一种高温炉管蠕变损伤级别智能评定方法
文献发布时间:2023-06-19 09:23:00
技术领域
本发明属于无损评价技术领域,涉及到高温炉管蠕变损伤的检测,特别涉及到高温炉管蠕变损伤级别的智能评定方法。
背景技术
石油化工工业是现代国民经济的基础,各种加热炉是石化行业的核心装置,高温炉管是加热炉的关键部件,被广泛应用于炼油、合成氨、裂解和甲醇等的装置中。高温炉管的服役特点为:
(1)承受高温、高压,如制氢转化炉炉管服役温度为900℃,管内压力为2.5MPa,而乙烯裂解炉管的服役温度更高达1100℃;
(2)管内介质多为易燃、易爆、有毒的烃类介质;
(3)加热方式为直接受火式;
(4)长周期运转,不间断操作,一般运行3年甚至更长时间才进行停炉检修;
(5)高温炉管为耐热钢制造,价格昂贵,且多根炉管为连动布局。
高温炉管在长期服役过程中,会产生各种损伤,其中最为普遍的是蠕变损伤,其发展过程为首先产生显微空洞,显微空洞不断长大、连接形成显微裂纹,显微裂纹连接形成宏观裂纹,宏观裂纹继续扩展导致炉管失效。一台加热炉的炉管数量少则几十根,多则几百根,而每一根炉管的失效都会造成生产线的停产,不仅造成巨大的经济损失,还极易引发介质泄漏,造成爆炸、火灾、环境污染甚至人员伤亡等重大事故,因此,采用相应的技术手段,对炉管的损伤过程进行检测和评价,建立系统化、智能化、层次化的安全评价体系,以保障高温炉管的安全服役,不仅具有重大的经济意义,而且具有重大的社会意义。
目前,最常用的高温炉管蠕变损伤的检测与评价方法是超声检测,利用专用的检测装置,对高温炉管的迎火面自上而下进行100%的无损检测,得到超声波波形幅值变化记录曲线(峰值曲线)和炉管外径尺寸变化曲线(蠕胀曲线),并依据峰值曲线中波形的幅值大小、形状及变化趋势等特征对炉管的损伤级别进行分段评定。
高温炉管蠕变损伤级别评定的准确与否是炉管能否安全服役的关键,同时也涉及到高温炉管剩余寿命预测的准确性。目前炉管损伤级别的评定均采用人工进行,综合考虑检测现场的整体状况以及炉管自身的几何特征,依据峰值曲线,提取波形的尖锐程度、孤立性等形态特征,对炉管的损伤级别进行分段评定。这种人工评定方法存在以下问题:
(1)耗费人力、周期长:一台加热炉的炉管数量少则几十根,多则几百根,每根炉管的长度一般均在10m以上,对每根炉管逐段进行损伤级别评定需要耗费大量人力和时间,比如,对一台有100根炉管的加热炉进行损伤评定,就需要2个人耗费1星期的时间。
(2)对操作人员的要求较高:炉管损伤级别的评定是在考虑现场检测状况的情况下,主要基于峰值曲线中波形的形态特征变化进行的,由于不同的评定人员对峰值曲线上波形变化的理解不同,往往会产生较大的评定误差,出现误判和漏判现象,对炉管的安全服役留下重大隐患。
发明内容
针对现有炉管损伤级别评定过程中存在的问题,本发明提供一种基于专家规则算法的高温炉管蠕变损伤级别智能评定方法。结合专家丰富的实践经验,设计专家规则算法,开发一套高温炉管蠕变损伤级别智能评定系统,解决目前炉管损伤级别评定过程中存在的评定周期长、人为依赖性大、评定结果不客观和不统一的问题。
为了达到上述目的,本发明的技术方案为:
在对炉管进行超声检测时,本发明采用两个超声波探头,分别用于发射和接收超声波,如果在炉管内超声波传播的路径上没有损伤存在,则接收探头接收到的超声波能量高,具体表现是接收波形的幅值高;如果炉管内超声波传播路径上有损伤存在,则接收探头接收到的超声波能量低,具体表现是接收波形的幅值低。同时设计了一套专用系统用于检测炉管外径尺寸变化,形成炉管外径尺寸变化曲线(蠕胀曲线),以便对炉管焊缝进行识别。利用高温炉管超声检测系统对炉管两个迎火面进行100%检测,得到超声波波形幅值变化记录曲线(峰值曲线),由于炉管的绝大部分是完好的,出于观察上的方便,本发明对超声波波形幅值变化记录曲线(峰值曲线)进行了逆变换,即峰值曲线上炉管完好部位的波形幅值低,炉管有损伤部位的波形幅值高。由于空洞、裂纹类缺陷的尺寸相对于整根炉管长度而言非常小,因此峰值曲线上该处的波形变化表现为幅值较高、范围较窄且呈非连续状态。同时考虑炉管的表面状态、蠕胀情况和检测时的耦合状况,对峰值曲线上那些幅值较高、但持续范围较大的波形变化,在评级时予以适当修正,以免造成误判。本发明将炉管损伤定为以下几个级别:A级、B
一种高温炉管蠕变损伤级别智能评定方法,包括以下步骤:
基于本发明自行开发的超声检测系统,对炉管两个迎火面的检测会得到两路超声信号幅值数据(通道一和通道二的超声波幅值变化曲线,即峰值曲线,其中,两个迎火面对应两个通道),对于一根长度为10米的炉管,每个通道采集到的数据点数一般在6000个左右,系统设定的超声波形信号相对幅值的范围为0~500,蠕胀曲线相对幅值的范围为-4~4。波形幅值高低的影响因素很多,如炉管存在损伤、炉管外径尺寸发生变化、炉管表面粗糙、超声检测时耦合不好等,都会导致峰值曲线上接收波形幅值变高。依据多年的实践经验,即使波形幅值高,如果是一片连续的、具有一定面积的波形,不一定表示炉管内部损伤严重,而有可能是其他因素造成的,因为缺陷的尺寸(mm量级)相比炉管长度而言非常小,所以比较孤立的且幅值高的波形才可能表示真正的缺陷。
第1步:区间划分
1.1对通道一和通道二峰值曲线的EXCEL数据集进行划分,以每3个数据点为一个数据单元,按顺序分别记作
第2步:计算数据单元面积
2.1提取每个数据单元内波形的最高幅值X(X∈[0,500]),对峰值曲线每个数据单元面积S进行计算,计算公式为:S=3×X。
第3步:初步评级
3.1根据数据单元面积S初步评定炉管损伤级别,确定分级标准如下:
A级:S∈[0-300];B
B
第4步:优化评级
4.1对于初步评级结果为A级或者是B
4.2对于初步评级结果为B级的数据单元:
4.2.1若B级数据单元连续且数量≥400,则将该连续部分级别下调一级评定为B
4.2.2若B级数据单元连续且数量为[1,400),则将该连续部分级别评定为B级。
4.3对于初步评级结果为B
4.3.1若B
4.3.2若B
4.4对于初步评级结果为C级的数据单元:
4.4.1若C级数据单元连续且数量≥50,结束此次评级工作,系统将提示需重新对该根炉管进行检测。
4.4.2若C级数据单元连续且数量为[10,50),则将该连续部分级别下调一级评定为B
4.4.3若C级数据单元连续且数量为[1,10),则将该连续部分级别评定为C级。
