一种尿袋导管组装用的组装设备及其方法
文献发布时间:2023-06-19 19:40:14
技术领域
本发明涉及尿袋生产技术领域,具体涉及一种尿袋导管组装用的组装设备及其方法。
背景技术
尿袋在医疗、护理等领域应用广泛,可用于行动不便的病人,有利于减轻病人痛苦,降低护理人员的负担。尿袋生产过程中,需要利用组装设备将导管热压在尿袋袋体上。
目前,在对尿袋袋体和导管的组装过程中,一般通过四组气缸分别带动热压夹具将尿袋袋体和导管夹紧和热压。该结构存在以下问题:需要精确控制四组气缸同步移动、同步关闭,控制精度要求高;其次,需要配备多组气缸,生产成本相对较高。
基于此,本发明设计了一种尿袋导管组装用的组装设备及其方法以解决上述问题。
发明内容
针对现有技术所存在的上述缺点,本发明提供了一种尿袋导管组装用的组装设备及其方法。
为实现以上目的,本发明通过以下技术方案予以实现:
一种尿袋导管组装用的组装设备,包括机架,所述机架的左端安装有用于对两层尿袋薄膜进行导料的导料组件;
所述机架的内底部前后两端分别安装有用于将导管分别插入两层尿袋薄膜前后两端之间实现导管上料的上料组件;两组上料组件分别位于尿袋薄膜的前后侧;
所述机架上安装有用于同步将两根导管与尿袋薄膜夹紧和热压的热封组件;
所述机架上还安装有在导管上料前将两层尿袋薄膜张开,在导管上料后、热压之前使两层尿袋薄膜靠近的张开组件;张开组件位于导料组件与热封组件之间。
更进一步的,所述热封组件包括第一横板、第二气缸、上热封板、第一L形齿板、支撑座、第二L形齿板、第一横板、齿圈、横轴和第二横板;机架的上端固定安装有第一横板,第二气缸固定安装在第一横板上,第二气缸的输出端固定连接有第一横板,第一横板远离张开组件的一侧前后两端分别固定连接有第一L形齿板;机架的内底部前后两端分别固定连接有支撑座,两组支撑座之间转动安装有横轴,横轴的前后两端分别固定连接有齿圈,前后两组第一L形齿板分别与前后两组齿圈的一端啮合连接,第二横板远离张开组件的一侧前后两端分别固定连接有第二L形齿板,前后两组第二L形齿板分别与前后两组齿圈的另一端啮合连接;第一横板的底部前后两端分别固定安装有上热封板,第二横板的顶部前后两端分别固定安装有下热封板;上热封板与下热封板一一上下对应。
更进一步的,两组安装板的底部分别固定连接有导向杆,第二横板的前后两端分别与导向杆滑动连接。
更进一步的,所述导料组件包括安装板、第二横杆、第三横杆、第四横杆、第五横杆、限位座和固定件;两组安装板分别固定安装在机架的左端前后侧壁上,两组安装板之间固定安装有第二横杆、第五横杆、第三横杆和第四横杆,第二横杆和第五横杆位于第三横杆和第四横杆的左侧,第二横杆位于第五横杆的正上方,第三横杆位于第四横杆的正上方;所述第二横杆和第五横杆的前后两端上滑动安装有两组限位座,第三横杆和第四横杆的前后两端上滑动安装有两组限位座,限位座的顶部分别安装有用于对限位座的位置进行限位固定的固定件。
更进一步的,两层尿袋薄膜分别穿过第二横杆与第五横杆之间,且两层尿袋薄膜位于前后两组限位座之间;一层尿袋薄膜位于第三横杆的上方,另一层尿袋薄膜穿过第三横杆与第四横杆之间,且两层尿袋薄膜位于前后两组限位座之间。
更进一步的,所述张开组件包括n形板、第四气缸、第三横板和第一横杆;第三横板固定安装在机架的上端,第四气缸固定安装在第三横板上,第四气缸的输出端固定连接有n形板,n形板的下端前后内壁之间固定连接有第一横杆,第一横杆位于两层尿袋薄膜之间。
