一种卷烟燃烧锥偏头率的检测方法及卷烟质量评价方法
文献发布时间:2024-01-17 01:26:37
技术领域
本发明属于卷烟产品质量检测评价技术领域,具体涉及一种卷烟燃烧锥偏头率的检测方法,以及卷烟质量评价方法。
背景技术
卷烟燃烧锥是指卷烟燃烧过程中碳化形成的不规则锥形体,卷烟燃烧锥的形态能够体现卷烟燃烧状态,卷烟燃烧锥的高度、面积和凹凸程度与卷烟的熄火和燃烧锥掉落关系密切,同时卷烟燃烧状态直接影响了卷烟燃烧过程中的化学变化,进而影响卷烟香气成分的释放、转移,以及焦油、烟碱、CO的释放量。卷烟在逐口抽吸过程中,由于消费者对烟支的弹击行为会导致卷烟燃烧锥出现倾斜甚至掉落的现象,影响消费者的消费体验,有损卷烟品牌形象。
目前,针对卷烟燃烧锥的落头现象有较多的研究,如中国专利CN115015042A公开的一种预测烟支燃烧锥落头位置的方法,首先通过烟支烟丝密度变化率来判定烟丝密度区域分布,然后找到烟丝密度变化率介于紧密段与非紧密段之间的过渡区域,该区域即为烟支燃烧锥落头位置。又如中国专利CN103257212A公开了一种利用旋转方式检测卷烟落头倾向的装置及方法,其通过旋转方式测试卷烟燃烧锥的落头现象。又如中国专利CN105571960A公开了一种卷烟抽吸过程中燃烧锥落头性能的检测装置及方法,通过模拟人的抽吸过程以满足不同条件下的卷烟落头性能要求。
但是,上述研究均是基于卷烟燃烧锥落头的基础上进行研究,而消费者在实际抽吸卷烟的过程中,卷烟燃烧锥会出现一定的倾斜而不掉落的现象,这对消费者的抽吸体验和卷烟的抽吸感官质量都有较大的影响。但目前尚未建立衡量卷烟燃烧锥偏头现象的评价方法及标准。因此,建立卷烟燃烧锥偏头率(卷烟燃烧锥倾斜程度)的评价方法对于卷烟质量的检测及优化,具有重要的研究意义和实用价值。
发明内容
为此,本发明所要解决的技术问题在于提供一种卷烟燃烧锥偏头率的检测方法,所述方法通过敲击或弹击卷烟,测量卷烟燃烧锥偏头率、严重偏头率的几率,研究卷烟辅材等对卷烟偏头率的影响;
本发明所要解决的第二个技术问题在于提供一种基于卷烟燃烧锥偏头率进行卷烟质量评价的方法。
为解决上述技术问题,本发明所述的一种卷烟燃烧锥偏头率的检测方法,包括如下步骤:
(1)试样调节:待测卷烟样品进行平衡处理,备用;
(2)施力参数的确定:在距离所述卷烟样品的滤嘴端x处选择施力点a,对所述卷烟样品施力强度为N,施力时间为t,施力次数为n;
(3)燃烧锥偏转角的定义:定义所述卷烟样品的燃烧锥偏转角为烟支中轴线l
(4)样品的检测:取待测卷烟样品m支,置于吸烟机上并点燃卷烟,选择标准抽吸模式进行逐口抽吸,每次抽吸结束后按照设定的施力参数对所述卷烟样品进行施力,并记录此时所述卷烟样品的所述燃烧锥偏转角的大小,并进行重复测量,即得。
具体的,所述卷烟燃烧锥偏头率的检测方法,所述步骤(1)中,所述平衡处理补充的温度为(22±1)℃,相对湿度为(60±2)%,平衡时间36-60h。
具体的,所述卷烟燃烧锥偏头率的检测方法,所述步骤(2)中,所述x取值为(30-35)mm,所述N取值为(20-60)gf,所述t取值为(0.02-0.03)s,所述n取值为1-3次,且两次弹击时间间隔不大于1s。
具体的,所述卷烟燃烧锥偏头率的检测方法,所述步骤(2)中,所述施力操作的方式包括敲击或弹击。试验过程中,烟支的敲击或弹击参数可以根据实验需要调节。
具体的,所述卷烟燃烧锥偏头率的检测方法,所述步骤(4)中,所述标准抽吸模式包括ISO抽吸模式、HCI抽吸模式或FTC抽吸模式。
具体的,所述卷烟燃烧锥偏头率的检测方法,所述步骤(4)中,所述燃烧锥偏转角的测量选用相机拍照及图像处理的方式进行测量。
