一种低导热系数的高硅氧玻璃纤维绳制备方法及系统
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及无机材料技术领域,尤其涉及一种低导热系数的高硅氧玻璃纤维绳制备方法及系统。
背景技术
随着航空航天科学技术的进步和发展,人们对耐高温透波隔热材料的要求也在不断提高,传统的耐高温隔热材料如石棉、岩棉等由于导热系数较高已经不能满足高标准的要求。高硅氧玻璃纤维是一种耐高温无机纤维,其具有软化点高、导热系数低、透波性好等的特点而日益受到广泛关注。高硅氧玻璃纤维大多以无碱玻璃纤维、二元玻璃纤维或者三元玻璃纤维为原料经过酸沥滤、水洗、烘干和烧结制得,在此工艺过程中,虽然厂家日益加强对酸沥滤过程中酸浓度、处理温度和处理时间,以及水洗过程中水洗的次数、时间等参数的控制,然而最终制得的高硅氧纤维仍然存在质量参差不齐、产品的稳定性差的问题,特别是强度、氧化硅含量波动较大,无法满足使用要求。
酸沥滤加热一般使用蒸汽加热,因为蒸汽加热更加快捷均匀,但蒸汽的直接冲入酸酸滤槽中遇到冷酸变成冷凝水后稀释了酸槽中的酸液,造成酸酸滤槽中酸液浓度不可控,使产品的性能不稳定,尤其使得不同批次间产品的氧化硅含量和强力变异系数过大,产品质量一致性差,生产效率低。
发明内容
本发明的目的在于提供一种低导热系数的高硅氧玻璃纤维绳制备方法及系统,旨在解决传统制备玻璃纤维绳,蒸汽加热影响酸液浓度,使得质量一致性差的问题。
为实现上述目的,第一方面,本发明提供了一种低导热系数的高硅氧玻璃纤维绳制备系统,包括沥滤组件、加热组件、水洗组件、烘干装置和涂胶装置,所述加热组件包括风机、导风管、加热管、第一干燥层、第二干燥层、干燥箱、双向控制阀和加热环,所述加热管与所述沥滤组件连通,且位于所述沥滤组件底部,所述第二干燥层与所述加热管固定连接,且位于所述加热管内侧壁,所述干燥箱与所述加热管固定连接,且位于所述加热管远离所述沥滤组件一侧,所述导风管与所述干燥箱连通,且位于所述干燥箱远离所述加热管一侧,所述风机与所述导风管固定连接,且位于所述导风管远离所述干燥箱一侧,所述第一干燥层与所述导风管固定连接,且位于所述导风管内侧壁,所述加热环与所述导风管固定连接,且位于靠近所述第一干燥层一侧,所述双向控制阀与所述加热管转动连接,且贯穿所述加热管,所述水洗组件与所述沥滤组件固定连接,并贯穿所述沥滤组件,所述烘干装置位于所述水洗组件的一侧,所述涂胶装置位于所述烘干装置的一侧,所述沥滤组件用于对坯绳进行酸沥滤,所述加热组件用于加热酸沥滤所使用的酸液,所述水洗组件用于水洗坯绳上残留的酸液,所述烘干装置用烘干酸沥滤和水洗后的坯绳,所述涂胶组件用于对烘干后的坯绳涂胶制膜。
其中,所述加热组件还包括湿度传感器和循环管,所述湿度传感器与所述加热管固定连接,且位于所述加热管靠近所述双向控制阀一侧,所述循环管与所述加热管,并与所述干燥箱连通,且位于所述加热管和所述干燥箱之间,所述湿度传感器用于检测所述加热管内热风中的水分含量,检测到热风中含有水分时,控制所述双向控制阀打开所述循环管将热风导回所述干燥箱再次干燥。
其中,所述加热管包括加热管本体和电热网,所述加热管本体与所述沥滤组件连通,并与所述干燥箱固定连接,且位于所述沥滤组件和所述干燥箱之间,所述电热网与所述加热管本体固定连接,且位于所述加热管本体内侧壁,所述加热管本体往所述沥滤组件导入热风加热酸液,所述电热网发热再次加热热风,从而提高酸液的加热效率。
其中,所述加热环包括加热环本体和安装环,所述安装环与所述导风管固定连接,且位于所述导风管内侧壁,所述加热环本体与所述安装环拆卸连接,且位于所述安装环内侧壁,所述安装环用于所述加热环本体的安装,所述加热环本体用于对所述风机吹的风进行初步加热。
