用于气体驱动的车辆的压力罐
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及用于安装在气体驱动的车辆中以储存气体的压力罐,其中,压力罐具有旋转对称的纵长延伸的形状,该形状在中部区域中是呈柱体形并且在两个端部处以拱曲的极盖关闭。压力罐具有器壁,器壁包围用于储存气体的空腔,以及在每个极盖上具有金属联接件,即所谓的凸台件(Boss),其中,器壁包括由纤维增强的塑料制成的加强层和位于内部的用于密闭的衬垫。
此外,本发明还涉及用于制造这种压力罐或这种压力罐的预制品的方法,其中,以吹塑成型工艺制造衬垫以用于构建出压力罐的器壁,该衬垫包围用于储存气体的空腔。
背景技术
气体驱动的车辆例如具有燃气发动机或带有电动马达的燃料电池作为驱动装置。为了可以储存足够的燃料,气体(其尤其可以是氢气)被高压储存在罐中。这种压力罐的典型压力超过200bar,通常达到600bar,并且有时甚至达到700bar或800bar。这意味着,压力罐不仅在此压力下必须是气密的,而且还需要它具有高的机械稳定性。
在现有技术中,用于气体驱动的车辆的压力罐是已知的。这些压力罐具有器壁,器壁包括例如由热塑性塑料制成的位于内部的衬垫用于密闭以及由纤维增强的塑料制成的加强层用于提供机械稳定性。优选地,加强层被缠绕而成并实施为CFK层。CFK是指碳纤维增强的塑料。
凸台件具有通孔和联接螺纹。在两个凸台件中的至少一个凸台件中联接有罐配件,罐配件能够实现对压力罐进行填充或受控地汲取气体。在另一凸台件上,通孔以封闭件密闭或在那里设置有另外的罐配件或安全阀。
在这种压力罐中必须特别注意位于金属联接件、凸台件与衬垫之间的接驳部,这是因为在此要求有特别好的密封性,并且即使在受机械负载的情况下、在内部压力发生变化的情况下或在温度波动较大的情况下也如此。尤其是在氢气罐的情况下将是巨大的挑战。
在DE 102014009343 A1中描述了一种具有上述特征的压力罐。为了改善密封性,在该文献中在加强层与衬垫之间设置有夹紧套筒。夹紧套筒应将经由凸台件起作用的外部负载传递给加强层并因此保护衬垫不受可能会导致泄漏的过载。
DE 102010021667 A1设置有一种在凸台件与衬垫之间的密封环,该密封环应确保密封性。在DE 102016219638 A1中,密封环被锁紧套筒按压到凸台件与衬垫之间的间隙中,以便实现衬垫与凸台件之间的密闭。
然而,根据现有技术的实施方案具有缺点,即,它们对由于温度波动或由于变化的压力负载所造成的变化的负载都不能很好地发挥足够作用,并因此也确保不了长期稳定的密闭。
然而,良好和持久的密闭对于尤其是针对例如用于由燃料电池驱动的商用车辆的氢气而言的较大的压力罐是特别重要的。这种压力罐可能具有直至600mm的直径和2500mm的长度。迄今已知的密闭构思是不够的。
发明内容
现在本发明的任务是,研发一种压力罐,该压力罐具有更好的密封性和长的使用寿命且泄漏量低,以及展示一种能简单且可靠地制造这种压力罐的方法。
该任务一方面通过根据权利要求1的压力罐来解决。另外的有利的特征在各自的从属权利要求中提及。
根据本发明,根据权利要求1的压力罐的特征在于,存在与凸台件连接的衬套、压力环和弹簧元件用于密闭,该压力罐以如下方式设计,即,使得弹簧元件支撑在衬套上并使压力环按压到衬垫上,并由此使衬垫按压在凸台件上的区域中。该区域是面式的且优选构造为环形的面。
根据本发明的实施方案的主要优点在于,由于弹簧元件且由于具有衬套和压力环的两件式的实施方案,使得可以对衬垫与凸台件之间的密封面施加预紧以用于密闭。该密封面处于衬垫被推压到凸台件上的区域中。基于以这种方式产生的预紧,使得例如即使在内部压力较低的情况下或在因温度差异而膨胀的情况下始终提供足够的密封性。通过协调地调整弹簧力,还可以避免对衬垫的过度挤压并因此避免导致泄漏的变形。
