航空发动机加力燃油总管防磕碰批量周转装置及使用方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明属于航空发动机加力燃油总管技术领域,具体涉及航空发动机加力燃油总管防磕碰批量周转装置及使用方法。
背景技术
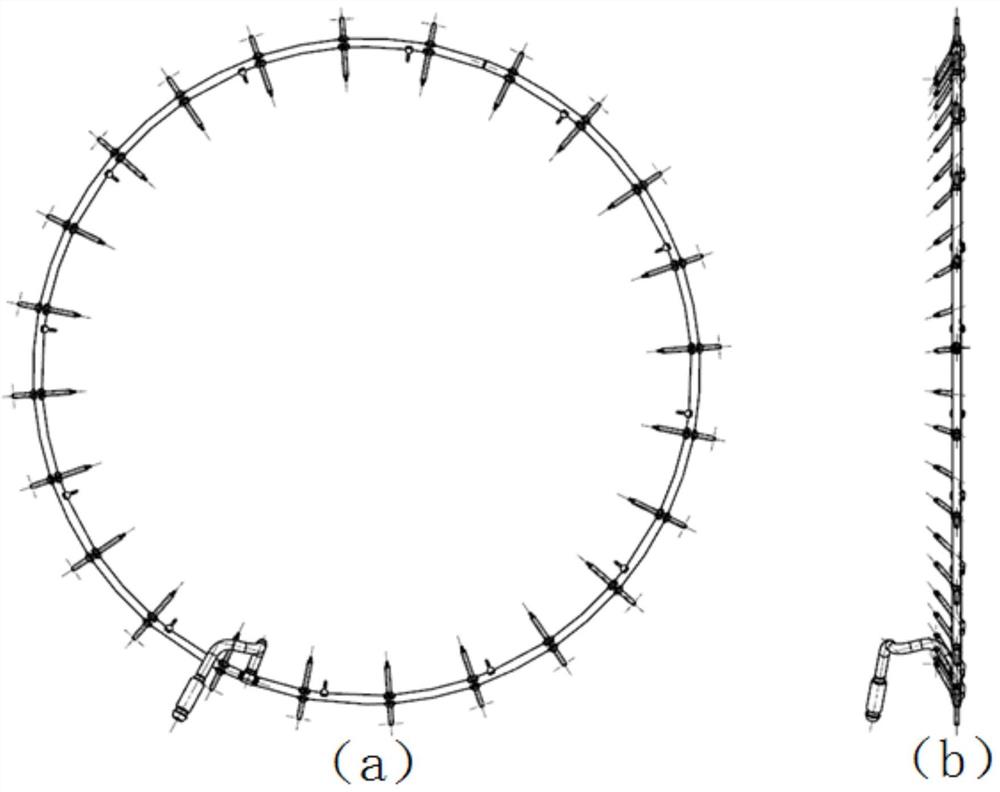
航空发动机加力燃油总管为环状外形特征,同时整体尺寸较大,如图1所示。对于该类总管管路件的周转运输,市面上并没有兼容适配该类产品的通用型周转载具,工厂以往较多采用通用堆垛式装载载具进行对该类管路件的周转。管路件在这种老式载具上约束不足,且相邻管路件间缺乏有效的防碰撞保护措施,在周转过程中极易发生管路件相互磕碰的情况。同时,工厂吊挂载具整体设计结构不紧凑,较为笨重,故致使加力燃油总管的装载量大受影响,通常一个载具只能承载3~5个管路件,难以满足大批量工序间周转的需要。
发明内容
本发明的目的在于提供航空发动机加力燃油总管防磕碰批量周转装置及使用方法,解决以往对该类管路件单次周转数量少、装卸效率低、磕碰伤发生率高的问题。
为了实现上述目的,本发明采用如下技术方案:
航空发动机加力燃油总管防磕碰批量周转装置,包括底座,沿所述底座的长度方向对称安装有立柱,两个立柱之间安装有横梁,横梁与底座之间等间距安装有隔板,相邻两个隔板之间的横梁上安装有挂钩,挂钩上吊挂有加力燃油总管,所述底座底部四角处安装有车轮。
所述立柱两侧安装有加强杆,加强杆一端焊接在立柱上,另一端焊接在底座上。
其中一个所述立柱前端安装有扶手,扶手下部立柱上安装有文件盒。
所述挂钩、横梁及立柱上包覆有胶皮。
所述隔板顶部对称设置有开口槽。
航空发动机加力燃油总管防磕碰批量周转装置的使用方法,包括以下步骤:
步骤1,挂载前检查
挂载前应检查周转装置的挂钩、横梁及立柱上包覆胶皮是否有破损,挂钩及隔板是否装配牢固;
步骤2,挂载加力燃油总管
在临挂载前,需要旋转调整加力燃油总管姿态,使进油管分管方向对正隔板两侧的半圆形开口槽后,再进行挂载;按顺序分别将加力燃油总管依次挂载于周转装置的挂钩上;
步骤3,加力燃油总管的周转
周转前需检查确认各个加力燃油总管的挂载牢固,确认后方可开始周转加力燃油总管至指定区域;
步骤4,卸载加力燃油总管
按顺序依次分别将加力燃油总管从周转装置的挂钩上卸载至指定零件存放架上或操作工位处。
本发明的技术效果为:
通过使用本发明周转装置加力燃油总管装卸效率提升50%,保证了工件在加工工序间的高效周转。同时使用该周转方法可以完全消除加力燃油总管在周转过程中产生的表面磕碰伤情况,估算节约加力燃油总管表面抛修光整加工成本30余万元。
附图说明
图1本发明加力燃油总管示意图,其中图1a为主视图,图1b为侧视图;
图2本发明航空发动机加力燃油总管防磕碰批量周转装置主视图;
图3本发明航空发动机加力燃油总管防磕碰批量周转装置侧视图;
图4本发明航空发动机加力燃油总管防磕碰批量周转装置上挂载加力燃油总管示意图;
1-挂钩,2-横梁,3-立柱,4-隔板,5-底座,6-扶手,7-文件盒,8-车轮,9-半圆形开口槽,10-加强杆,11-加力燃油总管。
具体实施方式
