一种激光熔覆不粘锅及其制造方法
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及厨具技术领域,尤其涉及一种激光熔覆不粘锅及其制造方法。
背景技术
不粘锅即做饭不会粘锅底的锅,其锅底含有不粘涂层。常见的、不粘性能最好的有特氟龙涂层和陶瓷涂层,
不粘锅的问世给人们的生活带来了很大的方便,人们不必再提心煮肉时一不小心就会烧焦,煎鱼时鱼片粘在锅壁上。这种不粘锅与普通锅的外型无差别,只在锅的内表面多涂了一层不粘涂层。
不粘涂层需要粘合在金属锅底上,由于涂层与锅底的材质不同,二者结合强度不高,金属锅底不能完全被涂层覆盖;再有,涂层仅为防粘用,喷了薄薄一层,因此,不粘锅的使用具有诸多限制。
发明内容
本发明所要解决的技术问题是如何提高不粘涂层与锅底的结合强度。
为了解决上述问题,本发明提出以下技术方案:
本发明提供一种激光熔覆不粘锅,包括锅体,所述锅体的内表面由内至外包括第一熔覆层、第二熔覆层及SiC涂层;
所述第一熔覆层的组成包括质量分数80-90%的Othello(欧德罗)颗粒、10-20%的陶瓷颗粒;
所述第二熔覆层的组成包括质量分数10-20%的Othello(欧德罗)颗粒、80-90%的陶瓷颗粒;
所述Othello(欧德罗)颗粒由质量分数20-40%的铝包镍、20-40%的不锈钢、10-30%的银包铜、10-30%的氧化钛组成。
其中,铝包镍是以镍为芯部,在镍外表面均匀完整包覆一层铝的复合粉末;其由质量百分数镍80-95%,铝5-20%组成。
不锈钢为304不锈钢或201不锈钢。
银包铜是以铜为芯部,在铜外表面均匀完整包覆一层银的复合粉末;其由质量百分数铜70-95%,银5-30%组成。
其进一步地技术方案为,所述陶瓷颗粒包括氧化铝、二氧化锆、二氧化钛。
优选地,本发明所用的陶瓷颗粒由氧化铝Al
其进一步地技术方案为,所述Othello(欧德罗)颗粒的粒径为10-60μm,优选30-45μm;陶瓷颗粒的粒径为10-60μm,优选30-45μm。
其进一步地技术方案为,所述第二熔覆层与SiC涂层之间还设有过渡层。
其进一步地技术方案为,所述SiC涂层由以下重量份组分组成:
三甲氧基甲基硅烷10-30份;
异丙醇10-30份;
二氧化钛5-10份;
乙醇1-5份;
三乙氧基甲基硅烷1-5份;
碳化硅1-5份;
1-甲氧基-2丙醇1-5份。
其进一步地技术方案为,所述锅体的外表面设有节能层,厚度50-150μm。
其进一步地技术方案为,按重量份,所述节能层由以下成分组成:
钛粉8-30份;锆粉5-22份;铁粉5-22份;铜粉8-20份;锑粉5-20份;锡粉5-11份;碳化硅粉0.5-1.5份。
其进一步地技术方案为,所述锅体的材质为铝、铁、不锈钢、铜、钛、陶瓷中的任一种。
本发明还提供制造上述的激光熔覆不粘锅的方法,包括以下步骤:
S1、将清洁干净的锅体进行喷砂处理;
进一步地,用400#与80#混合的棕刚玉对锅体内表面进行喷砂处理,使锅体表面粗糙度达到Ra=5.0-12.0μm;该粗糙度有助于第一熔覆层具有最佳的附着力,提高第一熔覆层与锅体的结合强度。
S2、将锅体加热至220-280℃,依次进行激光熔覆喷涂第一熔覆层、第二熔覆层;
具体地,喷涂第一熔覆层:用激光熔覆的方式,将混合均匀的Othello(欧德罗)颗粒和陶瓷颗粒加热到熔融或半熔融状态,并以150m/s的速度喷向锅体内表面,喷涂厚度为10-50μm;
喷涂第二熔覆层:第一熔覆层喷涂完成后,以相同的方式喷涂第二熔覆层,喷涂厚度为20-100μm。