更进一步的,所述上料组件包括直震上料罩、第一气缸、安装板、第二气缸、出料孔、推动柱、活动孔、进料孔和滑动孔;直震上料罩的一端固定安装在安装板上,安装板固定安装在机架上,直震上料罩靠近尿袋薄膜的一端固定连接有方形框,方形框固定安装在安装板上,方形框上开设有配合直震上料罩进料的进料孔;第一气缸固定安装在安装板上,第一气缸的输出端朝向靠近尿袋薄膜的一侧设置,且第一气缸的输出端上固定连接有推动柱,方形框上开设有配合推动柱穿过的活动孔,方形框上还开设有配合导管出料的出料孔,出料孔与活动孔前后对应;第二气缸固定安装在安装板上,第二气缸的输出端的移动方向与直震上料罩的导管上料方向垂直。
更进一步的,所述第二气缸的输出端固定连接有L形板,方形框上开设有配合L形板穿过的滑动孔,L形板靠近直震上料罩一端的侧壁与方形框的内壁贴合滑动连接。
本发明还提供了一种所述的尿袋导管组装用的组装设备的使用方法,包括以下步骤:
步骤一、通过导料组件对两层尿袋薄膜一同导料至张开组件;
步骤二、启动第四气缸带动n形板和第一横杆向上移动设定距离,第一横杆带动上层的尿袋薄膜与下层的尿袋薄膜间距增加,将两层尿袋薄膜张开,通过前后两组上料组件将导管分别插入两层尿袋薄膜前后两端之间;
步骤三、对导管上料时,先启动直震上料罩将单个导管导入方形框内,再启动第二气缸带动L形板移动,L形板将导管推至推动柱的一侧,之后启动第一气缸带动推动柱推动导管从出料孔出料至两层尿袋薄膜之间,从而完成导管的上料;
步骤四、启动第四气缸带动n形板和第一横杆向下移动设定距离,第一横杆带动上层的尿袋薄膜与下层的尿袋薄膜间距减小,使得两层尿袋薄膜靠近;
步骤五、热压时,启动第二气缸带动第一横板向下移动设定距离,第一横板带动两组第一L形齿板向下移动,两组第一L形齿板分别带动齿圈转动,两组齿圈分别带动第二L形齿板向上移动,两组第二L形齿板带动第二横板向上移动设定距离,第一横板带动上热封板向下移动设定距离,第二横板带动下热封板向上移动设定距离,使得上热封板和下热封板将导管与尿袋薄膜夹紧,之后启动上热封板和下热封板进行热压,即完成尿袋导管的组装。
有益效果
本发明通过导料组件对两层尿袋薄膜一同导料至张开组件,在启动上料组件之前,张开组件将两层尿袋薄膜张开,通过前后两组上料组件将导管分别插入两层尿袋薄膜前后两端之间,实现导管的上料,之后张开组件复位使得两层尿袋薄膜靠近,保证热压工序中两层尿袋薄膜相贴合,再启动热封组件同步将两根导管与尿袋薄膜夹紧和热压,即完成尿袋导管的组装。
本发明通过一组热封组件可同步实现将两根导管与尿袋薄膜夹紧和热压,相对于现有技术中需配备多组气缸,生产成本相对更低;同时,本发明相对于现有技术中需要精确控制四组气缸同步移动、同步关闭,控制精度要求更低。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
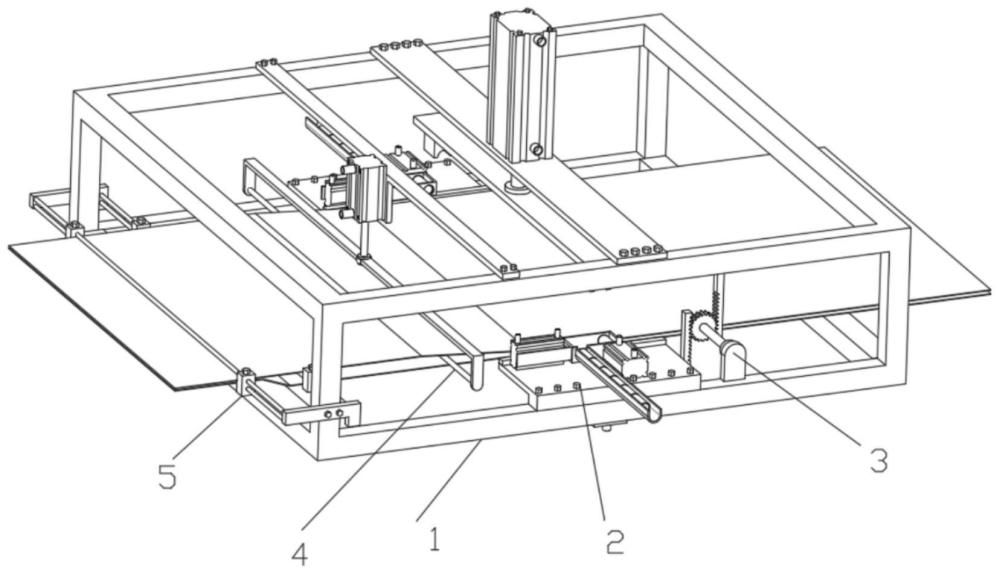
图1为本发明的一种尿袋导管组装用的组装设备主体结构立体图一;
图2为本发明的一种尿袋导管组装用的组装设备结构正视图;
图3为本发明的一种尿袋导管组装用的组装设备结构左视图;
图4为本发明的一种尿袋导管组装用的组装设备主体结构立体图二;
图5为本发明的一种尿袋导管组装用的组装设备主体结构立体图三;
