一种用于JDB滑动轴承自动镶嵌石墨机的混胶及点胶装置和使用方法
文献发布时间:2023-06-19 18:29:06
技术领域:
本发明涉及对JDB滑动轴承涂胶水的装置,在自动镶嵌石墨机上使用。该装置主要解决胶水堵塞及点胶和混胶不均的情况。
背景技术:
JDB滑动轴承是在高力黄铜的轴套或滑板基体上打上孔,孔中镶嵌固体润滑剂——石墨粒的一种高性能滑动轴承。它突破了一般轴承依靠润滑油润滑的局限。在使用过程中,通过摩擦热使固体润滑剂的石墨与轴摩擦,在摩擦副中形成油、石墨粉末并存润滑的优异环境,它既保护轴少磨损,又使固体润滑特性长期保存。其加工工序是:在高力黄铜基体上有规律地打孔;将石墨粉末与胶水搅拌均匀后压成圆柱体,在基体的孔中涂上胶水,将圆柱体的石墨颗粒嵌入铜基体的孔内,将镶嵌完成的产品放入干燥箱加热烘干,使石墨粒固定在铜基体的孔内,加工成符合要求的滑动轴承。但原有在基体的孔中涂胶水的装置,在使用过程中一直存在着点胶不均匀的问题:在干燥箱加热后,在胶水较多的位置胶水不固化;胶水少的位置结合力不强;国内现已有自润轴承自动点胶装置的研发,如专利CN209753295U用于自润轴承轴套工件石墨孔的蠕动式自动点胶装置,在该涂胶装置中,胶水对铜基轴套工件的石墨孔进行涂覆,但该装置是在混胶后通过挤压软管点涂的方式点胶,出胶方式是在所述点胶针头表面分布有一个出胶孔或是多个出胶孔,由于出胶孔细小,胶水流量小流动性差,易堆积,容易造成胶水堵塞,特别是当采用快干胶水时,堵塞情况尤为严重,出胶量越来越少,粘结强度不够,甚至不能工作。且一旦出胶孔堵塞会导致软管爆裂。清洗也非常困难,需零部件全部拆下,浸泡在清洗液中5小时左右再清洗。对于在出胶的管道中,易出现胶水堵塞或出胶量少,造成石墨粒与铜基体孔的粘结力不强和质量不稳定的情况,急需解决混胶、点胶不均匀以及胶水堵塞及固化时间长的问题。
发明内容:
本发明的目的在于提供一种结构简单、使用方便、涂胶均匀、所涂的胶水使石墨粒与铜基体孔的粘结力强,出胶速度稳定、出胶口及输送胶水的管道不容易堵塞的一种用于JDB滑动轴承自动镶嵌石墨机的混胶及点胶装置和使用方法。
为了达到上述目的,本发明的技术方案:其特征是它包括有一底板,在底板上安装有胶管支撑座、移动点胶气缸、移动点胶底板,在移动点胶气缸上固定有支撑座,支撑座上依次连接有直流电机、联轴器、动态三通、锥度螺帽、动态混胶装置、快拧接头、可弯曲的胶管、点胶头,所述的动态混胶装置,包括混胶装置外壳,混胶装置外壳内安装有与联轴器连接的搅拌轴,搅拌轴上固定有螺旋形的搅拌叶片,搅拌叶片的旋向是利于将胶水推向点胶头,其中点胶头通过移动点胶底板上的支撑板固定,在点胶头前端的外圆面上开有出胶槽,移动点胶气缸的活塞杆前端与移动点胶底板连接,在活塞杆的带动下,移动点胶底板及点胶头一起前后移动,所述的动态三通上连接有清洗液胶管,以及为点胶头提供胶水的A胶水管和B胶水管。
所述的点胶气缸的活塞杆上套有缓冲弹簧、在缓冲弹簧前面的活塞杆上固定有向下有凸块的限位块,在底板上设有凸台,并通过底板上的凸台,与限位块上的凸块一起来限制活塞杆前移的距离,以及缓冲弹簧起到对限位块回位时的缓冲作用。
所述出胶槽在点胶头前端向上的外圆面上,以增加胶水流动性不易堵塞,在点胶头与工件孔的定位中,采用点胶头中心偏上于工件孔中心,利用挤出出胶槽的胶水向下流出的原理,同时点胶头推入工件孔内,剐蹭着胶,使工件孔内壁均匀覆胶。
所述的胶管、A胶水管、B胶水管、清洗液胶管均为可自由弯曲的塑料或橡胶软管。
一种用于JDB滑动轴承自动镶嵌石墨机的混胶及点胶装置的使用方法:将先前推胶阀送过来的胶水A、胶水B分别导入A胶管、B胶管内,胶水流至动态三通内,直流电机带动联轴器及动态混胶装置内的搅拌轴和搅拌叶片转动,将胶水搅拌均匀,并向点胶头推送,同时移动点胶气缸带动点胶底板向前推进,通过限位块确定点胶头前端进入工件孔内的深度,同时带动点胶头将胶水挤入工件孔内,完成一个孔的点胶和涂胶步骤,然后由移动点胶气缸将活塞杆拉回,工件转动到下一个需要涂胶的孔并对准点胶头开始下一个涂胶工序,依次循环;在混胶、点胶工作完成后,在清洗液胶管内注入清洗液,并启动混胶及点胶装置将各管道内剩余的胶水清除干净,以防止在下次使用时,管道内剩余胶水的固化和堵塞。