弹簧元件在此是指在压缩时可以施加足够的弹性弹簧力的元件。例如,弹簧元件可以被实施为由弹簧钢制成的环形元件,该环形元件具有所谓的弹簧翼,尤其地,弹簧元件可以具有U形或V形的横截面。替选地,弹簧元件也可以由多个板簧或螺旋弹簧形成,它们布置在衬套与压力环之间。这里也可以使用其他类型和形状的弹簧。尤其地,弹簧元件可以被实施为所谓的碟形弹簧。碟形弹簧可以具有一个或多个弹簧碟片。尤其地,通过前后相继布置的碟形弹簧的数量可以调整弹簧强度。
例如,可以使用弹性的聚合物(弹性体或交联的热塑性塑料)作为另外的弹簧材料或由纤维复合塑料制成的弹簧元件。
特别有利的是,弹簧元件被如下这样地实施,即,使得它具有的方向(用于推压的弹簧力沿该方向作用)与压力罐的纵向轴线L最多夹成+/-20°的角度,并且该方向尤其是与纵向轴线L基本上平行取向。这样的取向提供了可以从外部通过凸台件的中心孔来调整和改变弹簧预紧的可能性。此外,这在装配时提供了优势。
在另外的优选的实施方案中,压力环与衬垫碰触的面与纵向轴线L形成70°至110°的角度,并且尤其是与纵向轴线L基本上垂直取向。这对装配和可调性也是有利的。
优选地,衬套被如下这样地布置,即,使得衬套与衬垫不发生面式接触。用于密闭的挤压仅经由压力环的面传递。
为了持久地确保功能而有利的是,压力环和衬套一起完全包围弹簧元件。因此,弹簧元件受保护并保持在所期望的定位中。此外,该实施方案也提供了更容易的装配。此外,在以吹塑成型工艺生产衬垫时,这些优点已经产生了积极的影响。在该意义下,当仍然存在个别开口或间隙时也属于完全包围。这就不必是完全封装的。
此外,压力环优选在其朝向弹簧元件的轮廓方面被如下这样地实施,即,使得弹簧元件形状锁合地贴靠在轮廓上。因此,利用弹簧元件与压力环之间的较大的接触面,这确保了将力均匀地传递到密封面上。
在一个优选的变体中,衬套经由螺旋螺纹紧固在凸台件上,尤其是使得由此可以改变推压压力环所用的力。因此,衬套例如可以具有外螺纹,该外螺纹与凸台件上的内螺纹嵌接。通过将衬套以不同的深度拧入凸台件中,使得衬套与压力环之间的弹簧可以不同程度地被压缩。因此可以有针对性地调整预紧。
替选地,衬套可以经由夹紧部紧固在凸台件上。夹紧部在此必须被实施成使得它不会由于弹簧力而松开。
此外,衬套可以具有弹簧元件支撑在其上的凸缘,其中,凸缘基本上垂直于压力罐的纵向轴线L布置。因此,可以实现良好的可装配性和良好的力传递。
在一个有利的实施方案中,凸台件具有与衬垫接触的外螺纹。因此,在衬垫与凸台件之间产生了良好的机械连接,这在制造加强层时提供了良好的稳定性。加强层通常以缠绕工艺来产生,在缠绕工艺中出现高的径向力。
为了在衬垫与凸台件之间产生足够的密封面而有利的是,压力环的被按压到衬垫上的面在径向方向R上延伸至少20mm、优选至少30mm。最多延伸100mm作为上限是有意义的,以便不需要太多的结构空间。
当凸台件具有处于凸台件的面(衬垫被压力环推压到该面上)上的隆起部时,那么压力罐的密封性可以得到进一步改善。凸台件的该区域也被称为密封面。隆起部优选实施为围绕纵向轴线L的同心的环。在压力环被弹簧元件推压到衬垫上时,凸台件上的隆起部在与压力环相对置的那侧上被压入到衬垫中。由此显著提高了衬垫与凸台件之间的密封性。这种改进在压力罐内的内部压力较低的情况下特别有效。因此,压力罐可以被排空到较低的压力水平而不用担心泄漏。