下面结合附图和实施例对本发明做进步的详细说明。
如图2和图3所示,航空发动机加力燃油总管防磕碰批量周转装置,包括底座5,沿所述底座5的长度方向对称安装有立柱3,所述立柱3两侧安装有加强杆10,加强杆10一端焊接在立柱3上,另一端焊接在底座5上,立柱3及加强杆10形成三角支撑形式保证周转装置的刚度,其中一个所述立柱3前端安装有扶手6,扶手6下部立柱3上安装有文件盒7,两个立柱3之间安装有横梁2,横梁2与底座5之间等间距安装有隔板4,所述隔板4顶部对称设置有半圆形开口槽9,本实施例中隔板4采用PVC材料制成,该材质隔板具有轻质、高弹性、低硬度的特性,具备防磕碰阻隔作用。同时,隔板外形轮廓依据加工燃油总管外形尺寸进行设计,最终满足各个挂载工件区域的完全阻隔,彻底排除各加力燃油总管11之间的磕碰可能性。因此,在周转过程中,加力燃油总管11的摆动只可能引起与软质PVC材料隔板的碰撞,加力燃油总管11不会产生磕碰伤,解决了以往周转过程易产生磕碰伤的问题。防止工件间磕碰最直接的方法是对零件进行紧固约束并间隔排布,但是对于整体尺寸较大的加力燃油总管11,该方法紧固过程操作繁琐,将严重影响装卸效率,相邻两个隔板4之间的横梁2上安装有挂钩1,本实施例中,为防止加力燃油总管11装卸过程中与周转装置主体及挂钩1发生磕碰或磨擦伤,在挂钩1、横梁2及立柱3上包覆有软质胶皮,挂钩1上吊挂有加力燃油总管11,具体是装载时挂钩1与加力燃油总管11的环管相配,结合人体工程学设计理念,科学设置挂钩1高度和挂钩1之间的间隙,满足人工挂载过程理想的操作高度和操作空间,使操作者便捷地完成加力燃油总管11的快速挂装和卸载。同时,挂钩1需要满足高兼容性和高刚性两点要求,满足全类型加力燃油总管11的挂载,同时满足挂载的稳定性,所述底座5底部四角处安装有车轮8。本实施例中周转装置的主体结构框架使用50×50空心方钢管材料搭建,通过以上措施最大化减少载具重量,从而有效增加管路件的装载量,管路件装载量可达10件。
航空发动机加力燃油总管防磕碰批量周转装置的使用方法,包括以下步骤:
步骤1,挂载前检查
挂载前应检查周转装置的挂钩1、横梁2及立柱3上包覆胶皮是否有破损,挂钩1及隔板4是否装配牢固;
步骤2,挂载加力燃油总管11
在临挂载前,需要旋转调整加力燃油总管11姿态,使进油管分管方向对正隔板4两侧的半圆形开口槽9后,再进行挂载;按顺序分别将加力燃油总管11依次挂载于周转装置的挂钩1上;需要注意的是,在进行挂载时不允许同时挂载多个加力燃油总管11,以免加力燃油总管11在挂载过程中发生互相碰撞引起磕碰伤;挂载操作仅需一次简单的上挂动作即可快捷地完成单个加力燃油总管11的挂载,如图4所示;
步骤3,加力燃油总管11的周转
周转前需检查确认各个加力燃油总管11的挂载牢固,确认后方可开始周转加力燃油总管11至指定区域;
步骤4,卸载加力燃油总管11
按顺序依次分别将加力燃油总管11从周转装置的挂钩1上卸载至指定零件存放架上或操作工位处。需要注意,卸载时同样要求不允许同时卸载多个加力燃油总管11,防止卸载过程中加力燃油总管11互相碰撞引起磕碰伤,卸载操作仅需一次简单的向上提拉动作即可快捷地完成单个管路件的卸载。