一种航空航天专用焊接工装
文献发布时间:2023-06-19 18:27:32
技术领域
本发明属于焊接工装技术领域,具体为一种航空航天专用焊接工装 。
背景技术
现有的技术领域中,传统的航空航天用连接器焊接是平放或者竖放在工作台上进行焊接,但是对于特殊连接器(圆形、微矩形、不规则连接器等)及元器件,当无法放置在工作台上,或者放置角度原因导致无法进行焊接工作,会引起连接器焊接质量差,焊点出现夹杂、缩孔、砂眼、焊料突尖、料堆积等现象,影响焊接性能;甚至会烫伤导线导致导线破皮、短接等现象,无法保证航空线束的电性能及绝缘性能的完好;亦会烫伤连接器、各类元器件等,导致被焊成品出现问题无法使用等现象。当被焊的特殊连接器无法固定在工作台合适的角度上进行焊接时,传统的工艺方法是一手拿连接器,一手拿烙铁,焊锡放置在工作台上,用烙铁头蘸焊锡后再去焊接,或者需要其余工人来配合焊接,一人按着被焊特殊连接器,另一人一手拿焊锡丝,一手拿烙铁区焊接,但仍无法避免手抖而导致的焊接质量不合格的问题,因此传统的焊接方法无法满足对现有航空航天特殊连接器及元器件的焊接要求,航空航天产品在焊接加工时由于受焊接工装和工艺的影响,不可避免会有导线烫伤或者破皮等现象,使得线束安全性能受影响,或者成品在焊接时由于损坏且长时间使用,导致无法保证正常情况下的稳定工作,甚至会发生火灾等威胁生命安全的事情。飞机每十年大修一次,就是排查这种安全隐患,以免在导线受损的情况下,线束电性能会因此出错。倘若飞机或航天产品正在高空工作时,机上设备或线束任意一处有烫伤或者破皮均有可能发生不安全事故,甚至发生触电、火灾等现象,危及在座人员的生命安全。
针对以上现有技术中存在的不足,目前急需对现有技术进行改进。
发明内容
本发明的目的在于提供一种航空航天专用焊接工装 ,以解决上述背景技术中提出的问题。
为了实现上述目的,本发明提供如下技术方案:一种航空航天专用焊接工装,包括有第一半圆夹具、第二半圆夹具和主插销,所述第一半圆夹具和第二半圆夹具结构相同且顶部和底部分别设有两级方形台阶和四级弧形台阶,所述第一半圆夹具和第二半圆夹具表面均开设有相互对齐的主插销孔和定位孔,所述主插销贯穿第一半圆夹具和第二半圆夹具的主插销孔,所述主插销的一端一体连接有左手柄,所述主插销的另一端螺纹连接有右手柄,所述主插销的表面套设有弹性顶撑于第一半圆夹具和第二半圆夹具之间的弹簧,所述第一半圆夹具和第二半圆夹具通过安插于定位孔中的定位防偏转。
优选的,所述第一半圆夹具和第二半圆夹具的外部设置有支座,所述支座的顶部开设有分别套设于主插销两端的主插销孔,所述右手柄和左手柄均位于支座的外侧。
优选的,所述支座上开设有若干沿弧形轨迹分布的定位孔,所述弧形轨迹与定位孔绕主插销的旋转轨迹同心且部分重合,所述第一半圆夹具和第二半圆夹具通过定位插销插入定位孔中调节绕主插销的偏转角度。
优选的,所述第一半圆夹具和第二半圆夹具由胶木材质制成。
优选的,所述支座由硬铝材质制成。
本发明的有益效果如下:
1、本发明的半圆型夹具是胶木材质,该胶木是由酚醛夹布胶木棒加工而成,具有抗压强度大;耐磨;重量轻;使用寿命长;能承受冲击载荷等特点。在实际应用过程中,被焊成品不会因为夹紧而磨损或者损坏被焊成品,保证了被焊成品的外观质量,同时该胶木使用寿命长,不易磨损,故该胶木所制的半圆型夹具在长期使用过程中不会发生变形或者磨损等现象,保证了被焊成品的质量。