隆起部只有十分之几毫米高,优选在0.3mm至1.5mm之间,特别优选在0.5mm至1mm之间。因此,尽管它们略微压入到衬垫中,但却并不损坏衬垫,或者甚至不产生裂缝。隆起部例如可以具有半圆形的或三角形的或类似的横截面。
同样,还可以通过如下方式改善密闭,即,凸台件具有凹槽,在凹槽中设有密封环,其中,凹槽被如下这样地布置,即,使得密封环与衬垫接触。附加地,凹槽位于凸台件的其中衬垫被压力环按压到凸台件上的区域中。因此,衬垫也被压力环按压到密封环上。因此,密封环可以补偿衬垫的较小的位置变化,而不降低密闭。除了使用密封环之外,优选还可以使用支撑环。由于容器内部压力和弹簧预紧,使得衬垫紧贴到支撑环上,并确保两者之间不会出现间隙。由此,密封环可以不被压入到衬垫与凸台件之间的间隙中。
为了良好地构建预紧并实现良好的密闭,压力环能相对于衬套在纵向轴线L的方向上移动,因此可以使压力环实施得更坚固,使得在面上实现均匀的挤压,并因此实现可靠的密闭。
当压力环具有止挡和/或衬套具有止挡时,那么该实施方案就得到进一步改善,这些止挡以如下方式设计,即,使得经由完全压缩的弹簧元件而能够在压力环与衬套之间实现在纵向轴线L的方向上的刚性的力传递。完全压缩在此被理解为:弹簧元件被压缩到以至于经由弹簧元件进行刚性的力传递,而不是依赖于弹簧力进行弹性的力传递。
因此,为了在衬垫与凸台件之间可以施加比弹簧元件所能够施加的更大的挤压力,可以将凸台件与衬套之间的拧接部拉紧,使得力通过止挡从衬套传递到压力环上。
尤其是当凸台件上存在应被压入衬垫中的隆起部时,提供了优势。因此,在凸台件被装配到衬套上时,可以产生更高的挤压力,由此将隆起部良好地压入到衬垫中。例如,通过拧接部可以施加直至40kN的挤压力,而被用作弹簧元件的碟形弹簧例如只具有5kN的复位力。随后,在压力罐的运行中,过高的挤压力是有害的,这是因为衬垫材料流动并从推压面的区域中被压出。因此,弹簧力不可以选得很高。装配后衬垫材料的初始出现的流动确保了在止挡与各自的配合面之间生成小的间隙并因此使挤压力减少到运行中的弹簧力值。该值被如下这样地设计,即,使得衬垫可以持久地承受该值。由于在装配时起作用的挤压力的增加,使得凸台件上的隆起部被很好地压入到衬垫中并确保了改善的密闭。
此外,衬套与压力环之间的刚性的力传递即使在吹塑成型期间也可以是有利的,以便使部件保持在期望的定位中。
另一方面,该任务也同样通过按照权利要求12的用于制造上述的根据本发明的压力罐或这种压力罐的预制品的方法来解决。另外的有利的特征在各自的从属方法权利要求中提到。
该方法的特征在于,能与凸台件连接的衬套、压力环和弹簧元件布置在所谓的吹塑芯轴上,而衬垫以吹塑成型工艺制成,使得在衬垫制成后,压力环和弹簧元件位于衬垫的内侧上,其中,当衬套与凸台件连接时,弹簧元件可以支撑在衬套上并可以使压力环按压到衬垫上,并且可以使衬垫按压到凸台件的面上。
在吹塑成型工艺中,将用于衬垫的塑料从喷嘴挤出,从而首先生成软管。然后,吹塑模具的两个或更多个部分被聚拢在一起,从而形成形式为针对压力罐的待形成的衬垫的型腔。所挤出的软管位于该型腔中。气体经由所谓的吹塑芯轴、通口件被吹入到软管中,由此使该软管贴靠到吹塑模具的内侧上。因此得到期望形状的衬垫。在塑料材料固化后,可以使衬垫脱模。将吹塑芯轴移除。优选地,衬垫由热塑性的塑料材料、例如聚酰胺制成。热塑性塑料在冷却后固化。
通过根据本发明来执行方法,使得在制造衬垫时,衬套、压力环和弹簧元件就已经被引入到衬垫内部中的所期望的位置上,使得它们之后可以与凸台件连接并可以承担用于改进密闭的根据本发明的功能。压力环和弹簧元件在制造衬垫后位于衬垫的内侧上,其中,当衬套与凸台件连接时,弹簧元件可以支撑在衬套上并且可以使压力环按压到衬垫上,并且可以使衬垫按压到凸台件的面上。