S3、喷涂SiC涂层,以相同的方式,将SiC涂料喷涂在锅体内表面的最外层,于380-440℃下烘烤5-10min,形成SiC涂层,厚度为10-40μm。
其进一步地技术方案为,所述步骤S2和S3之间,还包括:
待第二熔覆层喷涂完成后,采用改性树脂涂料在120-280℃下烘烤5-10min,形成厚度为2-8μm的过渡层。
可以理解地,所述改性树脂涂料既能够与第二熔覆层良好的结合,又能与SiC涂层进行良好的结合。
其进一步地技术方案为,所述步骤S3之后还包括喷涂节能层。
节能层可用冷喷涂的方法进行喷涂。
冷喷涂工作原理:冷喷涂是基于空气动力学原理的一种喷涂技术。其工作过程是利高压气体低温加热,携带粉末颗粒,通过拉瓦尔喷管产生1300m/s-1700m/s超音速气流,金属粉末以500m/s-900m/s速度在完全固态下从轴向撞击基体材料,通过强烈的塑性变形而沉积于基体表面上形成涂层的一种喷涂方式。冷喷涂的方式可获得低含氧量、低内应力、大厚度、高密度的单质或复合材料涂层。
与现有技术相比,本发明所能达到的技术效果包括:
本发明提供的激光熔覆不粘锅,锅体的内表面由内至外包括第一熔覆层、第二熔覆层及SiC涂层,其中第一熔覆层含有大量的Othello(欧德罗)颗粒(多金属混合颗粒),能够与锅底(尤其是金属锅体)进行良好的结合;第二熔覆层除含有大量的陶瓷颗粒也含有一定量的Othello(欧德罗)颗粒,在与第一熔覆层结合的同时,可进一步提升锅的硬度。本发明利用材料相似性的原理,通过第一熔覆层、第二熔覆层及SiC涂层的材料逐渐过渡的方式,提高不粘涂层与锅底的结合强度,同时提高锅的硬度。
本发明提供的激光熔覆不粘锅的制造方法,利用激光熔覆的方式喷涂第一熔覆层、第二熔覆层,可提高锅体与第一熔覆层、第二熔覆层之间的结合强度,再利用各层材料的相似特性,有利于各层之间的结合,从而达到提高不粘涂层与锅体的结合强度的效果。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
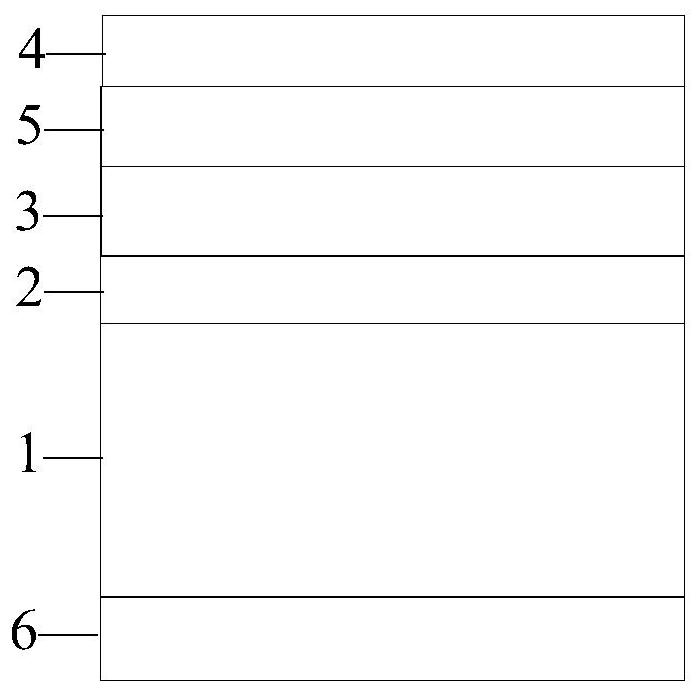
图1为本发明一实施例提供的激光熔覆不粘锅的涂层示意图。
附图标记
锅体1,第一熔覆层2,第二熔覆层3,SiC涂层4,过渡层5,节能层6。
具体实施方式
下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,附图中,各层的厚度为示意,不代表实际厚度。显然,以下将描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
还应当理解,在此本发明实施例说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本发明实施例。如在本发明实施例说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
参见图1,本发明实施例提供一种激光熔覆不粘锅,包括锅体1,所述锅体1的内表面由内至外包括第一熔覆层2、第二熔覆层3及SiC涂层4。
所述第一熔覆层2的组成包括质量分数80-90%的Othello(欧德罗)金属颗粒、10-20%的陶瓷颗粒;
所述第二熔覆层3的组成包括质量分数10-20%的Othello(欧德罗)金属颗粒、80-90%的陶瓷颗粒;
所述Othello(欧德罗)颗粒由质量分数20-40%的铝包镍、20-40%的不锈钢、10-30%的银包铜、10-30%的氧化钛组成。
