气缸衬套及其制备方法
文献发布时间:2023-06-19 09:35:27
技术领域
本发明涉及机械领域,特别涉及一种气缸衬套及其制备方法。
背景技术
踏面制动单元是空气制动系统中的直接执行机构,其性能必须稳定才能保证车辆的运行安全。制动缸气缸衬套的品质的好坏直接影响整个踏面制动单元的性能稳定,为此,加工出性能稳定的气缸衬套对踏面制动单元的性能稳定至关重要。
图1所示的是一种现有的气缸衬套的剖面图。如图1所示,所述衬套1为两端开口的圆管状结构,一端形成沿着所述衬套径向向外延伸的凸缘11。
图1所示的气缸衬套的制备方法采用了机加工的方式,以圆钢(空心圆管钢材)为原料,经下料、粗车、热处理、精车、表面处理(电镀硬铬)、磨削等工艺步骤形成如图1所示的气缸衬套1。
然而,由于气缸衬套的外形尺寸较大(φ179~180mm),壁厚较薄(0.9mm~1mm),使得机加工难度很大,经常出现加工过程中变形的情况。或者,在热处理及电镀过程中产生形变,导致产品的成品率低,经常会有不合格的产品出现。导致该零件的制造加工成本偏高,整体产品稳定性较差,供货周期长,且不稳定。
因此,有必要提供一种新的气缸衬套及其制备方法,以克服上述缺陷。
发明内容
本申请的目的在于提供一种气缸衬套及其制备方法。通过调整所述气缸衬套的结构,获得了一种带底部卷边的气缸衬套。此外,在本申请中提供了一种采用钣金拉伸工艺制备所述气缸衬套的制备方法,具有材料浪费少、加工效率高、产品生产周期短、成品率高且成本低等特点。
为了达到上述目的,根据本申请的一方面提供一种气缸衬套,用于踏面制动单元的制动缸;所述气缸衬套为两端开口的筒体,在一开口端形成有从所述筒体的筒壁延伸并向所述筒体的外周表面弯折的卷边。
在一些实施例中,所述气缸衬套的壁厚为1mm。
在一些实施例中,所述气缸衬套的内周表面的粗糙度为Ra1.6。
在一些实施例中,所述气缸衬套的直径为115~180mm。
根据本申请的另一方面还提供一种气缸衬套的制备方法,所述制备方法为以冷轧板为原料,包括步骤:冲压下料、拉伸成型、折弯卷边、磨削处理。
在一些实施例中,在磨削处理后,气体所述制备方法还包括表面处理步骤,以使所述气缸衬套的内周表面的粗糙度为Ra1.6。
在一些实施例中,在所述表面处理步骤后,所述制备方法还包括切割步骤,以获得所述气缸衬套,所述气缸衬套为两端开口的筒体,在一开口端形成有从所述筒体的筒壁延伸并向所述筒体的外周表面弯折的卷边。
在一些实施例中,在所述切割步骤后,所述制备方法还包括气体氮化步骤。
在一些实施例中,所述冷轧板的厚度为1mm。