本发明所述方法适用于测试评价不同圆周以及不同长度的卷烟,包括普通卷烟、中支烟、细支烟,例如可以适用于圆周17mm、20mm、24mm或者其它不同规格的卷烟样品的测量及评价。
本发明还公开了所述卷烟燃烧锥偏头率的检测方法在卷烟质量检测及评价领域的应用。
本发明还公开了一种基于卷烟燃烧锥偏头率进行卷烟质量评价的方法,包括按照所述方法测量待测卷烟样品的卷烟燃烧锥偏头率的步骤,以及,选取每支所述卷烟样本在抽吸过程中测量的最大燃烧锥偏转角α进行数据统计分析的步骤,并计算所述卷烟样品的质量参数。
具体的,所述基于卷烟燃烧锥偏头率进行卷烟质量评价的方法,所述卷烟样品的质量参数包括卷烟的优品率、偏头率、严重偏头率和/或落头率。
具体的,所述基于卷烟燃烧锥偏头率进行卷烟质量评价的方法,所述卷烟样品的质量参数计算步骤包括:
当α≤3°时,认为该支卷烟样品在抽吸过程中未发生燃烧锥偏头现象,判定为优品,统计燃烧锥未发生偏头的卷烟数量,记为m
当3°<α<20°时,认为该支卷烟样品燃烧锥发生偏头现象,统计燃烧锥发生偏头的卷烟数量,记为m
当α≥20°,且卷烟燃烧锥未发生落头现象时,认为该支卷烟样品严重偏头,且有落头倾向,统计燃烧锥发生严重偏头的卷烟数量,记为m
当卷烟燃烧锥发生逐口抽吸过程中发生落头现象时,统计燃烧锥发生落头的卷烟数量,记为m
计算所述卷烟样品优品率P
计算所述卷烟样品偏头率P
计算所述卷烟样品严重偏头率P
计算卷烟样品落头率P
式中:m表示测量的所述卷烟样品总数。
本发明所述的一种卷烟燃烧锥偏头率的检测方法,提出了卷烟燃烧锥偏头率的概念和具体测量方法,通过敲击或弹击卷烟,测量卷烟燃烧锥偏头率、严重偏头率的几率,研究卷烟辅材等对卷烟偏头率的影响,为卷烟参数的优化设计提供基础研究支持。
本发明所述的一种卷烟燃烧锥偏头率的检测方法,根据消费者的正常弹击力度和位置来选择相应的施力参数,在不同的实验条件下,可通过调节参数的变化,来研究不同情况下的卷烟偏头率的变化,进而有效表征卷烟燃烧锥偏头率参数。
本发明所述卷烟质量评价方法基于卷烟燃烧锥偏头率为指标进行评价,进而计算所述卷烟样品的质量参数,包括卷烟的优品率、偏头率、严重偏头率和/或落头率进行卷烟的质量评价。考虑到烟支是否掉头跟参数有关,同时跟烟支的状态也有关系,本发明所述方法通过定义抽吸过程中的最大偏转角,即烟支抽一口弹击一下,记录每一口的偏转角,直到卷烟完成全部抽吸,然后从一直卷烟的所有偏转角中选择最大的作为该支卷烟的最大偏转角,虽然每支卷烟发生最大偏转角的位置可能不一样,但针对于落头的卷烟,通常认为该支卷烟的最大偏转角≥20°。本发明所述卷烟质量评价方法物理意义明确,判定指标简单实用,对判定卷烟烟支品质具有重要意义。
附图说明
为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中,
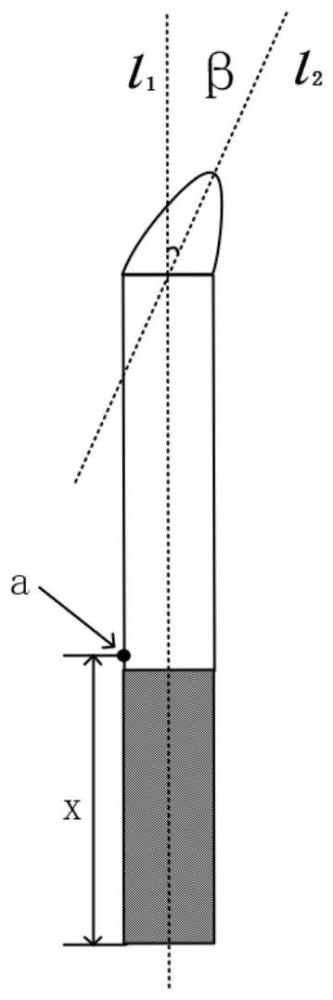
图1为所述卷烟样品的结构示意图;
图2为实施例1中部分所述卷烟样品燃烧锥偏转实物图,其中,a、b分别为随机的样品。
具体实施方式
本发明所述的一种卷烟燃烧锥偏头率的检测方法,具体包括如下步骤:
(1)试样调节:在温度为(22±1)℃,相对湿度为60%±2%的环境下,将卷烟样品平衡48小时,挑选若干支,控制平均质量在±5mg范围内;
(2)施力参数的确定:如图1所示,在距离卷烟滤嘴端x处选择施力点a,以敲击或弹击的方式对烟支施加的力为N,施力时间为t,敲击或弹击次数为n;
(3)燃烧锥偏转角的定义:如图1所示的卷烟样品结构示意图,定义卷烟燃烧锥偏转角为烟支中轴线l
(4)样品的检测:取挑选后的卷烟样品m支,置于吸烟机上点燃卷烟后,选择所需的标准抽吸模式进行逐口抽吸,每次抽吸结束后按照设定的抽吸参数对卷烟进行敲击或弹击,并记录此时卷烟燃烧锥偏转角的大小,并重复测量。