可以理解地,第一熔覆层与锅体直接接触,为了与锅体,尤其是金属锅体具有更佳的结合力,因此使用了含有大量金属混合颗粒的Othello(欧德罗)颗粒。第二熔覆层含有大量的陶瓷颗粒也含有一定量的Othello(欧德罗)颗粒,在与第一熔覆层结合的同时,可进一步提升锅的硬度。
在一实施例中,所述第二熔覆层3与SiC涂层4之间还设有过渡层5。
可以理解地,过渡层要求既能够与第二熔覆层良好的结合,又能与SiC涂层进行良好的结合。
在其他实施例中,过渡层采用改性树脂涂料制得,例如,选用聚醚醚酮、聚醚砜。本领域技术人员根据需要可以对改性树脂涂料的种类和配比作调整,只需要控制好peek(聚醚醚酮)和pes(聚醚砜)的含量即可形成良好的过渡层,从而提高第二熔覆层及SiC涂层的结合力;
在其他实施例中,所述SiC涂层由以下重量份组分组成:
三甲氧基甲基硅烷10-30份;
异丙醇10-30份;
二氧化钛5-10份;
乙醇1-5份;
三乙氧基甲基硅烷1-5份;
碳化硅1-5份;
1-甲氧基-2丙醇1-5份。
在一实施例中,所述锅体的外表面设有节能层6。
按重量份,所述节能层6由以下成分组成:
钛粉8-30份;锆粉5-22份;铁粉5-22份;铜粉8-20份;锑粉5-20份;锡粉5-11份;碳化硅粉0.5-1.5份。
可以理解地,节能层通过上述组分的搭配,可以起到节能、导磁的技术效果。本领域技术人员可以根据需要选择适合的配比关系。
节能层的金属粉末可以辐射远红外波。该涂层具有高辐射,辐射能以远红外波的形式传递,当远红外波辐射到被加热物体上时就被加热物体所吸收。远红外波穿透能力强,可以穿过锅体,穿透到食物里面,使被加热物体的表面和里面同时加热,进而缩短加热时间且受热均匀。如果锅体是铝锅,不能在电磁炉上直接使用,有了该节能层,就可以导磁,可在电磁炉使用,拓展了铝锅的应用。
其他实施例中,所述锅体的材质为铝、铁、不锈钢、铜、钛、陶瓷中的任一种。
本发明实施例还提供制造上述的激光熔覆不粘锅的方法,包括以下步骤:
S1、将清洁干净的锅体进行喷砂处理;
锅体成型之后,需要对锅体除油、除尘的清洁操作,清洁干净的锅体有利于提高各涂层与锅体的结合力。
进一步地,用400#与80#混合的棕刚玉对锅体内表面进行喷砂处理,使锅体表面粗糙度达到Ra=5.0-12.0μm;该粗糙度有助于第一熔覆层具有最佳的附着力,提高第一熔覆层与锅体的结合强度。
S2、将锅体加热至220-280℃,依次进行激光熔覆喷涂第一熔覆层、第二熔覆层;
具体地,喷涂第一熔覆层:用激光熔覆的方式,将混合均匀的Othello(欧德罗)颗粒和陶瓷颗粒加热到熔融或半熔融状态,并以150m/s的速度喷向锅体内表面,喷涂时间为90-120s,涂层的粗糙度范围为:Ra=10-15μm,Rz=50-70μm;喷涂厚度为20-100μm,优选30-60μm;
喷涂第二熔覆层:第一熔覆层喷涂完成后,以相同的方式喷涂第二熔覆层,喷涂时间为90-120s,涂层的粗糙度范围为:Ra=10-15μm,Rz=50-70μm;喷涂厚度为20-100μm,优选30-60μm。
S3、喷涂SiC涂层,以相同的方式,将SiC涂料喷涂在锅体内表面的最外层,于380-440℃下烘烤5-10min,形成SiC涂层,厚度为10-40μm。
在一实施例中,所述步骤S2和S3之间,还包括:
待第二熔覆层喷涂完成后,采用改性树脂涂料在120-280℃下烘烤5-10min,形成厚度为2-8μm的过渡层。