图6为本发明的一种尿袋导管组装用的组装设备主体结构立体图四;
图7为沿着图2的A-A方向剖视图;
图8为图5中B处的放大图。
图中的标号分别代表:
1.机架2.上料组件21.直震上料罩22.第一气缸23.安装板24.第二气缸25.出料孔26.推动柱27.活动孔28.进料孔29.L形板210.滑动孔211.方形框3.热封组件31.第一横板32.第二气缸33.上热封板34.第一L形齿板35.支撑座36.第二L形齿板37.第一横板38.齿圈39.横轴310.导向杆311.第二横板312.下热封板4.张开组件41.n形板42.第四气缸43.第三横板44.第一横杆5.导料组件51.安装板52.第二横杆53.第三横杆54.第四横杆55.第五横杆56.限位座57.固定件。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
下面结合实施例对本发明作进一步的描述。
实施例1
请参阅说明书附图1-7,一种尿袋导管组装用的组装设备,包括机架1,机架1的左端安装有用于对两层尿袋薄膜进行导料的导料组件5;
机架1的内底部前后两端分别安装有用于将导管分别插入两层尿袋薄膜前后两端之间实现导管上料的上料组件2;两组上料组件2分别位于尿袋薄膜的前后侧;
机架1上安装有用于同步将两根导管与尿袋薄膜夹紧和热压的热封组件3;
机架1上还安装有在导管上料前将两层尿袋薄膜张开,在导管上料后、热压之前使两层尿袋薄膜靠近的张开组件4;张开组件4位于导料组件5与热封组件3之间;
本发明通过导料组件5对两层尿袋薄膜一同导料至张开组件4,在启动上料组件2之前,张开组件4将两层尿袋薄膜张开,通过前后两组上料组件2将导管分别插入两层尿袋薄膜前后两端之间,实现导管的上料,之后张开组件4复位使得两层尿袋薄膜靠近,保证热压工序中两层尿袋薄膜相贴合,再启动热封组件3同步将两根导管与尿袋薄膜夹紧和热压,即完成尿袋导管的组装;
本发明通过一组热封组件3可同步实现将两根导管与尿袋薄膜夹紧和热压,相对于现有技术中需配备多组气缸,生产成本相对更低;同时,本发明相对于现有技术中需要精确控制四组气缸同步移动、同步关闭,控制精度要求更低;
热封组件3包括第一横板31、第二气缸32、上热封板33、第一L形齿板34、支撑座35、第二L形齿板36、第一横板37、齿圈38、横轴39和第二横板311;机架1的上端固定安装有第一横板31,第二气缸32固定安装在第一横板31上,第二气缸32的输出端固定连接有第一横板37,第一横板37远离张开组件4的一侧前后两端分别固定连接有第一L形齿板34;机架1的内底部前后两端分别固定连接有支撑座35,两组支撑座35之间转动安装有横轴39,横轴39的前后两端分别固定连接有齿圈38,前后两组第一L形齿板34分别与前后两组齿圈38的一端啮合连接,第二横板311远离张开组件4的一侧前后两端分别固定连接有第二L形齿板36,前后两组第二L形齿板36分别与前后两组齿圈38的另一端啮合连接;第一横板37的底部前后两端分别固定安装有上热封板33,第二横板311的顶部前后两端分别固定安装有下热封板312;上热封板33与下热封板312一一上下对应;
优选的,两组安装板23的底部分别固定连接有导向杆310,第二横板311的前后两端分别与导向杆310滑动连接;