特别是较大的压力罐在两个极盖上都具有凸台件。因此,特别优选地,在压力罐的两个极盖上分别以上述类型设置有衬套、压力环和弹簧元件,以便改善衬垫与各自凸台件之间的密闭。
在根据本发明的方法中,第二衬套、第二压力环和第二弹簧元件可以布置在支架上或吹塑模具上,而衬垫以吹塑成型工艺制造,使得在衬垫被制成后,第二压力环和第二弹簧元件也位于衬垫的内侧上,其中,当第二衬套与第二凸台件连接时,第二弹簧元件可以支撑在第二衬套上并使第二压力环可以按压到衬垫上,并且使衬垫可以按压到第二凸台件的面上。
为了在凸台件与衬垫之间产生稳定的连接,各自的凸台件优选具有外螺纹,外螺纹与衬垫中的相应的内螺纹嵌接。衬垫中的内螺纹优选在从吹塑模具中脱模后以切削方式例如通过铣削制成。由此防止凸台件在被旋入到衬垫中时不得不切入表面中并因此而损坏衬垫。因此,在凸台件与衬垫之间实现了稳定的连接,该连接也可以经受在制造加强层时的、尤其是在卷绕时的高负载。此外,利用这样的螺纹,得到了在衬垫上的定位精确且重复精确的拧接,从而使两个部件总是彼此相同地被定位。
此外有利的是,凸台件配备有左旋螺纹作为外螺纹并且第二凸台件配备有右旋螺纹作为外螺纹,其中,衬垫在每个侧上都具有相应匹配的螺纹。由此使得两个凸台件-衬垫连接部可以在共同的转动方向上吸收更高的旋转力并因此更好地保护在之后的卷绕过程中以免被拧开。
此外,在吹塑成型期间,压力环可以相对于衬套在纵向轴线L的方向上移动,使得它完全压缩弹簧元件,从而能经由弹簧元件并尤其是经由压力环上的止挡和/或衬套上的止挡来实现衬套与压力环之间的刚性的力传递。
在另外的方法步骤中,将凸台件与衬垫和衬套连接起来,其中,凸台件与衬套之间的连接通过将凸台件旋拧到衬套的外螺纹上来实现。凸台件在此被旋拧到衬套上,使得压力环相对于衬套在纵向轴线L的方向上移动并且该压力环完全压缩弹簧元件,直至能经由弹簧元件并尤其是经由压力环上的止挡和/或衬套上的止挡来实现衬套与压力环之间的刚性的力传递。这种在装配凸台件时的流程的优点在上文已经描述。
在又一另外的方法步骤中,利用由纤维增强的塑料、尤其是由CFK(碳纤维增强的塑料)制成的带来卷绕由衬垫和凸台件制成的预制品,以用于形成压力罐的加强层。这些带优选已经利用匹配的塑料树脂浸渍(所谓的丝束预浸料),并塑料树脂在缠绕后固化。
附图说明
结合实施例,参照附图对本发明的另外有利的特征进行解释。所提到的特征不仅可以以所示的组合方式有利地实施,而且还可以单独地相互组合。这些附图详细地:
图1示出根据本发明的压力罐的示意图;
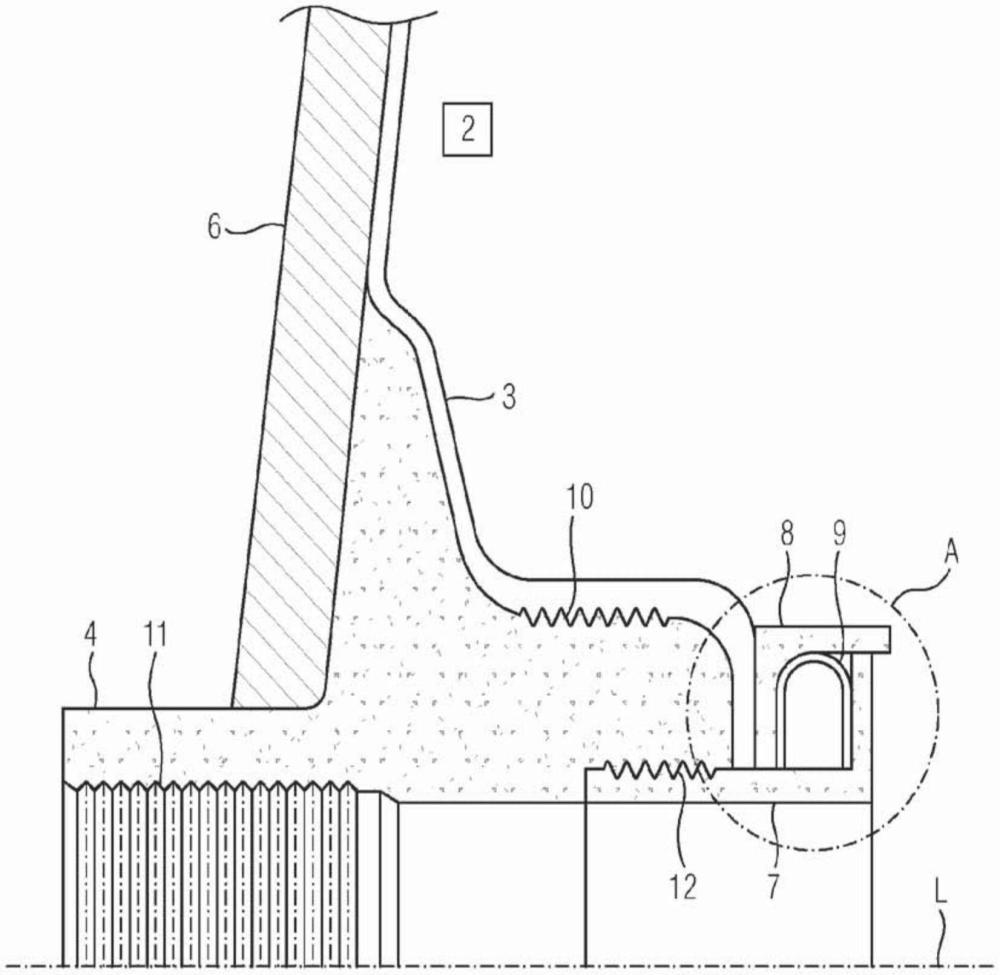
图2a示出在根据本发明的实施方案中的凸台件与器壁之间的接驳部的详细截段;
图2b示出在另外的根据本发明的实施方案中的凸台件与器壁之间的接驳部的详细截段;
图3a、3b、3c示出用于在凸台件与器壁之间密闭的不同的根据本发明的实施方案的截段;
图3d示出用于在压力罐运行期间对凸台件与衬垫之间密封的另外的根据本发明的实施方案的截段;
图3e示出用于在装配凸台件期间对凸台件与衬垫之间密闭的另外的根据本发明的实施方案的截段;
图4a示出用于根据本发明制造压力罐或其预制品的布置的截段;
图4b示出用于制造根据本发明的压力罐的预制品在装配凸台件后的截段;
图5示出在另外的根据本发明的实施方案中的凸台件与器壁之间的接驳部的详细截段;
图6a示出用于在压力罐运行期间对凸台件密封的另外的根据本发明的实施方案的截段;
图6b示出用于在装配凸台件期间对凸台件与衬垫之间密闭的另外的根据本发明的实施方案的截段。