2、本发明的半圆夹具是是由左右两块胶木组成,通过与主插销和定位插销的连接,将被焊成品夹紧。在实施过程中,被焊成品的外形及尺寸规格各不相同,可通过调整半圆夹具来达到使用要求。半圆夹具上的弧形台阶是专门用来夹紧外形有圆弧型尺寸的各类成品,圆形连接器、射频连接器等;半圆夹具上的方形台阶是专门用来夹紧外形有平面尺寸的各类成品,比如矩形连接器、航天用微型连接器等。且弧形台阶有4种不同的尺寸,方形台阶有2种不同的尺寸,可根据各类成品外形大小选择,当然如果这几种尺寸不合适时,亦可通过调整两个半圆夹具之间的距离达到最终适合的尺寸,避免了来回换焊接工装而浪费实际,缩短了了产品生产周期,保证了产品的交付进度。
3、本发明的半圆夹具通过与主插销和定位插销的连接,将被焊成品夹紧。在实施过程中,主插销主要连接着两个半圆夹具和支座,起到固定作用。同时定位插销穿过两个半圆夹具的定位孔,主要是防止两个半圆夹具产生沿Z轴的相对转动,避免引起被焊成品的磨损或者损伤,保证了被焊成品的安全。
4、本发明的左手柄与主插销是连接在一体的,但是右手柄与主插销是通过螺纹连接的,当两个半圆夹具之间的距离需要根据被焊成品的尺寸调整时,可通过旋转右手柄来实现夹紧或松开,螺纹连接调整快速且精度高,保证了所有不同规格的被焊成品均可以在该焊接工装上使用。
5、本发明的弹簧是装在主插销上,且在两个半圆夹具之间,主要对焊接工装的两个半圆夹具起到复位的作用,在使用过程中,右手柄与主插销是通过螺纹连接的,当旋转右手柄松开时,避免了两个半圆夹具因长期夹紧无法恢复原位置的情况,保证了焊接工装使用的可靠性及耐用性。
6、本发明的定位插销的一端安装在右半圆夹具的定位孔中,另一端安装在支座的定位孔中,在实际使用中,主要作用是调整半圆夹具夹紧被焊成品后沿Z轴的旋转角度,当选好角度将定位插销固定在支座的定位孔中,便可保证焊接角度合适且不会偏移,方便工人在焊接时找个自己适宜的焊接角度,避免了因角度不适问题引起的导线烫伤或破皮现象,以及成品件损坏等影响安全性能的各种问题和缺陷,保证焊接产品的焊接质量。
7、本发明的支座是硬铝材质,主要是支撑焊接夹具及相关部件,支座上有多处定位孔均匀排布,方便工人调整好焊接夹具角度后及时固定,避免焊接角度偏移。同时支座也解决焊接夹具的配重问题,因焊接工装的两个半圆夹具是胶木材质,重量轻,工人在焊接过程中难免会因用力过大而使焊接工装移位,选择硬铝材质的支座,解决了工装太轻导致移位的现象,避免焊接工装移位引起的焊接导线烫伤或者焊接质量不合格问题,更保证了被焊成品的质量。
附图说明
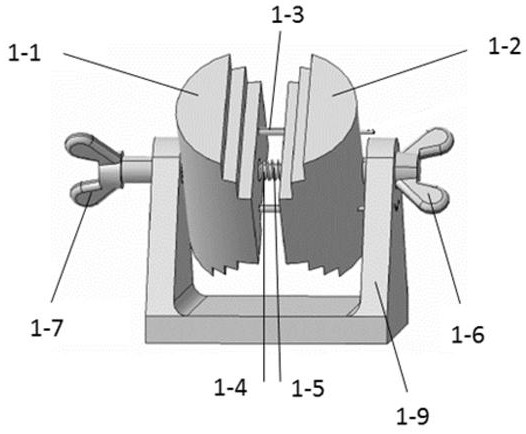
图1为本发明的工装组合体结构示意图。
图2为本发明的焊接夹具结构示意图。
图3为本发明的焊接夹具中插销位置示意图。
图4为本发明的主插销结构示意图。
图5为本发明的零部件组装结构示意图。
图6为本发明的支座结构示意图。
图中:1-1、第一半圆夹具;1-1a、弧形台阶;1-1b、方形台阶;1-2、第二半圆夹具;1-2a、主插销孔;1-2b、定位孔;1-3、定位插销;1-4、弹簧;1-5、主插销;1-6、右手柄;1-7、左手柄;1-9、支座;1-9a、主插销孔;1-9b、定位孔。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,为本发明的工装组合体结构图。
如图2所示,左右半圆夹具1-1、1-2是胶木材质,该胶木是由酚醛夹布胶木棒加工而成,有抗压强度大;耐磨;重量轻;使用寿命长;能承受冲击载荷等特点。在使用半圆夹具1-1、1-2夹紧被焊成品时,不会因为夹紧而磨损或者损坏被焊成品,保证了产品的外观质量,同时该胶木使用寿命长,不易磨损,在长期使用过程中夹具1-1、1-2不会发生变形或者磨损等现象,从而避免夹具对被焊成品的磨损及不利影响,从而更好的保证了被焊成品的质量。