其中,所述沥滤组件包括酸滤槽、纱架和转动机构,所述酸滤槽与所述加热管连通,且位于所述加热管远离所述干燥箱一侧,所述转动机构与所述酸滤槽固定连接,且位于所述酸滤槽顶部,所述纱架与所述转动机构固定连接,且位于所述酸滤槽内,所述酸滤槽用于盛放酸酸滤槽处理的酸液,所述纱架用于坯绳的卷绕,所述转动机构用于转动所述纱架,使坯绳与酸液接触更加充分。
其中,所述转动机构包括伸缩杆和转动电机,所述转动电机与所述酸滤槽固定连接,且位于所述酸滤槽顶部,所述伸缩杆与所述转动电机固定连接,并与所述纱架固定连接,且位于所述转动电机和所述纱架之间,所述伸缩杆伸长将所述纱架浸入酸液中,所述转动电机驱动使所述纱架转动,使得所述纱架上的坯绳接酸沥滤处理。
其中,所述酸滤槽包括酸滤槽本体、进酸管和出酸管,所述酸滤槽本体与所述加热管连通,且位于所述加热管远离所述干燥箱一侧,所述进酸管与所述酸滤槽本体连通,且位于所述酸滤槽本体中部,所述出酸管与所述酸滤槽本体连通,且位于所述酸滤槽本体底部,所述酸滤槽本体用于盛放酸液,所述进酸管用于往所述酸滤槽本体内导入酸液,所述出酸管用于排出酸液。
其中,所述水洗组件包括喷淋管和输水管,所述喷淋管与所述酸滤槽本体固定连接,且位于所述酸滤槽本体内侧壁,所述输水管与所述酸滤槽本体连通,并贯穿所述酸滤槽本体,所述喷淋管用对坯绳进行喷淋水洗,所述输水管用于往所述酸滤槽本体内注入水洗用水。
第二方面,一种低导热系数的高硅氧玻璃纤维绳制备方法,应使用如第一方面所述的一种低导热系数的高硅氧玻璃纤维绳制备系统,包括以下步骤,
将坯绳卷绕在沥滤组件上进行酸沥滤;
沥滤组件排出酸液,烘干装置烘干坯绳,水洗组件冲洗坯绳;
水洗后的坯绳在连续式热定型炉内进行高温热定型处理;
将定型后的坯绳依次浸胶,再次通过烘干装置烘干制得高硅氧玻璃纤维绳。
本发明的一种低导热系数的高硅氧玻璃纤维绳制备系统,所述沥滤组件对坯绳进行酸沥滤加热时,所述风机通电运作往所述导风管内吹风,所述导风管内的风通过所述加热环加热变为热风,热风通过所述第一干燥层初步干燥吸附其中的水分,所述第一干燥层由硅胶制成,初步干燥后的热风通过所述导风管导入所述干燥箱内的浓硫酸进行二次干燥,二次干燥后的热风导入所述加热管内,经过所述第二干燥层将热风内残留的水分吸附完全干燥,所述第二干燥层由生石灰制成,同时所述加热管再次加热热风,并将热风导入所述沥滤组件加热其中的酸液,所述双向控制阀控制所述加热管导入所述沥滤组件的流速,通过所述第一干燥层、所述第二干燥层和所述干燥箱多重干燥热风,防止导入的热风中含有的水分遇见冷酸而冷凝,从而影响到酸沥滤的酸液浓度,解决传统制备玻璃纤维绳,蒸汽加热影响酸液浓度,使得质量一致性差的问题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明提供的一种低导热系数的高硅氧玻璃纤维绳制备系统的结构示意图;
图2是本发明提供的一种低导热系数的高硅氧玻璃纤维绳制备系统的俯视图;
图3是图2沿A-A面的剖视图;
图4是图3细节B的放大图;
图5是本发明提供的一种低导热系数的高硅氧玻璃纤维绳制备系统的连接示意图;
图6是本发明提供的一种低导热系数的高硅氧玻璃纤维绳制备方法流程图。
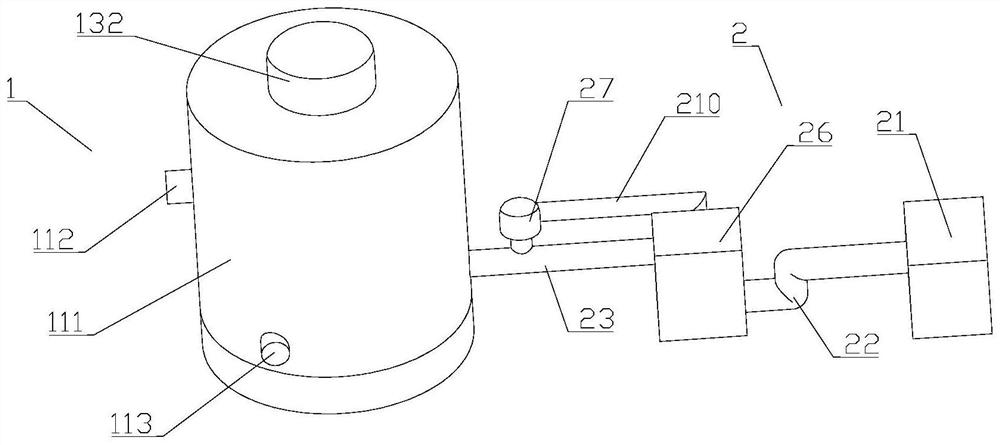
图中:1-沥滤组件、2-加热组件、3-水洗组件、4-烘干装置、5-涂胶装置、11-酸滤槽、12-纱架、13-转动机构、21-风机、22-导风管、23-加热管、24-第一干燥层、25-第二干燥层、26-干燥箱、27-双向控制阀、28-加热环、29-湿度传感器、31-喷淋管、32-输水管、111-酸滤槽本体、112-进酸管、113-出酸管、131-伸缩杆、132-转动电机、210-循环管、231-加热管本体、232-电热网、281-加热环本体、282-安装环。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