本发明所述卷烟质量评价的方法基于所述卷烟燃烧锥偏头率的参数结果进行评价,具体包括按照所述方法测量待测卷烟样品的卷烟燃烧锥偏头率的步骤,以及,选取每支所述卷烟样本在抽吸过程中测量的最大燃烧锥偏转角α进行数据统计分析的步骤,并计算所述卷烟样品的质量参数。作为通常评价的参数,所述卷烟样品的质量参数包括卷烟的优品率、偏头率、严重偏头率和或落头率。
具体的,所述基于卷烟燃烧锥偏头率进行卷烟质量评价的方法,所述卷烟样品的质量参数计算步骤包括:
当α≤3°时,认为该支卷烟样品在抽吸过程中未发生燃烧锥偏头现象,判定为优品,统计燃烧锥未发生偏头的卷烟数量,记为m
当3°<α<20°时,认为该支卷烟样品燃烧锥发生偏头现象,统计燃烧锥发生偏头的卷烟数量,记为m
当α≥20°,且卷烟燃烧锥未发生落头现象时,认为该支卷烟样品严重偏头,且有落头倾向,统计燃烧锥发生严重偏头的卷烟数量,记为m
当卷烟燃烧锥发生逐口抽吸过程中发生落头现象时,统计燃烧锥发生落头的卷烟数量,记为m
计算所述卷烟样品优品率P
计算所述卷烟样品偏头率P
计算所述卷烟样品严重偏头率P
计算卷烟样品落头率P
式中:m
本发明的评价方法可以适用于圆周17mm、20mm、24mm或者其它不同规格的卷烟样品。
实施例1
本实施例验证选取某牌号常规卷烟A和细支卷烟B,基于卷烟燃烧锥落头性能检测装置(如中国专利CN10695338A中记载装置)进行卷烟燃烧锥偏转角的测量。
卷烟样品的挑选:在温度为(22±1)℃,相对湿度为60%±2%的环境下,将卷烟样品平衡48小时,挑选若干支,控制平均质量在±5mg范围内。
如图1所示,在距离卷烟滤嘴端x处选择施力点a,以敲击或弹击的方式对烟支施加的力为N,施力时间为t,敲击或弹击次数为n。本实施例中,设定烟支的弹击力度为(38±2)gf,弹击作用时间为0.03s,弹击位置x为(30±0.5)mm;弹击次数为2;抽吸模式选择标准抽吸ISO模式。
如图1所示的卷烟样品结构示意图,定义卷烟燃烧锥偏转角为烟支中轴线l
表1卷烟样品测量结果(%)
可见,在卷烟加工过程中,在保证卷烟除圆周外其它参数一致时,卷烟圆周增加,卷烟样品燃烧锥发生偏转和落头的概率,在一定程度上下降,卷烟在燃烧状态下的优品率提升,给消费者带来更好的抽吸体验。
实施例2
本实施例验证选取某牌号常规卷烟C和D,其轴向密度分别为:230mg/cm
卷烟样品的挑选:在温度为(22±1)℃,相对湿度为60%±2%的环境下,将卷烟样品平衡48小时,挑选若干支,控制平均质量在±5mg范围内。
如图1所示,在距离卷烟滤嘴端x处选择施力点a,以敲击或弹击的方式对烟支施加的力为N,施力时间为t,敲击或弹击次数为n。本实施例中,设定烟支的弹击力度为(40±2)gf,弹击作用时间t为0.02s,弹击位置x为(30±0.5)mm,弹击次数为2;抽吸模式选择标准抽吸ISO模式。
如图1所示的卷烟样品结构示意图,定义卷烟燃烧锥偏转角为烟支中轴线l
表2卷烟样品测量结果(%)
可见,在卷烟产品中,卷烟烟丝轴向密度或烟丝填充量是影响卷烟燃烧锥发生角度偏移甚至落头主要影响因素之一。烟支轴向密度较低时,即烟丝填充量较少,此时卷烟在抽吸过程中容易发生偏头甚至落头现象。因此,增加烟支的轴向密度,在一定程度上可以减少卷烟燃烧锥出现偏转的现象。
综上,本发明所述方法通过卷烟燃烧锥偏头率的测定,进而对卷烟产品的质量进行评价,同时也可以为卷烟制品加工的优化提供技术支持,可以通过调节产品材质等因素提高优品率的比例,并减少严重偏头率和落头率的比例,尤其是避免落头率产品,以提高卷烟产品的质量。
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。