如图2所示,半圆夹具1-1、1-2是是由左右两块胶木组成,通过与主插销1-5和定位插销1-32个的连接,将被焊成品夹紧。在实施过程中,根据被焊成品的外形及尺寸规格的不同,可随意调整半圆夹具1-1、1-2。半圆夹具上的弧形台阶1-1a是专门夹紧外形有圆弧型尺寸的各类成品,圆形连接器、射频连接器等;半圆夹具上的方形台阶1-1b是专门夹紧外形有平面尺寸的各类成品,比如矩形连接器、航天用微型连接器等。且弧形台阶1-1a有4种不同的尺寸,可根据各类成品外形大小选择;方形台阶1-1b有2种不同的尺寸,可根据各类成品外形大小选择,当然若这几种尺寸不合适时,亦可通过调整两个半圆夹具1-1、1-2之间的距离达到最终适合的尺寸,避免了在实际应用中出现不同外形及尺寸规格的被焊成品来回调换时,导致的不停更换焊接工装,从而减少不必要的工时浪费,缩短了了产品生产周期,保证了产品的交付进度。
如图2、3所示,半圆夹具1-1、1-2通过与主插销1-5和定位插销1-32个的连接,将被焊成品夹紧。在实施过程中,主插销1-5需从半圆夹具1-1、1-2的主插销孔1-2a中穿过,用来固定两个半圆夹具1-1、1-2在同一轴线上;同时定位插销1-32个也需穿过半圆夹具1-1、1-2的定位孔1-2b,主要是防止两个半圆夹具1-1、1-2产生沿Z轴的相对转动,故避免了两个半圆夹具相对转动时对被焊成品的磨损或者损伤,保证了被焊成品的安全。
如图4、5所示,左手柄1-7与主插销1-5是连接在一体的,右手柄1-6与主插销1-5是通过螺纹连接的,当两个半圆夹具1-1、1-2之间的距离需要根据被焊成品的尺寸调整时,可通过旋转右手柄1-6来实现夹紧或松开,螺纹连接调整快速且精度高,保证了所有不同规格的被焊成品均可以在该焊接工装上使用。同时在主插销1-5上安装了弹簧1-4,且弹簧1-4装在两个半圆夹具1-1、1-2之间,主要对焊接工装的两个半圆夹具1-1、1-2起到复位的作用,在使用过程中避免了因长期处于夹紧状态的两个半圆夹具1-1、1-2在旋转右手柄1-6松开时无法恢复原位置,保证了焊接工装使用的可靠性及耐用性。
如图5、6所示,定位插销1-3的一端安装在右半圆夹具1-2的定位孔1-2b中,另一端安装在支座1-9的定位孔1-9b中,在实际使用中,主要作用是调整半圆夹具夹紧被焊成品后沿Z轴的旋转角度,可选好角度并将定位插销1-8固定在定位孔1-9b中,便可保证焊接角度合适且不会偏移,方便工人在焊接时找个自己适宜的焊接角度,或者找到合适的光线位置,避免了焊接过程中因为焊接工装角度不适问题引起的导线烫伤或破皮现象,以及成品件损坏等影响安全性能的各种问题和缺陷,保证焊接产品的焊接质量。
如图6所示,支座1-9是硬铝材质,主要是支撑焊接夹具及相关部件,支座1-9上有多处定位孔1-9b均匀排布,可方便工人在选好角度焊接角度时,将定位插销1-3固定在定位孔1-9b中,保证焊接角度正确且不会偏移。同时支座1-9也解决焊接夹具的配重问题,因焊接工装的两个半圆夹具1-1、1-2是胶木材质,虽体积大但是重量轻,工人在焊接过程中难免会因用力过大而使焊接工装移位的现象,为了避免焊接工装移位引起的焊接导线烫伤或者焊接质量不合格问题,需给焊接工装配重,使在正常情况下不会因为工人焊接用力而发生不必要的质量问题,因此选择硬铝材质的支座,避免了工装太轻移位现象,更保证了被焊成品的质量。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种高效的骨架整体焊接专用工装
- 一种手工装烟专用工装
- 一种航空航天用的新型模具加工装置
- 一种超导铌腔的腔体与束管电子束焊接用专用工装及焊接方法
- 一种用于筒子组件的专用定位旋转焊接工装及焊接方法