下面将对附图进行更详细描述。相同的附图标记表示相同或类似的构件或部件。
具体实施方式
图1示出了压力罐1,其在每个极盖上具有各一个凸台件4、4‘。将用于填充气体和用于受控地汲取气体的罐配件5拧入到凸台件4中。凸台件4‘用封闭件密闭。替选地,该凸台件可以容纳安全阀。压力罐1的器壁包围空腔2,并且由位于内部的衬垫3和加强层6形成。衬垫3优选由热塑性塑料,如聚酰胺制成,并且在根据本发明的方法中以吹塑成型工艺制成。加强层6通过以纤维增强的塑料、优选以CFK构成的带利用缠绕工艺制成。压力罐1绕纵向轴线L旋转对称。在这样的压力罐中,必须特别注意凸台件4、4‘与衬垫3之间的密闭。尤其是如在商用车辆中所需的以便能够实现足够的航程的大压力罐中,良好的密闭是困难的挑战。
图2a和图2b以放大的方式示出了压力罐1的截段B,从而可以看到用于改善密闭的根据本发明的实施方案。图中示出了两种不同的实施方案。
在衬垫3的内部中,即在空腔2中存在压力环8和弹簧元件9。弹簧元件9经由与凸台件4连接的衬套7被预紧并将压力环8按压到衬垫3上,并因此将衬垫3按压到凸台件4上。凸台件4与衬套7之间的连接经由拧接部12建立,其中,在衬套7上存在相应的外螺纹。衬垫3仅经由压力环8挤压到凸台件上。该压力环8能相对于衬套7运动,并可以在纵向轴线L的方向上移动。它们一起包围弹簧元件9,这由此就得到了很好的保护。此外,由此,使得部件被很好地装配。为此,使用了特殊工具,该特殊工具可以通过凸台件4的中心孔导入。在图2a中的实施方案中,弹簧元件9被实施为具有U形横截面的弹簧环。压力环8优选在弹簧元件9所贴靠的那侧上成形,使得利用尽可能大的接触面来进行力传递。在该情况下,压力环8具有弯曲的形状,该形状与具有U形横截面的弹簧环的弯曲部相应。
在根据图2b的实施方案中,压力环8在朝向衬垫3的那侧具有凸缘23。在该实施方案中,弹簧元件9被构造为碟形弹簧。图中示出具有两个弹簧碟片的碟形弹簧;也可以只设置一个弹簧碟片或更多个弹簧碟片。随着厚度、材料和数量地,弹簧力可以被调整到所期望的程度。压力环8优选在弹簧元件9所贴靠的那侧上成形,使很好的力传递成为可能。附加地,压力环8具有止挡22,在弹簧元件9被充分压缩的情况下,该止挡贴靠在衬套7上。并且衬套7具有止挡21,在弹簧元件7被充分压缩时,该止挡贴靠在压力环8上。因此,可以在压力环8与衬套7之间建立刚性的力传递,这对凸台件的装配或在对衬垫的吹塑成型期间是有利的。
针对该根据本发明的实施方案,也可以使用不同于在此示例中所示的弹簧元件。
压力环8的被按压到衬垫3上的面和衬垫3的被按压到凸台件4上的面基本上垂直于纵向轴线L取向。同样地,衬套7的支撑弹簧元件9的凸缘也基本上垂直于纵向轴线L地布置。因此,通过拧接部12,使得弹簧元件9的弹簧力经由压力环8被完全传递到凸台件4与衬垫3之间的密封面上。通过这些面最多+/-20°的倾斜姿态,仍然总是可以实现足够的力传递。此外,密封面的倾斜姿态有助于在衬垫制造期间更好地使密封凸缘排气。通过倾斜姿态可以在模具半部聚拢时能更好地使气体从夹挤部位逸出。
凸台件4的其中压力环8将衬垫3按压到凸台件4上的区域被称为密封面或扼流部位。由于弹簧元件9的弹簧力并由于气体内部压力本身,使得通过将衬垫3挤压到凸台件4上实现了密闭进而实现了对压力罐中的气体内部压力的扼流。
衬垫3经由螺纹10紧固在凸台件4上。在凸台件上具有外螺纹10,并在衬垫上具有内螺纹10。衬垫上的内螺纹10相应匹配地切削加工而成。
此外,在凸台件4上存在内螺纹11,经由该内螺纹可以拧入罐配件、安全阀或封闭件。