在本申请中,通过调整所述气缸衬套的结构,获得了一种带底部卷边的气缸衬套。此外,在本申请中提供了一种采用钣金拉伸工艺的制备方法,具有材料浪费少、加工效率高、产品生产周期短、成品率高且成本低等特点。
附图说明
图1是现有的一气缸衬套的剖面图;
图2是根据本发明一实施例的一气缸衬套的剖面图;
图3是根据本发明一实施例的制备方法中获得的气缸衬套的半成品。
具体实施方式
以下,结合具体实施方式,对本申请的技术进行详细描述。应当知道的是,以下具体实施方式仅用于帮助本领域技术人员理解本申请,而非对本申请的限制。
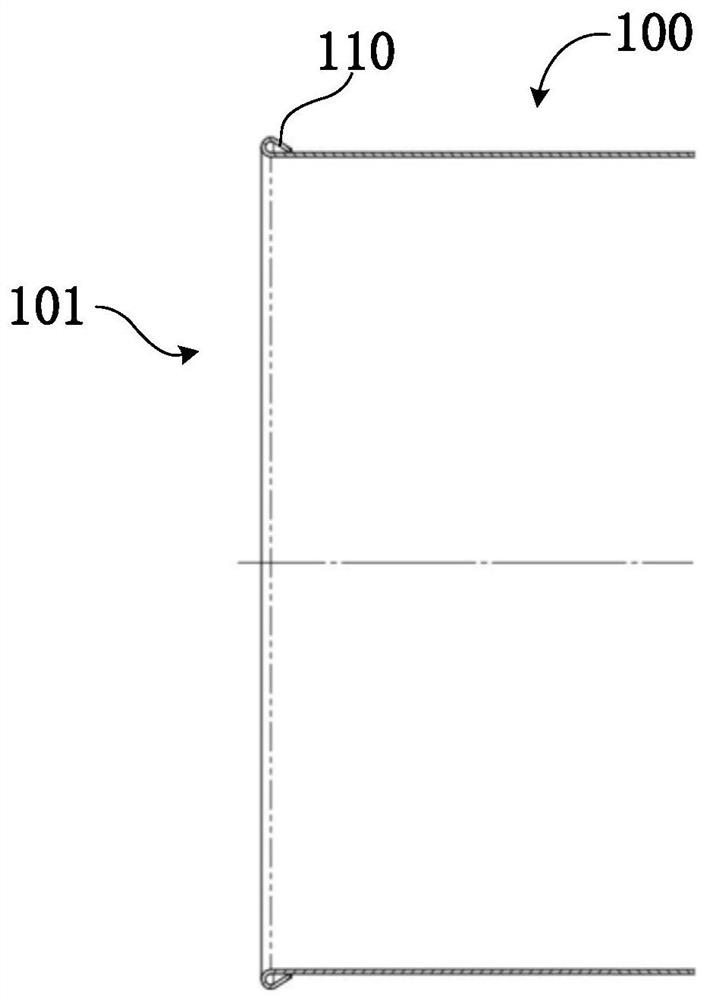
如图2所示,在本申请中提供一种气缸衬套100,用于踏面制动单元的制动缸。所述气缸衬套100为筒体,如图2所示,所述气缸衬套100的两端均为开口端101。在一开口端101处形成一卷边110,所述卷边110为从所述筒体的筒壁102延伸并向所述筒体的外周表面弯折而形成。
在本申请中,所述气缸衬套的壁厚为1mm,所述气缸衬套的内周表面的粗糙度为Ra1.6,并且所述气缸衬套的直径为115~180mm。
根据本申请的另一方面还提供上述气缸衬套100的制备方法。所述制备方法是以冷轧板为原料,经冲压下料、拉伸成型、折弯卷边、磨削处理后,获得如图3的气缸衬套的半成品100a。如图3所示,所述半成品100a具有一开口端101,以及相对于所述开口端101的封口端101a。随后,在磨削处理后,对所述半成品100a进行表面处理步骤,以使所述气缸衬套100的内周表面的粗糙度为Ra1.6。在本申请中,在磨削处理步骤对形成的所述半成品100a磨到需要的尺寸,例如壁厚为1mm。随后,经所述表面处理步骤将所述半成品100a的内周表面加工至粗糙度为Ra1.6。然后,在所述表面处理步骤后,再进行切割步骤,以去除所述半成品100a的封口端101a,从而获得如图2所示的气缸衬套100。最后,所述制备方法还包括气体氮化步骤,以使得所述气缸衬套100具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温的特性。
在本申请中,通过调整所述气缸衬套的结构,获得了一种带底部卷边的气缸衬套。此外,在本申请中提供了一种采用钣金拉伸工艺的制备方法,具有材料浪费少、加工效率高、产品生产周期短、成品率高且成本低等特点。
本申请已由上述相关实施例加以描述,然而上述实施例仅为实施本申请的范例。必需指出的是,已公开的实施例并未限制本申请的范围。相反地,包含于权利要求书的精神及范围的修改及均等设置均包括于本申请的范围内。
- 用于检查气缸衬套的系统、方法、摄像装置的保持器具及气缸衬套
- 用于检查气缸衬套的系统、方法、摄像装置的保持器具及气缸衬套