可以理解地,所述改性树脂涂料既能够与第二熔覆层良好的结合,又能与SiC涂层进行良好的结合。
在一实施例中,所述步骤S3之后还包括喷涂节能层。
节能层可用冷喷涂的方法进行喷涂。
冷喷涂工作原理:冷喷涂是基于空气动力学原理的一种喷涂技术。其工作过程是利高压气体低温加热,携带粉末颗粒,通过拉瓦尔喷管产生1300m/s-1700m/s超音速气流,金属粉末以500m/s-900m/s速度在完全固态下从轴向撞击基体材料,通过强烈的塑性变形而沉积于基体表面上形成涂层的一种喷涂方式。冷喷涂的方式可获得低含氧量、低内应力、大厚度、高密度的单质或复合材料涂层。
如无特别说明,以下实施例提供的激光熔覆不粘锅均采用上述方法制得。
实施例1
本发明实施例1提供一种激光熔覆不粘锅,包括厚度为500μm的锅体,所述锅体的内表面由内至外依次包括厚度为30μm的第一熔覆层、厚度为50μm的第二熔覆层、厚度为5μm的过渡层及厚度为30μm的SiC涂层;所述锅体的外表面还有厚度为110μm的节能层。
锅体的材质为铝。
所述第一熔覆层的组成包括质量分数80%的Othello(欧德罗)颗粒、20%的陶瓷颗粒;
所述第二熔覆层的组成包括质量分数20%的Othello(欧德罗)颗粒、80%的陶瓷颗粒。
所述Othello(欧德罗)颗粒由质量分数30%的铝包镍、30%的不锈钢、20%的银包铜、20%的氧化钛组成。
其中,铝包镍由质量百分数镍80%,铝20%组成;不锈钢为304不锈钢;银包铜由质量百分数铜70%,银30%组成。
陶瓷颗粒由氧化铝Al
所述SiC涂层由以下重量份组分组成:
三甲氧基甲基硅烷23份;异丙醇15份;二氧化钛5份;乙醇5份;三乙氧基甲基硅烷2份;碳化硅5份;1-甲氧基-2丙醇5份。
所述节能层由以下成分组成:
钛粉20份;锆粉17份;铁粉15份;铜粉12份;锑粉16份;锡粉6份;碳化硅粉1份。
实施例2
本发明实施例2提供一种激光熔覆不粘锅,包括厚度为500μm的锅体,所述锅体的内表面由内至外依次包括厚度为50μm的第一熔覆层、厚度为80μm的第二熔覆层、厚度为3μm的过渡层及厚度为20μm的SiC涂层;所述锅体的外表面还有厚度为110μm的节能层。
锅体的材质为铝。
所述第一熔覆层的组成包括质量分数90%的Othello(欧德罗)颗粒、10%的陶瓷颗粒;
所述第二熔覆层的组成包括质量分数10%的Othello(欧德罗)颗粒、90%的陶瓷颗粒。
所述Othello(欧德罗)颗粒由质量分数30%的铝包镍、30%的不锈钢、20%的银包铜、20%的氧化钛组成。
其中,铝包镍由质量百分数镍90%,铝10%组成;不锈钢为201不锈钢;银包铜由质量百分数铜80%,银20%组成。
陶瓷颗粒由氧化铝Al
所述SiC涂层由以下重量份组分组成:
三甲氧基甲基硅烷23份;异丙醇15份;二氧化钛5份;乙醇5份;三乙氧基甲基硅烷2份;碳化硅5份;1-甲氧基-2丙醇5份。
所述节能层由以下成分组成:
钛粉20份;锆粉17份;铁粉15份;铜粉12份;锑粉16份;锡粉6份;碳化硅粉1份。
实施例3
本发明实施例3提供一种激光熔覆不粘锅,包括厚度为500μm的锅体,所述锅体的内表面由内至外依次包括厚度为50μm的第一熔覆层、厚度为80μm的第二熔覆层、厚度为3μm的过渡层及厚度为20μm的SiC涂层;所述锅体的外表面还有厚度为110μm的节能层。
锅体的材质为铝。
所述第一熔覆层的组成包括质量分数85%的Othello(欧德罗)颗粒、15%的陶瓷颗粒;