请参阅图1至图5,本发明提供一种低导热系数的高硅氧玻璃纤维绳制备系统,包括沥滤组件1、加热组件2、水洗组件3、烘干装置4和涂胶装置5,所述加热组件2包括风机21、导风管22、加热管23、第一干燥层24、第二干燥层25、干燥箱26、双向控制阀27和加热环28,所述加热管23与所述沥滤组件1连通,且位于所述沥滤组件1底部,所述第二干燥层25与所述加热管23固定连接,且位于所述加热管23内侧壁,所述干燥箱26与所述加热管23固定连接,且位于所述加热管23远离所述沥滤组件1一侧,所述导风管22与所述干燥箱26连通,且位于所述干燥箱26远离所述加热管23一侧,所述风机21与所述导风管22固定连接,且位于所述导风管22远离所述干燥箱26一侧,所述第一干燥层24与所述导风管22固定连接,且位于所述导风管22内侧壁,所述加热环28与所述导风管22固定连接,且位于靠近所述第一干燥层24一侧,所述双向控制阀27与所述加热管23转动连接,且贯穿所述加热管23,所述水洗组件3与所述沥滤组件1固定连接,并贯穿所述沥滤组件1,所述烘干装置4位于所述水洗组件的一侧,所述涂胶装置5位于所述烘干装置4的一侧。
在本实施方式中,所述沥滤组件1对坯绳进行酸沥滤加热时,所述风机21通电运作往所述导风管22内吹风,所述导风管22内的风通过所述加热环28加热变为热风,热风通过所述第一干燥层24初步干燥吸附其中的水分,所述第一干燥层24由硅胶制成,初步干燥后的热风通过所述导风管22导入所述干燥箱26内底部的浓硫酸进行二次干燥,(浓硫酸位于所述干燥箱26底部,导风管22设计为Z字型,防止干燥箱26内的浓硫酸回流导入所述导风管22内损坏加热环28和第一干燥层24)二次干燥后的热风导入所述加热管23内,经过所述第二干燥层25将热风内残留的水分吸附完全干燥,所述第二干燥层25由生石灰制成,同时所述加热管23再次加热热风,并将热风导入所述沥滤组件1加热其中的酸液,所述双向控制阀27控制所述加热管23导入所述沥滤组件1的热风的流速,通过所述第一干燥层24、所述第二干燥层25和所述干燥箱26多重干燥热风,防止导入的热风中含有的水分遇见冷酸而冷凝,较传统的蒸汽加热酸液,更好的保障了酸液的浓度,解决传统制备玻璃纤维绳,蒸汽加热影响酸液浓度,使得质量一致性差的问题。
进一步的,所述加热组件2还包括湿度传感器29和循环管210,所述湿度传感器29与所述加热管23固定连接,且位于所述加热管23靠近所述双向控制阀27一侧,所述循环管210与所述加热管本体231,并与所述干燥箱26连通,且位于所述加热管23和所述干燥箱26之间,所述加热管23包括加热管本体231和电热网232,所述加热管本体231与所述沥滤组件1连通,并与所述干燥箱26固定连接,且位于所述沥滤组件1和所述干燥箱26之间,所述电热网232与所述加热管本体231固定连接,且位于所述加热管本体231内侧壁,所述加热环28包括加热环本体281和安装环282,所述安装环282与所述导风管22固定连接,且位于所述导风管22内侧壁,所述加热环本体281与所述安装环282拆卸连接,且位于所述安装环282内侧壁。
在本实施方式中,所述湿度传感器29型号为HIH3605,所述湿度传感器29用于检测所述加热管23内热风中的水分含量,检测到热风中含有水分时,控制所述双向控制阀27关闭所述加热管23并打开所述循环管210,通过所述循环管210将热风导回所述干燥箱26再次干燥,所述安装环282用于所述加热环本体281的安装,所述加热环本体281用于对所述风机21吹的风进行初步加热,所述加热管本体231往所述沥滤组件1导入热风加热酸液,所述电热网232发热再次加热热风,从而提高酸液的加热效率。
