一种医疗管材加工装置及其加工方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明管材加工领域,更具体的说是一种医疗管材加工装置及其加工方法。
背景技术
专利号为CN201920426945.8公开了一种用于医疗管材焊接的装置,包括箱体,支撑管体的内部放置有焊接管,箱体顶端的边侧固定安装有齿轮,且齿轮通过支撑管体外壁开设有齿轮条与支撑管体啮合连接,滑槽的内部滑动连接有竖杆,底板的顶端固定安装有弹簧,且弹簧的顶端与焊接头底端的另一侧固定连接,焊接头的边侧通过第二转轴与拉杆的底端活动连接,本发明一种用于医疗管材焊接的装置,在箱体内部进行焊接,通过转动齿轮和拉动拉杆分别改变焊接管和焊接头的角度,有效避免了焊接产生的噪音和污染气体外泄,同时支撑罐体和支撑环能对焊接管进行稳定和快速的支撑,提升焊接效率。但是该装置无法自动快速将医疗塑料管进行快速均匀的弧形化。
发明内容
本发明的目的是提供一种,其有益效果为可以自动快速将医疗塑料pvc管进行快速均匀的连续弧形化,进而快速应用于医院各个楼层管道防止反味污染的衔接。
本发明的目的通过以下技术方案来实现:
本发明的目的是提供一种医疗管材加工装置,包括管材弧形加工架、组合驱动器、间歇驱动添加器、间歇驱动转向器、两个弧形顶座、四个限位框、弧形挤压器、两个添加管和往复驱动变向器,所述的组合驱动器转动连接在管材弧形加工架上,组合驱动器间歇驱动间歇驱动添加器和往复驱动变向器,间歇驱动添加器和间歇驱动转向器分别转动连接在管材弧形加工架的两端,往复驱动变向器间歇驱动间歇驱动转向器往复转动,两个弧形顶座均匀固定连接在管材弧形加工架上,四个限位框均匀固定连接在管材弧形加工架上,添加管经过两个限位框,弧形挤压器滑动连接在管材弧形加工架内。
作为本发明更进一步的优化,所述的管材弧形加工架上设置有中心开槽,管材弧形加工架内固定连接滑轨,两个固定齿条固定连接在管材弧形加工架内。
作为本发明更进一步的优化,所述的组合驱动器通过点解固定座固定连接在管材弧形加工架上,组合驱动器的传动轴转动连接在管材弧形加工架内,组合驱动器的传动轴上固定连接间歇驱动齿轮,间歇驱动齿轮间歇啮合传动间歇驱动添加器和往复驱动变向器。
作为本发明更进一步的优化,所述的间歇驱动添加器通过皮带传动转动连接在管材弧形加工架的左端,添加胶辊固定连接在间歇驱动添加器上。
作为本发明更进一步的优化,所述的往复驱动变向器通过偏心铰接驱动间歇驱动转向器间歇性的往复转动在管材弧形加工架的右端;间歇驱动转向器上均匀固定连接两个转向胶辊。
作为本发明更进一步的优化,所述的组合驱动器通过锥齿轮啮合传动加压间歇驱动齿轮,加压间歇驱动齿轮通过转轴转动连接在管材弧形加工架内,滑动齿圈板的内壁设置有长条椭圆齿圈,加压间歇驱动齿轮啮合传动在滑动齿圈板长条椭圆齿圈内,滑动齿圈板滑动连接在管材弧形加工架内。
作为本发明更进一步的优化,所述的弧形挤压器的下端转动连接在下滑座内,下滑座通过限位滑块左右滑动连接在管材弧形加工架内壁的下端,下滑座固定连接在滑动齿圈板的左端;下滑座上固定连接润滑滑台,下滑座通过润滑滑台滑动连接在滑轨内,下滑座上固定连接固定齿轮,固定齿轮与两个固定齿条相啮合传动。