热压时,启动第二气缸32带动第一横板37向下移动设定距离,第一横板37带动两组第一L形齿板34向下移动,两组第一L形齿板34分别带动齿圈38转动,两组齿圈38分别带动第二L形齿板36向上移动,两组第二L形齿板36带动第二横板311向上移动设定距离,第一横板37带动上热封板33向下移动设定距离,第二横板311带动下热封板312向上移动设定距离,通过上热封板33和下热封板312的配合将导管与尿袋薄膜夹紧,之后启动上热封板33和下热封板312进行热压,即完成尿袋导管的组装;
本发明通过一组第二气缸32可同步实现将两根导管与尿袋薄膜夹紧和热压,相对于现有技术中需配备多组气缸,生产成本相对更低;同时,本发明相对于现有技术中需要精确控制四组气缸同步移动、同步关闭,控制精度要求更低;
导料组件5包括安装板51、第二横杆52、第三横杆53、第四横杆54、第五横杆55、限位座56和固定件57;两组安装板51分别固定安装在机架1的左端前后侧壁上,两组安装板51之间固定安装有第二横杆52、第五横杆55、第三横杆53和第四横杆54,第二横杆52和第五横杆55位于第三横杆53和第四横杆54的左侧,第二横杆52位于第五横杆55的正上方,第三横杆53位于第四横杆54的正上方;第二横杆52和第五横杆55的前后两端上滑动安装有两组限位座56,第三横杆53和第四横杆54的前后两端上滑动安装有两组限位座56,限位座56的顶部分别安装有用于对限位座56的位置进行限位固定的固定件57;
优选的,固定件57采用限位螺钉,固定件57与限位座56螺纹连接,拧紧固定件57时,固定件57与第三横杆53贴合接触,或固定件57与第二横杆52贴合接触,从而实现将限位座56的位置进行固定;
两层尿袋薄膜分别穿过第二横杆52与第五横杆55之间,且两层尿袋薄膜位于前后两组限位座56之间;
一层尿袋薄膜位于第三横杆53的上方,另一层尿袋薄膜穿过第三横杆53与第四横杆54之间,且两层尿袋薄膜位于前后两组限位座56之间,
通过限位座56对尿袋薄膜进行限位,可根据尿袋薄膜的尺寸调节两组限位座56的距离,再通过拧紧固定件57将限位座56的位置进行固定;
张开组件4包括n形板41、第四气缸42、第三横板43和第一横杆44;第三横板43固定安装在机架1的上端,第四气缸42固定安装在第三横板43上,第四气缸42的输出端固定连接有n形板41,n形板41的下端前后内壁之间固定连接有第一横杆44,第一横杆44位于两层尿袋薄膜之间;
在启动上料组件2之前,启动第四气缸42带动n形板41和第一横杆44向上移动设定距离,第一横杆44带动上层的尿袋薄膜与下层的尿袋薄膜间距增加,将两层尿袋薄膜张开,通过前后两组上料组件2将导管分别插入两层尿袋薄膜前后两端之间,实现导管的上料;
导管上料之后,启动第四气缸42带动n形板41和第一横杆44向下移动设定距离,第一横杆44带动上层的尿袋薄膜与下层的尿袋薄膜间距减小,使得两层尿袋薄膜靠近,保证热压工序中两层尿袋薄膜相贴合,再启动热封组件3同步将两根导管与尿袋薄膜夹紧和热压,即完成尿袋导管的组装。
实施例2