在下面的图3a-3c中示出截段A。这些附图示出了凸台件在其中衬垫3被压力环8按压到凸台件上的区域中可以被如何有利地实施的另外的实施方案。
在该区域中,代替平滑的面地,凸台件4具有隆起部13(图3a和图3b)。在这种情况下,隆起部13被实施为在面上的同心的环,并且只有十分之几毫米高,优选在0.3mm至1.5mm之间、特别优选在0.5mm至1mm之间。隆起部13被压入衬垫13的表面中并改善密封效果。隆起部一种是以导圆的或半圆形的横截面实施,并且另一种是以三角形的横截面实施。而其他形状也是可能的。
图3c示出了用于改善密闭的另外的变体。该另外的变体也可以与隆起部相结合地使用。在此,将密封环15,例如O形环,放入到凸台件上的凹槽14中。凹槽14优选位于凸台件4的其中衬垫3被压力环8推压的区域中。然而,凹槽也可以设置在该区域之外。为了使密封环15在受更大的负载的情况下不被压入凸台件4与衬垫3之间的间隙中,可以设置有支撑环16。压力罐中的气体内部压力和通过弹簧元件9进行的挤压确保了衬垫3均匀且很好密闭地贴靠到支撑环16上。
针对截段A,在下面的图3d和图3e中示出了另外的变体。这些附图在图3d中示出了在压力罐运行时的布置情况,而在图3e中示出了凸台件4被装配后的情况,该装配在衬垫以吹塑成型制成后进行。
以放大的方式示出了为了清晰起见在图2中并未示出的隆起部13。隆起部13存在于凸台件4的面上,衬垫3被压力环8按压到该面上。隆起部13不是按比例的,这是因为否则就无法看到。在这种情况下,隆起部13在表面上呈同心环地实施,并只有十分之几毫米高,优选在0.3mm至1.5mm之间,特别优选是在0.5mm至1mm之间。隆起部13被压入到衬垫13的表面中并改善密封效果。例如,隆起部可以以导圆的或半圆形的或三角形的横截面实施。其他形状也是可能的。在运行状态中,如图3a所示,在止挡21、22与压力环或衬套上的各自的配合面之间分别存在间隙。压力环8对衬垫3的挤压进而对凸台件4的挤压与弹簧元件9的例如量级为5kN的弹簧力相应。根据填充压力和温度而定,间隙宽度可以略微改变。
在图3e中,在止挡21、22与各自的配合面之间不存在间隙。凸台件4被拧紧到衬套7上或者衬套7被拧紧到凸台件4中,以至于接触止挡21、22并使得挤压力可以经由拧接部提高。因此,例如可以加载直至40kN的压力,以便在装配时将隆起部13很好地压入衬垫3中。在这种高压的情况下和随后的压力测试期间,衬垫材料略微流动并使衬垫3从凸台件4与压力环8之间的挤压区域被压出,并且衬垫3在该区域变得略薄。这种情况一直发生直至止挡21、22与它们各自的配合面出现间隙,并由此使挤压下降到弹簧元件9的弹簧力的水平。因此达到了图3a中所示的状态。
用于改进密闭的另外的变体并未示出。该另外的变体也可以与隆起部相结合地使用。在此,将密封环、例如O形环,放入到凸台件上的凹槽中。凹槽优选位于凸台件4的其中衬垫3被压力环8推压的区域中。然而,凹槽也可以设置在该区域之外。为了使密封环在受更大的负载的情况下不被压入凸台件4与衬垫3之间的间隙中,可以设置有支撑环。压力罐中的气体内部压力和通过弹簧元件9进行的挤压确保了衬垫3均匀且很好密闭地贴靠到支撑环上。
为了说明根据本发明的用于制造压力罐的方法,图4a和图4b同样示出了截段。图4a中示出了在制造衬垫时所使用的布置情况。在吹塑芯轴17上装配有具有压力环8和弹簧元件9的衬套7。两件式或多件式的吹塑模具18在闭合时将衬垫材料按压到吹塑芯轴17上,并按压到衬套7和压力环8上。衬垫材料,优选热塑性塑料,事先作为软管从喷嘴中挤出。如果吹塑模具被闭合,则气体经由作为通口件发挥作用的吹塑芯轴被吹入,从而使衬垫材料以吹塑方式被压入,并生成衬垫3的所期望的形状。在固化后,打开吹塑模具并使衬垫3脱模。于是,压力环8和弹簧元件9位于空腔2中的衬垫3的内侧上,并且衬套7被布置成使得其之后可以与凸台件4连接。为此,将衬垫3的部分3a去除,以便露出衬套7上的外螺纹。附加地,衬垫3还可以被进一步加工。例如,可以在衬垫3的表面中切割或铣出螺纹,以用于与凸台件上的外螺纹连接。
