附图说明
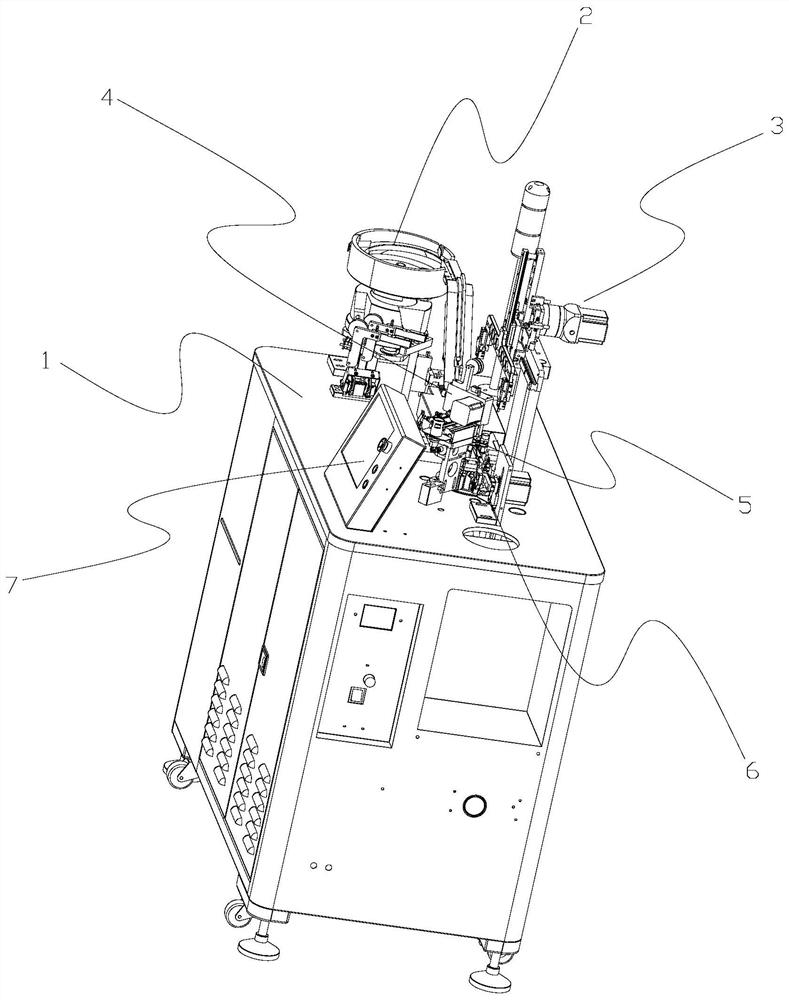
图1为本发明的立体结构示意图;
图2为本发明的绕线机构的立体结构示意图;
图3为本发明绕线机构的分解结构示意图;
图4为本发明勾线杆翻转线材后与磁环、钩针的状态示意图;
图5为本发明转料机构的立体结构示意图;
图6为本发明包括送线机构的部分结构示意图;
图7为本发明放线检测结构的立体结构示意图;
图8为本发明的部分结构示意图。
具体实施方式
下面结合具体实施例对本发明作进一步详细说明。
如图1-8所示,钩针式电感绕线机,包括机架1,设于机架1上的下料机构2,转料机构3,送线机构4,排线机构5,绕线机构6和控制系统7,每个机构都可以通过一个安装座设于机架1上,绕线机构6包括转动驱动61和偏心连接转动驱动61输出端的勾线杆62,该勾线杆62具有能嵌夹线材的周向间隙621。勾线杆62偏心地连接转动驱动61的输出端并受其驱动绕转动驱动61的输出轴做圆周运动,从而实现勾线杆62从磁环下方勾线后回缩再上升送至磁环上方,并翻转线材,便于钩针勾线。本发明绕线机构结构简单,一个驱动实现二维的运动,绕线机构更简洁快捷稳定,便于整体设备的更优化设计。
优选的,勾线杆62包括勾线臂621和夹线头622,夹线头622通过连接轴623设于勾线臂621的自由端,勾线臂621和夹线头622之间形成包围连接轴623的周向间隙621,勾线杆62连接有驱动其摆动的摆臂驱动63,更优选的,绕线机构6还包括导向勾线杆62二维运动的勾线杆导向组件64和勾线杆限位件66,这样可以使得勾线杆62的运动更稳定,工作更持久。进一步地,勾线杆62与勾线杆导向组件64之间可以设置连接件65增加勾线杆62的转动稳定性和伸缩行程。绕线机构6工作时,转动驱动61驱动勾线杆62的周向间隙621端预先伸入磁环100下方进入待勾线位,待线材越过勾线杆62穿过磁环100后,摆臂驱动63驱动勾线杆62摆动,线材贴靠勾线杆62表面,位于夹线头622与勾线臂621的开口处,勾线杆62在转动驱动61的驱动下回缩使线材卡入周向间隙621中,勾线杆62继续在转动驱动61的驱动下上升并伸出至磁环100的上方,在这个过程中,线材绕连接轴623在周向间隙621中翻转,从而将线材由磁环100下环面翻转至磁环上环面,钩针54可以钩线。勾线杆62具有让位钩针54的凹位620,便于更快地钩线绕线。
优选的,转料机构3包括设于机架1上的转料导向组件31,转料导向组件31的活动终端设有转料臂32和转料手33,转料臂32连接有驱动其升降平移的转料旋转驱动34。转料臂32偏心连接转料旋转驱动34,从而实现一个动力驱动转料臂32实现二维的运动,转料导向组件31提高转料臂32的运动稳定性,便于精准定位。