所述第二熔覆层的组成包括质量分数15%的Othello(欧德罗)颗粒、85%的陶瓷颗粒。
所述Othello(欧德罗)颗粒由质量分数30%的铝包镍、30%的不锈钢、20%的银包铜、20%的氧化钛组成。
其中,铝包镍由质量百分数镍93%,铝7%组成;不锈钢为201不锈钢;银包铜由质量百分数铜88%,银12%组成。
陶瓷颗粒由氧化铝Al
所述SiC涂层由以下重量份组分组成:
三甲氧基甲基硅烷23份;异丙醇15份;二氧化钛5份;乙醇5份;三乙氧基甲基硅烷2份;碳化硅5份;1-甲氧基-2丙醇5份。
所述节能层由以下成分组成:
钛粉20份;锆粉17份;铁粉15份;铜粉12份;锑粉16份;锡粉6份;碳化硅粉1份。
实施例4
本发明实施例4提供一种激光熔覆不粘锅,包括厚度为500μm的锅体,所述锅体的内表面由内至外依次包括厚度为40μm的第一熔覆层、厚度为60μm的第二熔覆层、厚度为5μm的过渡层及厚度为40μm的SiC涂层;所述锅体的外表面还有厚度为110μm的节能层。
锅体的材质为铝。
所述第一熔覆层的组成包括质量分数85%的Othello(欧德罗)颗粒、15%的陶瓷颗粒;
所述第二熔覆层的组成包括质量分数15%的Othello(欧德罗)颗粒、85%的陶瓷颗粒。
所述Othello(欧德罗)颗粒由质量分数30%的铝包镍、30%的不锈钢、20%的银包铜、20%的氧化钛组成。
其中,铝包镍由质量百分数镍90%,铝10%组成;不锈钢为304不锈钢;银包铜由质量百分数铜92%,银18%组成。
陶瓷颗粒由氧化铝Al
所述SiC涂层由以下重量份组分组成:
三甲氧基甲基硅烷23份;异丙醇15份;二氧化钛5份;乙醇5份;三乙氧基甲基硅烷2份;碳化硅5份;1-甲氧基-2丙醇5份。
所述节能层由以下成分组成:
钛粉25份;锆粉12份;铁粉20份;铜粉18份;锑粉10份;锡粉10份;碳化硅粉1份。
对比例1:与实施例1的不同之处在于,对比例1缺少第一熔覆层和第二熔覆层,锅体厚度为580μm。
对比例2:与实施例1的不同之处在于,对比例2的缺少第一熔覆层,第二熔覆层的厚度为80μm。
对比例3:与实施例1的不同之处在于,缺少节能层,锅体厚度为610μm
对比例4
对比例4与实施例1的不同之处在于:
所述第一熔覆层包括质量分数70%的Othello(欧德罗)颗粒、30%的陶瓷颗粒;
所述第二熔覆层包括质量分数30%的Othello(欧德罗)颗粒、70%的陶瓷颗粒。
性能测试
对实施例1、对比例1-4提供的不粘锅进行性能测试。测试结果如下表1。
其中,耐磨测试的方法为,用3M-7447百洁布在锅体上方施加3kg静态垂直压力,来回摩擦,前后为一次循环,每1000次更换百洁布,记录循环次数。
热效率测试的方法为,打开智能程控变频电源仪器,设定电压为220V,按启动开关,并按下显示屏电源开关。样品内加入500ml常温清水。接通电磁炉电源并调至功率最大档进行加热,直到水煮沸,记录煮沸时功率和时间,计算热效率。
涂层附着牢度、耐热骤冷稳定性、耐碱性、耐酸性、耐盐水腐蚀性、不粘性的测试方法和标准均按国家标准GB/T 2421-1998要求的测试项目及测试方法进行。
表1:
在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述的部分,可以参见其他实施例的相关描述。
以上所述,为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
- 一种激光熔覆不粘锅及其制造方法
- 激光熔覆制造高速线材轧辊专用设备及熔覆方法