为了也可以将第二凸台件紧固在具有用于密闭的根据本发明的实施方案的压力罐的相对置的极盖上,在制造时可以引入第二衬套、第二压力环和第二弹簧元件。为此,第二衬套、第二压力环和第二弹簧定位在支架或吹塑模具上的与吹塑芯轴17相对置的那侧上,从而在制造衬垫时,它们也如吹塑芯轴17上的构件那样类似地同样布置在内部中。然后,将凸台件与第二衬套相应地也连接到该侧上。
具有根据图2b或图6a/b的根据本发明的变体的实施方案并未示出,但同样是有利的。在吹塑成型中,压力环8可以在此压缩弹簧元件9;9‘,使得该布置被刚性固定并且在吹塑成型期间保持在所期望的位置。在根据图2b的实施方案中,通过弹簧元件9的压缩使得止挡21和22贴靠在压力环或衬套上的各自的配合面上。在根据图6a/b的实施方案中,弹簧元件9‘被完全压缩,从而使得止挡24和25经由弹簧元件9‘得到了刚性的力传递。
图4b示出了凸台件4被拧紧到衬套7上之后的截段。通过旋拧使弹簧元件9压缩,并且将压力环8按压到衬垫3上,并使该衬垫被按压到凸台件4上,所产生的预紧可以经由拧入深度并经由弹簧元件9的弹簧刚度来调整。
凸台件4上位于密封面的区域中的隆起部被压入到衬垫3的表面中并因此提高了密封性。隆起部在此被实施为具有导圆的横截面的同心环。
未示出的根据图2b或图6a/b的变体在此也可以提供优势。如前已述,在这些变体中,弹簧元件9、9‘可以被压缩,使得衬套7和压力环8能够不依赖于弹簧元件的弹性地实现刚性的力传递。
成形出的衬垫3与两个拧紧的凸台件4是用于进一步制造压力罐的预制品。在另外的方法步骤中,该预制品被由纤维增强的塑料制成的带卷绕,以便形成器壁的加强层。在卷绕之后,纤维增强的塑料被硬化。优选地,为此使用以适当的树脂浸渍的CFK带。
图5以放大方式又示出了压力罐1的截段B,但针对的是另外的根据本发明的用于改进密闭的实施方案。压力环8‘和弹簧元件9‘位于衬垫3的内部中,即位于空腔2中。经由与凸台件4连接的衬套7‘,使得弹簧元件9‘被预紧,并使压力环8‘按压到衬垫3上,并因此将衬垫3按压到凸台件4上。凸台件4与衬套7‘之间的连接经由拧接部12来建立,其中,在衬套7‘上存在相应的外螺纹。衬垫3仅经由压力环8‘被挤压到凸台件上。该压力环8‘能相对于衬套7‘运动,并且可以在纵向轴线L的方向上移动。压力环8‘经由其内径在衬套7‘上受引导。在该实施方案中,压力环8‘和衬套7‘可以实施得非常纤细并节省结构空间。
压力环8在朝向衬垫3的那侧上具有凸缘23。
在该实施方案中,弹簧元件9‘被构造为碟形弹簧。图中示出具有四个弹簧碟片的碟形弹簧,也可以只设置一个弹簧碟片或更多个弹簧碟片。随着厚度、材料和数量地,弹簧力可以被调整到所期望的程度。
压力环8‘的被按压到衬垫3上的面和衬垫3的被按压到凸台件4上的面基本上垂直于纵向轴线L取向。同样地,衬套7‘的支撑弹簧元件9‘的凸缘也基本上垂直于纵向轴线L地布置。因此,通过拧接部12,使得弹簧元件9‘的弹簧力经由压力环8被完全传递到凸台件4与衬垫3之间的密封面上。通过将这些表面最多+/-20°的倾斜姿态,仍然总是可以实现足够的力传递。此外,密封面的倾斜姿态有助于在衬垫制造期间更好地使密封凸缘排气。通过倾斜姿态可以在模具半部聚拢时更好地使气体从夹挤部位逸出。