第5步:焊缝识别
5.1对炉管外径尺寸变化曲线(蠕胀曲线)的EXCEL数据集进行划分,以每3个数据点为一个数据单元,按顺序记作P
5.2根据蠕胀曲线的坐标幅值范围,若M≥1、数据单元连续且数量为[1,10],则该连续部分标定为焊缝。
5.3若M<1、数据单元连续且数量为>10,则该连续部分不标定为焊缝。
5.4取蠕胀曲线上标定为焊缝的数据单元标号索引i,并对通道一和通道二距离-波幅曲线上索引为i的数据单元
第6步:确认评级
6.1在优化评级结果中取消标定为焊缝的数据单元级别后,分别确定通道一和通道二峰值曲线上不同区段的损伤级别。
第7步:综合评级
7.1分别比较通道一和通道二各相对应数据单元
本发明的有益效果为:本发明在极大提高评定效率的同时,能够有效避免人为因素的影响,评定过程快速统一,评定结果客观准确。
附图说明
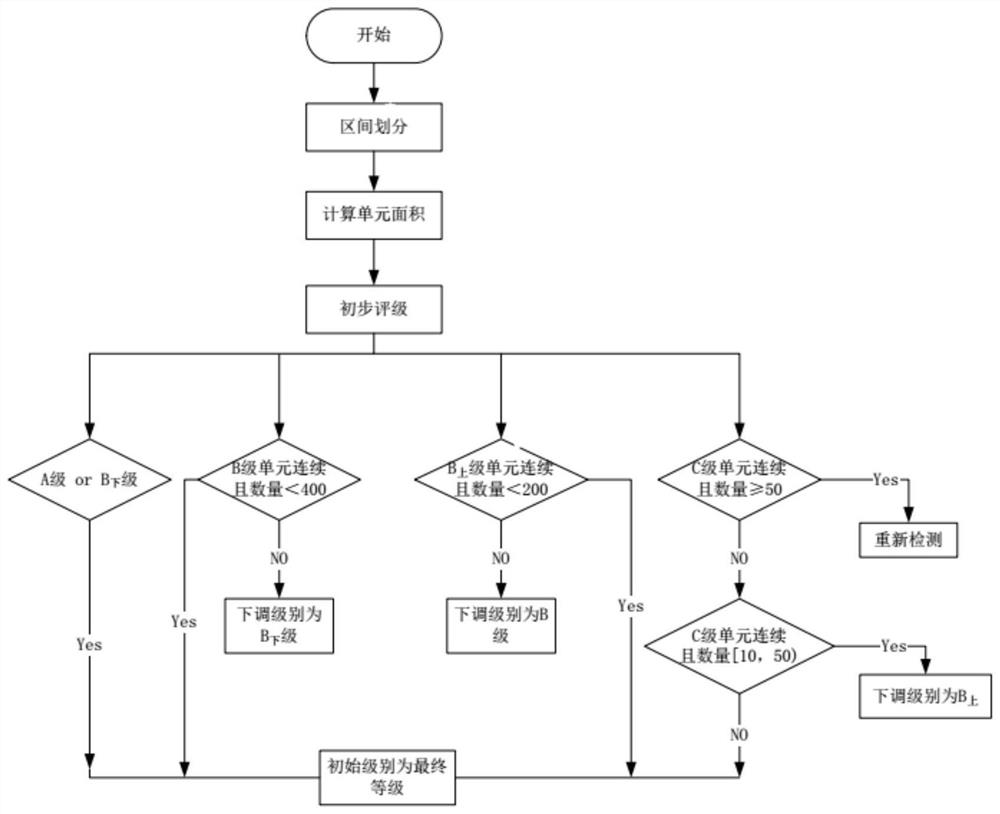
图1是高温炉管蠕变损伤级别智能评定系统算法流程逻辑框图。
图2是透射法超声检测的原理图。
图3是爬行器带动探头架沿炉管表面运动示意图。
图4是高温炉管蠕变损伤级别智能评定系统界面图。
图5是炉管不同通道峰值曲线优化评级结果示意图。
图6是炉管不同通道峰值曲线确认评级结果示意图。
图7是单根炉管损伤级别示意图。
图8是炉管损伤级别评定图。
具体实施方式
以下结合具体实施例对本发明做进一步说明。
一种高温炉管蠕变损伤级别智能评定方法,包括以下步骤:
第1步:开发高温炉管蠕变损伤级别智能评定系统
Labview软件开发平台可以为用户创建或使用虚拟仪器提供集成开发环境以及高水平的仪器硬件接口和用户接口,目前本发明应用的高温炉管超声检测系统采用Labview平台进行开发,同样利用labview平台,基于前述的专家规则算法,开发高温炉管蠕变损伤级别智能评定系统,该系统既可以作为独立系统使用,也可以作为一个功能模块,嵌入到高温炉管超声检测系统之中,可以保持评定系统的可嵌入性、一致性及运行的稳定性。高温炉管蠕变损伤级别智能评定系统算法流程逻辑框图如图1所示。
第2步:超声检测,获得超声波波形幅值变化和炉管外径尺寸变化数据
实际中对炉管的两个迎火面进行检测时采用透射法,需要二组超声波探头,每组均采用一发一收方式进行,其检测原理如图2所示,每组探头置于一个探头架内,两个探头架安装于爬行器上,爬行器带动探头架和炉管外径尺寸变化测量装置沿炉管自上而下运动过程中进行超声波幅值变化数据和炉管外径尺寸变化数据采集,如图3所示,采集的两个通道的超声波波形幅值变化数据和炉管外径尺寸变化数据如表1所示。
表1两个通道超声波波形幅值变化和炉管外径尺寸变化部分采集数据
第3步:数据导入,形成峰值曲线和蠕胀曲线
打开高温炉管蠕变损伤级别智能评定系统,点击导入数据按钮,找到表1所示数据的存储文件,确定后即可在系统界面自动生成通道一和通道二的峰值曲线及蠕胀曲线,系统界面如图4所示。
第4步:区间划分
点击导入数据按钮后,系统在后台将对峰值曲线和蠕胀曲线的数据集自动进行区间划分,划分原则如下:对通道一和通道二峰值曲线的EXCEL数据集进行划分,以每3个数据点为一个数据单元,按顺序分别记作