优选的,送线机构4包括设于机架1上的送线驱动41,导线结构42,放线检测结构43和断线结构44,送线驱动41的出线端设有送线嘴45,该放线检测结构43包括受传送中线材的摩擦力影响而转动的感应件431和检测感应件431的检测器432,该感应件431具有至少一个检测标识4311。更优选地,感应件431由转动件433带动旋转,转动件433具有与线材接触的摩擦转动面4331,同时,放线检测结构43还具有可以调整的束线孔434,保证线材与转动件433的抵接,有效带动感应件431转动,这样,感应件431可以设计为片状,提高检测灵敏度。线材传送过程中,带动感应件431转动,从而使得感应件431保持一定频率被检测器432检测到,一旦发生断线或堵线,感应件431无法转动,检测器432检测到感应件431发生异常,就可以反馈信号给PLC报警并停止工作,便于及时处理故障。对应双线时,感应件431、转动件433和束线孔434分别对应为两组,可以独立检测每一根线,任何一根线断线都可以报警,避免错误绕成单线,出线产品质量问题。
进一步的,机架1设有能够驱动送线驱动41、断线结构44和送线嘴45绕磁环100旋转的避让旋转驱动46,这样在绕线排线时,送线嘴45不会影响排线。
更进一步地,送线驱动41包括驱动电机、连接电机输出端的主动送线导轮411和配合主动送线导轮411夹持并传送线材的从动送线导轮412,该从动送线导轮412弹性连接于其安装底座,具体为从动送线导轮412通过弹簧和螺栓连接于安装底座,在线径发生变化时,从动导轮412可以自适应的调整与主动送线导轮411的间距,保证送线的顺畅。
排线机构5包括夹持并带动磁环旋转排线的夹持轮组51,夹持轮组51连接有驱动其旋转的排线驱动52和调整夹持轮组51中心位置的平移驱动53,该平移驱动53同时控制夹持轮组51夹持磁环,机架1设有从夹持轮组51夹持的磁环100下方穿过磁环伸缩的钩针54和驱动钩针54伸缩的钩针驱动55。优选的,夹持轮组51中的每个夹持轮通过万向杆连接排线驱动52和平移驱动53,更有利于自由准确调整夹持轮组51所夹持的磁环100的中心位置,从而适应磁环100的排线变化中心位置。
本发明工作时,启动控制系统7,下料机构2送磁环至下料槽的上位料,转料机构3转料至夹持轮组51的排线工位,磁环的平移驱动53控制夹持轮组51夹住磁环100并定位中心位置,送线机构4送线,线材由送线嘴45送线穿过被夹持的磁环100,并伸至磁环100下方,绕线机构6工作,将磁环100下方的绕线翻转至磁环100上方并横置,钩针驱动55驱动钩针54由磁环100中心伸出,勾线至磁环100下方,完成一次绕线,在排线驱动52的驱动下磁环100保持旋转,循环绕线动作,完成磁环的排线。在排线过程中,磁环可以自适应调整中心位置,送线嘴45可以绕磁环100微转动而避让排线,保证磁环的排线更美观,质量更好。
- 一种针式绕线机上过桥钩线机构
- 钩针式电感绕线机用绕线装置