凸台件4的其中压力环8‘将衬垫3按压到凸台件4上的区域被称为密封面或扼流部位。由于弹簧元件9‘的弹簧力并由于气体内部压力本身,使得通过将衬垫3挤压到凸台件4上实现了密闭进而实现了对压力罐中的气体内部压力的扼流。
优选地,压力环8‘在弹簧元件9‘所贴靠的那侧上被成形,使得能很好地进行力传递。尤其地,止挡24可以设置在弹簧元件9‘所贴靠的压力环上。
针对根据本发明的实施方案,也可以使用不同于在此示例中所示的弹簧元件。
衬垫3经由螺纹10紧固在凸台件4上。在凸台件上具有外螺纹10,并且在衬垫上具有内螺纹10。衬垫上的内螺纹10被相应匹配地切削加工。
此外,在凸台件4上存在内螺纹11,经由该内螺纹可以拧入罐配件、安全阀或封闭件。
在下面的图6a和6b中示出截段A‘。这些附图在图6a中示出了压力罐在运行时的布置情况,而在图6b中示出了在装配凸台件4后的情况,该装配在衬垫以吹塑成型制成后进行。另外的细节与对上述图3a和图3b的附图描述相似。
在此所示的变体的主要区别是,衬套7‘且尤其是压力环8‘更纤细并且更节省空间地实施。这在致力于需要较小的结构空间且重量尽可能小的应用中是很大的优势。
图6a示出,在运行中,压力环8‘与衬垫3之间的挤压经由弹簧元件9‘来实现,弹簧元件支撑在衬套7‘的凸缘上。衬套上的止挡25与弹簧元件9‘之间存在间隙。衬套7‘经由未完全示出的外螺纹12与凸台件4连接。根据弹簧元件9‘的弹簧碟片的数量和选定,以及根据压力环8‘与衬套7‘之间的间距地,可以调整针对衬垫3而作用在面上的压力。
在图6b中,弹簧元件9‘被完全压缩,从而实现从衬套7‘到压力环8‘的刚性的力传递。在所示的实施方案中,这通过如下方式来实现,即,衬套的止挡25经由弹簧元件9‘按压到压力环8‘的止挡24上。为了实现这一点,凸台件4被拧紧到衬套7‘上或者衬套7‘被拧紧到凸台件4中,使得止挡24、25完全将弹簧元件9‘按压到一起并能够经由弹簧元件9‘在没有弹性影响的情况下实现刚性的力传递。因此,如前所述,可以施加高的压力,以便在装配时将隆起部13很好地压入到衬垫3中。在这种高压的情况下和随后的压力测试期间,衬垫材料略微流动,并且衬垫3从凸台件4与压力环8‘之间的挤压区域被压出,衬垫3在该区域中变得略薄。这种情况一直发生,直至弹簧元件与止挡25之间出现间隙,并由此使挤压下降到弹簧元件9的弹簧力的水平。因此,达到了图6a中所示的状态。
此外,在该实施方案中,压力环8‘与衬垫3之间的用于密闭的接触面相对于垂直于纵向轴线L的方向倾斜地实施。尤其地,直至20°的倾斜度是有利的。衬垫3与压力环8‘之间的可能的气穴可以通过倾斜姿态在拧入到凸台件4时从密封面被径向压出。这便于可靠的装配。
未示出另外的用于改进密闭的变体。该另外的变体也可以与隆起部相结合地使用。在此,将密封环,例如O形环,放入到凸台件上的凹槽中。凹槽优选位于凸台件4的其中衬垫3被压力环8推压的区域中。然而,凹槽也可以设置在该区域之外。为了使密封环在受更大的负载的情况下不被压入凸台件4与衬垫3之间的间隙中,可以设置有支撑环。压力罐中的气体内部压力和通过弹簧元件9进行的挤压确保了衬垫3均匀且很好密闭地贴靠到支撑环上。
附图标记列表
1 压力罐
2 空腔
3 衬垫
3a 衬垫的一部分
4、4‘ 凸台件
5 罐配件
6 加强层
7、7‘ 衬套
8、8‘ 压力环
9、9‘ 弹簧元件
10 外螺纹
11 内螺纹
12 螺旋螺纹
13 隆起部
14 凹槽
15 密封环
16 支撑环
17 吹塑芯轴
18 吹塑模具
21 衬套上的止挡
22 压力环上的止挡
23 压力环上的凸缘
24 压力环上的止挡
25 衬套上的止挡
L 压力罐的纵向轴线
R 压力罐的径向方向