在实施例1的基础上,请参阅说明书附图8,上料组件2包括直震上料罩21、第一气缸22、安装板23、第二气缸24、出料孔25、推动柱26、活动孔27、进料孔28和滑动孔210;直震上料罩21的一端固定安装在安装板23上,安装板23固定安装在机架1上,直震上料罩21靠近尿袋薄膜的一端固定连接有方形框211,方形框211固定安装在安装板23上,方形框211上开设有配合直震上料罩21进料的进料孔28;第一气缸22固定安装在安装板23上,第一气缸22的输出端朝向靠近尿袋薄膜的一侧设置,且第一气缸22的输出端上固定连接有推动柱26,方形框211上开设有配合推动柱26穿过的活动孔27,方形框211上还开设有配合导管出料的出料孔25,出料孔25与活动孔27前后对应;第二气缸24固定安装在安装板23上,第二气缸24的输出端的移动方向与直震上料罩21的导管上料方向垂直;
优选的,第二气缸24的输出端固定连接有L形板29,方形框211上开设有配合L形板29穿过的滑动孔210,L形板29靠近直震上料罩21一端的侧壁与方形框211的内壁贴合滑动连接;
对导管上料时,先启动直震上料罩21将单个导管导入方形框211内,再启动第二气缸24带动L形板29移动,L形板29将导管推至推动柱26的一侧,之后启动第一气缸22带动推动柱26推动导管从出料孔25出料至两层尿袋薄膜之间,从而完成导管的上料;通过设置L形板29可以实现在L形板29推动导管至推动柱26的一侧过程中,将进料孔28堵住,避免导管继续进料;且在第一气缸22带动推动柱26推动导管从出料孔25出料过程中,L形板29对导管的位置进行了一定的限位作用,保证导管出料时的稳定性。
实施例3
在实施例2的基础上,请参阅说明书附图1-8,一种尿袋导管组装用的组装设备的使用方法,包括以下步骤:
步骤一、通过导料组件5对两层尿袋薄膜一同导料至张开组件4;
步骤二、启动第四气缸42带动n形板41和第一横杆44向上移动设定距离,第一横杆44带动上层的尿袋薄膜与下层的尿袋薄膜间距增加,将两层尿袋薄膜张开,通过前后两组上料组件2将导管分别插入两层尿袋薄膜前后两端之间;
步骤三、对导管上料时,先启动直震上料罩21将单个导管导入方形框211内,再启动第二气缸24带动L形板29移动,L形板29将导管推至推动柱26的一侧,之后启动第一气缸22带动推动柱26推动导管从出料孔25出料至两层尿袋薄膜之间,从而完成导管的上料;
步骤四、启动第四气缸42带动n形板41和第一横杆44向下移动设定距离,第一横杆44带动上层的尿袋薄膜与下层的尿袋薄膜间距减小,使得两层尿袋薄膜靠近;
步骤五、热压时,启动第二气缸32带动第一横板37向下移动设定距离,第一横板37带动两组第一L形齿板34向下移动,两组第一L形齿板34分别带动齿圈38转动,两组齿圈38分别带动第二L形齿板36向上移动,两组第二L形齿板36带动第二横板311向上移动设定距离,第一横板37带动上热封板33向下移动设定距离,第二横板311带动下热封板312向上移动设定距离,使得上热封板33和下热封板312将导管与尿袋薄膜夹紧,之后启动上热封板33和下热封板312进行热压,即完成尿袋导管的组装。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不会使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种用于纸盒组装胶袋的防漏装设备及方法
- 一种链条组装设备及销轴组装装置和方法
- 一种笛音烟花智能组装设备及组装方法
- T形截面的空心电梯导轨组装设备及基于其的自动组装生产线和组装打包方法
- 一种用于陶瓷封装器件的组装夹具和组装设备
- 一种医用导管与医用零配件的组装方法及其组装设备
- 一种医用导管组装设备及方法