根据上述设计的一种用于JDB滑动轴承自动镶嵌石墨机的混胶及点胶装置和使用方法,其动态混胶装置及出胶方式解决了胶水流动性差,混胶点胶不均及堵塞的问题。改进后的混胶点胶装置具有:①混胶均匀,结合力稳定,保证产品质量;②胶水点涂均匀,结合力稳定;③清洗方便(清洗阀打开冲洗即可),防止在下次使用时,管道内剩余胶水的固化和堵塞,提高了生产效率。④混胶管行程短,减少胶水浪费;⑤该装置适用于快干环氧树脂胶水,也适用于普通型环氧树脂胶水,能在自然环境下固化,节省了原来需要加热工件固化胶水的能源损耗。
附图说明
图1是用于JDB滑动轴承自动镶嵌石墨机的混胶及点胶装置的主视图;
图2是图1的俯视图;
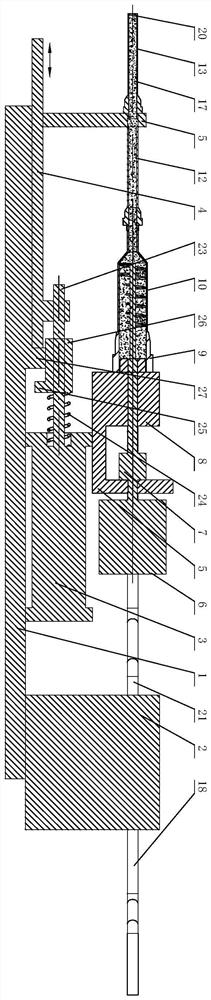
图3是图1水平方向的剖面图;
图4是涂胶时的立体图;
图5是点胶头在工件孔中涂胶时的位置放大图。
图中:1、底座板;2、胶管支撑座;3、移动点胶气缸;4、移动点胶底板;5、支撑座;6、直流电机;7、连轴器;8、动态三通;9、锥度螺帽;10、动态混胶装置;11、快拧接头;12、胶管;13、点胶头;14、混胶装置外壳;15、搅拌轴;16、搅拌叶片;17、胶水;18、清洗液胶管;19、支撑板;20、出胶槽; 21、A胶水管;22、B胶水管;23、活塞杆;24、缓冲弹簧;25、凸块;26、限位块;27、凸台;28、工件孔;29、清洗阀。
具体实施方式:
下面结合附图对本发明作进一步的描述。
图1至图3是用于JDB滑动轴承自动镶嵌石墨机的混胶及点胶装置的结构示意图。从图中看出,它包括有一底板1,在底板1上安装有胶管支撑座2、移动点胶气缸3、移动点胶底板4 ,在移动点胶气缸3上固定有支撑座5,支撑座5上依次连接有直流电机6、联轴器7、动态三通8、锥度螺帽9、动态混胶装置10、快拧接头11、可弯曲的胶管12、点胶头13,所述的动态混胶装置10,包括混胶装置外壳14,混胶装置外壳14内安装有与联轴器7连接的搅拌轴15,搅拌轴15上固定有螺旋形的搅拌叶片16,搅拌叶片16的旋向是利于将胶水17推向点胶头13。其中点胶头13通过移动点胶底板4上的支撑板19固定,在点胶头13前端的外圆面上开有出胶槽20。在移动点胶气缸3的活塞杆23前端与移动点胶底板4连接,在活塞杆23的带动下,移动点胶底板4及点胶头13一起前后移动。所述的动态三通8上连接有清洗液胶管18,以及为点胶头13提供胶水18的A胶水管20和B胶水管21。所述的点胶气缸3的活塞杆22上套有缓冲弹簧24、在缓冲弹簧24前面的活塞杆23上固定有向下有凸块25的限位块26,在底板1上设有凸台27,并通过底板1上的凸台27与限位块26上的凸块24一起来限制活塞杆23前移的距离,即点胶头13的伸出距离,以及缓冲弹簧24起到对限位块26回位时的缓冲作用。以上所述的胶管12、A胶水管21、B胶水管22、清洗液胶管18均为可自由弯曲的塑料或橡胶软管。
使用方法:将先前推胶阀(图中未表示)送过来的胶水A、胶水B分别导入A胶水管21、B胶水管22内的胶水流动至动态三通8内时,直流电机6带动联轴器7及动态混胶装置10转动,将胶水17搅拌均匀并向前推送,移动点胶气缸3带动移动点胶底板4向前推进,限位块26确定点胶头13进入工件孔28内的深度,再带动点胶头13将胶水17推入工件孔28内,确保工件孔28内全部涂到均匀的胶水17,如图4所示。其中所述出胶槽20在点胶头13前端向上的外圆面上,以增加胶水17流动性不易堵塞,在点胶头13与工件孔28的定位中,采用点胶头13中心偏上于工件孔28中心,偏心距E,利用挤出出胶槽20的胶水17向下流挂的现象,同时点胶头13推入工件孔28内,剐蹭着胶,使工件孔28内壁均匀覆胶胶水17如图5所示。当在混胶、点胶工作完成后,打开清洗阀29在清洗液胶管18内注入清洗液,并启动混胶及点胶装置将各管道内剩余的胶水清除干净,以防止在下次使用时,管道内剩余胶水的固化和堵塞。
- 一种用于凹型空间点胶后的胶量检测装置
- 一种用于注塑模具的进胶装置及其使用方法
- 一种点胶控制方法以及点胶装置、计算机可读存储介质
- 一种点胶机的点胶针的基准位置自动对准方法及装置
- 一种用于胶冷线胶桌自动输送设备
- 一种全自动制胶机用胶点循环储存装置
- 一种全自动制胶机用胶点循环储存装置