进一步的,所述沥滤组件1包括酸滤槽11、纱架12和转动机构13,所述酸滤槽11与所述加热管23连通,且位于所述加热管23远离所述干燥箱26一侧,所述转动机构13与所述酸滤槽11固定连接,且位于所述酸滤槽11顶部,所述纱架12与所述转动机构13固定连接,且位于所述酸滤槽11内,所述酸滤槽11包括酸滤槽本体111、进酸管112和出酸管113,所述酸滤槽本体111与所述加热管23连通,且位于所述加热管23远离所述干燥箱26一侧,所述进酸管112与所述酸滤槽本体111连通,且位于所述酸滤槽本体111中部,所述出酸管113与所述酸滤槽本体111连通,且位于所述酸滤槽本体111底部,所述转动机构13包括伸缩杆131和转动电机132,所述转动电机132与所述酸滤槽11固定连接,且位于所述酸滤槽11顶部,所述伸缩杆131与所述转动电机132固定连接,并与所述纱架12固定连接,且位于所述转动电机132和所述纱架12之间。
在本实施方式中,通过所述进酸管112往所述酸滤槽本体111内导入酸液,工人将坯绳卷绕在所述纱架12上,所述伸缩杆131通电伸长,将所述纱架12浸入酸液中,所述转动电机132驱动所述伸缩杆131带动所述纱架12转动,使得所述纱架12上的坯绳进行酸沥滤处理,酸沥滤完毕后,将所述酸滤槽本体111中的酸液通过所述出酸管113排出。
进一步的,所述水洗组件3包括喷淋管31和输水管32,所述喷淋管31与所述酸滤槽本体111固定连接,且位于所述酸滤槽本体111内侧壁,所述输水管32与所述酸滤槽本体111连通,并贯穿所述酸滤槽本体111。
在本实施方式中,通过所述喷淋管31用对62℃水坯绳进行喷淋水洗,所述输水管32向所述酸滤槽本体111内注入62℃水对坯绳浸泡水洗,去除坯绳残留的酸液。
请参阅图6,一种低导热系数的高硅氧玻璃纤维绳制备方法,包括以下步骤,S101将坯绳卷绕在沥滤组件1上进行酸沥滤;
将坯绳卷绕在特制的所述纱架12上制成绳卷,通过所述进酸管112往所述酸滤槽本体111内导入酸液,所述伸缩杆131伸长将所述纱架12浸入酸液中,所述转动电机132驱动使所述纱架12转动,使得所述纱架12上的坯绳进行酸沥滤处理,所述风机21往所述导风管22内吹风,通过所述加热管23和所述加热环28加热导入使酸液加热,温度控制在85℃~98℃之间,处理3~5小时。
S102沥滤组件1排出酸液,烘干装置4烘干坯绳,水洗组件3冲洗坯绳;
酸沥滤完毕后,将所述酸滤槽本体111中的酸液通过所述出酸管113排出,并将坯绳通过所述烘干装置4烘干,所述转动电机132驱动所述伸缩杆131带动所述纱架12转动的同时,所述喷淋管31用对62℃水坯绳进行喷淋水洗,所述输水管32向所述酸滤槽本体111内注入62℃水对坯绳浸泡水洗30min后通过所述出酸管113排水,重复水洗操作直到测定坯绳表面的PH值为6.8时水洗完成。
S103水洗后的坯绳在连续式热定型炉内进行高温热定型处理;
水洗后的坯绳接着在连续式热定型炉内进行高温热定型处理,温度为600℃~750℃,处理时间为0.5小时~1.5小时。
S104将定型后的坯绳依次浸胶,再次通过烘干装置4烘干制得高硅氧玻璃纤维绳。
热处理后坯绳依次单根通过所述涂胶装置5浸胶后,通过所述烘干装置4烘干成膜,再利用分丝卷绕设备卷绕成型即得到成品高硅氧玻璃纤维绳。
以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。