作为本发明更进一步的优化,所述的添加管设置在添加胶辊和转向胶辊上并插接在两个限位框内,左侧的限位框内设置有加热板,添加管设置在弧形挤压器和弧形顶座之间。
一种医疗管材加工方法,该方法包括以下步骤:
步骤一:将所要进行连续弧形弯曲的添加管经过限位框加热进行添加;组合驱动器间歇驱动间歇驱动添加器通过添加胶辊将添加管进行间歇添加后停止;
步骤二:停止后,组合驱动器驱动加压间歇驱动齿轮、滑动齿圈板和下滑座,使弧形挤压器对经过加热后软化的添加管进行挤压至弧形顶座上;同时弧形挤压器通过固定齿轮和固定齿条的啮合在挤压过程中稳定驱动添加管,避免挤压过大造成损坏;
步骤三:挤压成弧形后,组合驱动器间歇驱动往复驱动变向器带动间歇驱动转向器转动将弧形部位的添加管运出,避免干涉;如此往复。
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果为可以自动快速将医疗塑料pvc管进行快速均匀的连续弧形化,进而快速应用于医院各个楼层管道防止反味污染的衔接;通过稳定的挤压及旋转驱动,避免在挤压成型过程中造成塑料管的损坏;通过稳定的挤压和运输方式,实现快速均匀的塑料管弧形化。
附图说明
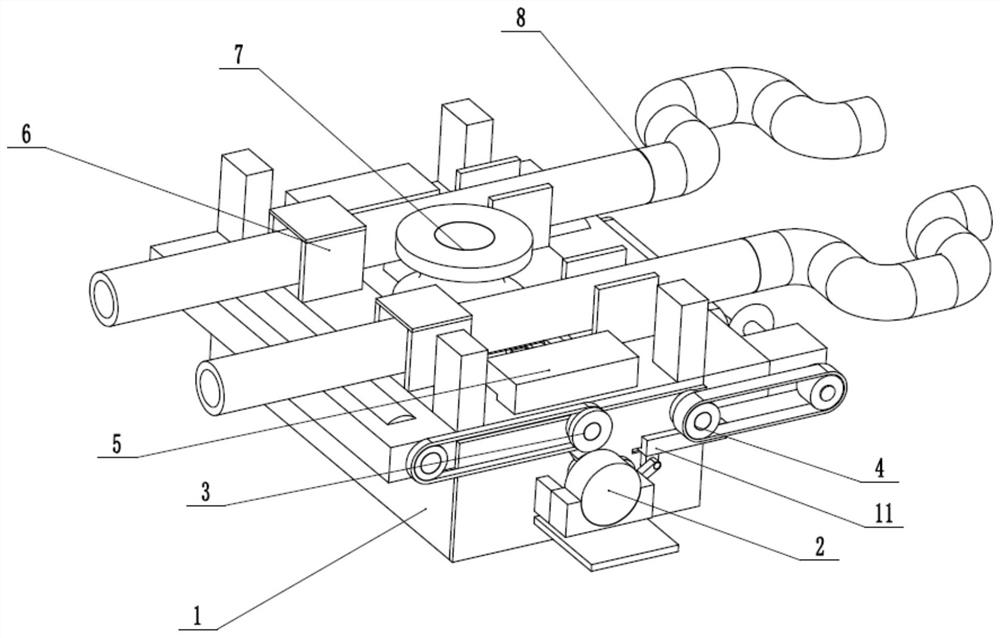
图1是本发明的整体的结构示意图1;
图2是本发明的整体的结构示意图2;
图3是本发明的局部的结构示意图1;
图4是本发明的局部的结构示意图2;
图5是本发明的局部的结构示意图3;
图6是本发明的局部的结构示意图4;
图7是本发明的局部的结构示意图5;
图8是本发明的局部的结构示意图6。
图中:管材弧形加工架1、组合驱动器2、间歇驱动添加器3、间歇驱动转向器4、弧形顶座5、限位框6、弧形挤压器7、两个添加管8;滑轨9;固定齿条10;往复驱动变向器11;间歇驱动齿轮12;添加胶辊13;转向胶辊14;加压间歇驱动齿轮15;滑动齿圈板16;下滑座17;润滑滑台18和固定齿轮19。
具体实施方式
下面结合附图对本发明作进一步详细说明。
本装置中所述的固定连接可以是指通过焊接、螺纹固定等方式进行固定,所述的转动连接是可以指通过将轴承烘装在轴上,轴或轴孔上设置有弹簧挡圈槽或轴间挡板,通过将弹性挡圈卡在弹簧挡圈槽内或轴间挡板实现轴承的轴向固定,通过轴承的相对滑动,实现转动;结合不同的使用环境,使用不同的连接方式。
具体实施方式一:
如图1~图8所示,一种医疗管材加工装置,包括管材弧形加工架1、组合驱动器2、间歇驱动添加器3、间歇驱动转向器4、两个弧形顶座5、四个限位框6、弧形挤压器7、两个添加管8和往复驱动变向器11,所述的组合驱动器2 转动连接在管材弧形加工架1上,组合驱动器2间歇驱动间歇驱动添加器3和往复驱动变向器11,间歇驱动添加器3和间歇驱动转向器4分别转动连接在管材弧形加工架1的两端,往复驱动变向器11间歇驱动间歇驱动转向器4往复转动,两个弧形顶座5均匀固定连接在管材弧形加工架1上,四个限位框6均匀固定连接在管材弧形加工架1上,添加管8经过两个限位框6,弧形挤压器7滑动连接在管材弧形加工架1内。