第5步:计算峰值曲线数据单元面积
在完成第4步所述的对峰值曲线数据集进行区间划分后,系统在后台将提取峰值曲线每个数据单元内波形的最高幅值X(X∈[0,500]),对峰值曲线每个数据单元面积S进行计算,计算公式为:S=3×X。
第6步:初步评级
在完成第5步所述的对峰值曲线每个数据单元面积S进行计算后,系统将根据S的值对通道一和通道二峰值曲线的每个数据单元
A级:S∈[0-300];B
B
第7步:优化评级
在点击第3步所述的导入数据按钮并确定炉管数据存储文件后,系统将自动生成通道一和通道二的峰值曲线和蠕胀曲线,并同时完成第4、5、6步所述的工作,然后点击优化评级按钮,系统将对通道一和通道二的峰值曲线各数据单元进行优化评级,优化评级原则如下:
7.1对于初步评级结果为A级或者是B
7.2对于初步评级结果为B级的数据单元:
7.2.1若B级数据单元连续且数量≥400,则将该连续部分级别下调一级评定为B
7.2.2若B级数据单元连续且数量为[1,400),则将该连续部分级别评定为B级。
7.3对于初步评级结果为B
7.3.1若B
7.3.2若B
7.4对于初步评级结果为C级的数据单元:
7.4.1若C级数据单元连续且数量≥50,结束此次评级工作,系统将提示需重新对该根炉管进行检测。
7.4.2若C级数据单元连续且数量为[10,50),则将该连续部分级别下调一级评定为B
7.4.3若C级数据单元连续且数量为[1,10),则将该连续部分级别评定为C级。
炉管不同通道峰值曲线优化评级结果示意图如图5所示。
第8步:确认评级
点击确认评级按钮,系统将对蠕胀曲线各数据单元P
8.1,提取蠕胀曲线每个数据单元内的最大值X和最小值Y,提取X和Y绝对值中的最大值,记为M。
8.2根据蠕胀曲线的坐标幅值范围,若M≥1、数据单元连续且数量为[1,10],则该连续部分标定为焊缝。
8.3若M<1、数据单元连续且数量为>10,则该连续部分不标定为焊缝。
8.4取蠕胀曲线上标定为焊缝的数据单元标号索引i,并对通道一和通道二峰值曲线上索引为i的数据单元
8.5在优化评级结果中取消标定为焊缝的数据单元级别后,分别确定通道一和通道二峰值曲线上不同区段的损伤级别。
炉管不同通道峰值曲线确认评级结果示意图如图6所示。
第9步:生成单根炉管损伤级别示意图
点击综合评级按钮,系统将分别比较通道一和通道二峰值曲线各相对应数据单元
系统设定为可以不进行前述第7步和第8步的操作,在完成前述第3步操作后,直接进行第9步,即点击综合评级按钮,生成单根炉管损伤级别示意图。
单根炉管损伤级别示意图如图7所示。
第10步:生成炉管损伤级别评定图
按前述第3步、第7步、第8步、第9步完成每根炉管的损伤级别评定后,点击生成报告按钮,系统将生成炉管损伤级别评定图,如图8所示,该评定图可进行存储、打印。
本发明的效果和益处是改善了传统高温炉管损伤级别评定过程中对评判人员主观依赖性强、检验结果差异大、耗费大量工时的状况,使得对高温炉管损伤级别的评定更加快速、客观、准确。
以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。