将所要进行连续弧形弯曲的添加管经过限位框加热进行添加;组合驱动器间歇驱动间歇驱动添加器通过添加胶辊将添加管进行间歇添加后停止;停止后,组合驱动器驱动加压间歇驱动齿轮、滑动齿圈板和下滑座,使弧形挤压器对经过加热后软化的添加管进行挤压至弧形顶座上;同时弧形挤压器通过固定齿轮和固定齿条的啮合在挤压过程中稳定驱动添加管,避免挤压过大造成损坏;挤压成弧形后,组合驱动器间歇驱动往复驱动变向器带动间歇驱动转向器转动将弧形部位的添加管运出,避免干涉;如此往复进而实现可以自动快速将医疗塑料pvc管进行快速均匀的连续弧形化,进而快速应用于医院各个楼层管道防止反味污染的衔接;通过稳定的挤压及旋转驱动,避免在挤压成型过程中造成塑料管的损坏;通过稳定的挤压和运输方式,实现快速均匀的塑料管弧形化。
具体实施方式二:
如图1~图8所示,本实施方式对实施方式一作进一步说明,所述的管材弧形加工架1上设置有中心开槽,管材弧形加工架1内固定连接滑轨9,两个固定齿条10固定连接在管材弧形加工架1内。
具体实施方式三:
如图1~图8所示,本实施方式对实施方式二作进一步说明,所述的组合驱动器2通过点解固定座固定连接在管材弧形加工架1上,组合驱动器2的传动轴转动连接在管材弧形加工架1内,组合驱动器2的传动轴上固定连接间歇驱动齿轮12,间歇驱动齿轮12间歇啮合传动间歇驱动添加器3和往复驱动变向器 11。组合驱动器2接电通过接间歇驱动齿轮12驱动间歇驱动添加器3和添加胶辊13旋转,将添加管8均量添加在管材弧形加工架1内,后停止。
具体实施方式四:
如图1~图8所示,本实施方式对实施方式三作进一步说明,所述的间歇驱动添加器3通过皮带传动转动连接在管材弧形加工架1的左端,添加胶辊13固定连接在间歇驱动添加器3上。
具体实施方式五:
如图1~图8所示,本实施方式对实施方式四作进一步说明,所述的往复驱动变向器11通过偏心铰接驱动间歇驱动转向器4间歇性的往复转动在管材弧形加工架1的右端;间歇驱动转向器4上均匀固定连接两个转向胶辊14。挤压成型后,旋转的间歇驱动齿轮12通过往复驱动变向器11驱动间歇驱动转向器4 旋转,通过两个转向胶辊14将已经成型的添加管8进行旋转,使弧形端站立,能够在右端的限位框6内运出,运出后间歇驱动转向器4再反向通过转向胶辊 14将添加管8躺平,继续弧形挤压,如此往复。
具体实施方式六:
如图1~图8所示,本实施方式对实施方式五作进一步说明,所述的组合驱动器2通过锥齿轮啮合传动加压间歇驱动齿轮15,加压间歇驱动齿轮15通过转轴转动连接在管材弧形加工架1内,滑动齿圈板16的内壁设置有长条椭圆齿圈,加压间歇驱动齿轮15啮合传动在滑动齿圈板16长条椭圆齿圈内,滑动齿圈板 16滑动连接在管材弧形加工架1内。
具体实施方式七:
如图1~图8所示,本实施方式对实施方式六作进一步说明,所述的弧形挤压器7的下端转动连接在下滑座17内,下滑座17通过限位滑块左右滑动连接在管材弧形加工架1内壁的下端,下滑座17固定连接在滑动齿圈板16的左端;下滑座17上固定连接润滑滑台18,下滑座17通过润滑滑台18滑动连接在滑轨 9内,下滑座17上固定连接固定齿轮19,固定齿轮19与两个固定齿条10相啮合传动。停止后,旋转的组合驱动器2通过加压间歇驱动齿轮15驱动滑动齿圈板16位移,进而使下滑座17驱动弧形挤压器7位移,进而对添加管8进行挤压,在弧形挤压器7运动过程中,通过润滑滑台18和下滑座17进行限位滑动,通过固定齿轮19与固定齿条10的啮合使弧形挤压器7在挤压过程中转动,避免挤压过程中造成不必要的损坏,当添加管8顶在弧形顶座5上时,弧形挤压器7则反向位移继续挤压另一端的添加管8。
具体实施方式八:
如图1~图8所示,本实施方式对实施方式七作进一步说明,所述的添加管 8设置在添加胶辊13和转向胶辊14上并插接在两个限位框6内,左侧的限位框 6内设置有加热板,添加管8设置在弧形挤压器7和弧形顶座5之间。将所要进行弧形化的添加管8添加依次经过限位框6、弧形挤压器7和弧形顶座5之间和出口的过限位框6,在过限位框6内经过加热软化后加入弧形挤压器7和弧形顶座5之间。
一种医疗管材加工方法,该方法包括以下步骤:
步骤一:将所要进行连续弧形弯曲的添加管8经过限位框6加热进行添加;组合驱动器2间歇驱动间歇驱动添加器3通过添加胶辊13将添加管8进行间歇添加后停止;
步骤二:停止后,组合驱动器2驱动加压间歇驱动齿轮15、滑动齿圈板16 和下滑座17,使弧形挤压器7对经过加热后软化的添加管8进行挤压至弧形顶座5上;同时弧形挤压器7通过固定齿轮19和固定齿条10的啮合在挤压过程中稳定驱动添加管8,避免挤压过大造成损坏;
步骤三:挤压成弧形后,组合驱动器2间歇驱动往复驱动变向器11带动间歇驱动转向器4转动将弧形部位的添加管8运出,避免干涉;如此往复。
本发明的工作原理为:将所要进行弧形化的添加管8添加依次经过限位框6、弧形挤压器7和弧形顶座5之间和出口的过限位框6,在过限位框6内经过加热软化后加入弧形挤压器7和弧形顶座5之间;组合驱动器2接电通过接间歇驱动齿轮12驱动间歇驱动添加器3和添加胶辊13旋转,将添加管8均量添加在管材弧形加工架1内,后停止;停止后,旋转的组合驱动器2通过加压间歇驱动齿轮15驱动滑动齿圈板16位移,进而使下滑座17驱动弧形挤压器7位移,进而对添加管8进行挤压,在弧形挤压器7运动过程中,通过润滑滑台18和下滑座17进行限位滑动,通过固定齿轮19与固定齿条10的啮合使弧形挤压器7 在挤压过程中转动,避免挤压过程中造成不必要的损坏,当添加管8顶在弧形顶座5上时,弧形挤压器7则反向位移继续挤压另一端的添加管8;挤压成型后,旋转的间歇驱动齿轮12通过往复驱动变向器11驱动间歇驱动转向器4旋转,通过两个转向胶辊14将已经成型的添加管8进行旋转,使弧形端站立,能够在右端的限位框6内运出,运出后间歇驱动转向器4再反向通过转向胶辊14将添加管8躺平,继续弧形挤压,如此往复;进而实现可以自动快速将医疗塑料pvc 管进行快速均匀的连续弧形化,进而快速应用于医院各个楼层管道防止反味污染的衔接;通过稳定的挤压及旋转驱动,避免在挤压成型过程中造成塑料管的损坏;通过稳定的挤压和运输方式,实现快速均匀的塑料管弧形化。
上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
- 一种医疗管材加工装置及其加工方法
- 管材螺旋槽加工装置和管材螺旋槽加工方法