一种壳式电容自动等距调节真空点胶设备及其点胶方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明属于壳式电容点胶技术领域,尤其涉及一种壳式电容自动等距调节真空点胶设备及其点胶方法。
背景技术
中小规格的壳式薄膜电容体积不是很大,在点胶过程中,会将电容整齐排于较统一托盘上,产品规格很多,所以托盘内产品的行数和列数变化很大。
现有的点胶方式一般有以下几种:
1.点胶阀上安装有定制的分支器,分支器上有多个固定的点胶针头,此方式缺点为点胶针头间距固定,较适合生产产品宽度相同的规格产品,产品宽度不同时,需要进行清洗更换点分支器,操作不方便。
2.点胶阀上安装流量分配器,分配器通过软管连接到3至5个简易的可移动的点胶针头上,此方式的缺点为:托盘内产品的列数必须为点胶针头数的倍数,否则也需更换另外数量分配器和针头组件,且针头间距调节相对不方便,托盘的通用性也差。
3.直接采用一只点胶阀,逐只对产品进行点胶,适合做大产品,中小产品因托盘内产品数量多,移动次数多,造成时间浪费多,效率低。
发明内容
本发明要解决的技术问题是提供一种根据产品规格自动识别调用设备中对应程序,即可自动对托盘内3至30列(托盘内行数不限)的各规格产品自动进行点胶的真空点胶设备及其点胶方法,对产品大小的通用性强,可以在自动流水生产线上,实现真空或常压或真空及常压组合状态下,自动根据壳式电容规格,自动等距调节点胶阀的间距、主控制阀和副控制阀的开合及出胶量。
本发明由以下具体技术手段所达成:
一种壳式电容自动等距调节真空点胶设备,包括有横向移动机构、纵向移动机构、竖向移动机构、间距调节机构和点胶机构;横向移动机构输出端连接有纵向移动机构,纵向移动机构输出端连接有竖向移动机构,竖向移动机构输出端安装有间距调节机构;
间距调节机构包括有滑轨、电机、丝杆、滑块和螺母;滑轨固接于竖向移动机构底部,滑块与滑轨滑动连接,且滑块的数量为4个;滑轨前侧两端均通过轴承座与丝杆两端连接,丝杆的一端为右旋螺距为P的螺纹,另一端依次为左旋螺距为P的螺纹、左旋螺距为2P的螺纹;滑轨一端固定有电机,电机输出端与丝杆一端传动连接;
点胶机构包括有第一阀座、第二阀座、第三阀座、第四阀座、点胶阀和点胶针头;第一阀座、第二阀座、第三阀座和第四阀座分别固接于4个滑块前侧,且第一阀座、第三阀座和第四阀座后侧的滑块通过螺母与丝杆传动连接;第一阀座、第二阀座、第三阀座和第四阀座前侧均设有点胶阀,点胶阀通过输胶管与环氧胶输送设备连接,且点胶阀底部设有点胶针头。
进一步的,点胶机构还包括有第一分支器、主控制阀、副控制阀和第二分支器;第一分支器通过输胶管与环氧胶输送设备连接,且第一分支器的两个分支口分别通过输胶管与第二分支器和第四阀座上的点胶阀连接;第二分支器的三个分支口分别通过输胶管与第一阀座、第二阀座和第三阀座上的点胶阀连接;第一分支器与第二分支器连接的输胶管上设有主控制阀,第一分支器与第四阀座上的点胶阀连接的输胶管上设有副控制阀。
进一步的,点胶阀顶部设有千分尺调节头,用于微调阀芯位置。
进一步的,电机采用步进电机。
进一步的,横向移动机构和纵向移动机构均为拖链移动机构,能够对内置的电缆、油管、气管等起到牵引和保护作用。
进一步的,点胶阀上还连接有输气管,用于控制点胶阀的开合,主控制阀设于第一阀座、第二阀座和第三阀座上点胶阀连接的输气管总管上,副控制阀设于第四阀座上连接的输气管总管上。
进一步的,输胶管和输气管均为透明软质塑料管。
进一步的,上述壳式电容自动等距调节真空点胶设备的点胶方法,包括以下步骤:
S1、将盛装电容本体的托盘放置在点胶设备的下方平台上,在设备的控制面板中输入电容本体的型号,调出相应的控制程序,设备控制程序自动通过竖向移动机构带动点胶针头向下或向上移动,使点胶针头与电容本体的点胶位置距离合适;
S2、根据托盘中电容的总列、行数,设备控制程序自动通过间距调节机构等间距调节第一阀座、第二阀座、第三阀座和第四阀座之间的距离,使第一阀座、第二阀座、第三阀座和第四阀座上点胶阀的点胶针头分别对应一列电容本体的中心,而在点胶过程中,点胶阀组需点胶几次,点胶针头之间的间距就调整为电容本体宽度的几倍,并且保证第一阀座上的点胶阀的点胶针头对应托盘中的第一列电容本体中心;
S3、设备控制程序自动通过纵向移动机构控制点胶阀沿着列的方向逐行步进进行点胶移位,点完首行或末行时,再移出一行位置,并通过横向移动机构移向相邻的下一列进行逐行点胶移位,在点胶过程中,根据电容本体总列数控制主控制阀和副控制阀的开合,直至托盘内的电容本体全部点胶完毕。
与现有技术相比,本发明具有如下有益效果:
本发明采用一个主控制阀控制3只点胶阀和一个副控制阀控制1只点胶阀的组合方式、采用步进电机控制丝杆对四只点胶阀进行机械式等距离张合控制,根据产品规格调用设备程序,即可自动对托盘内3至30列(托盘内行数不限)的各规格产品自动进行点胶,对产品大小的通用性很强,因流水作业中无需手工更换和调整部件,因而也可以实现流水线中真空状态下连续点胶。
附图说明
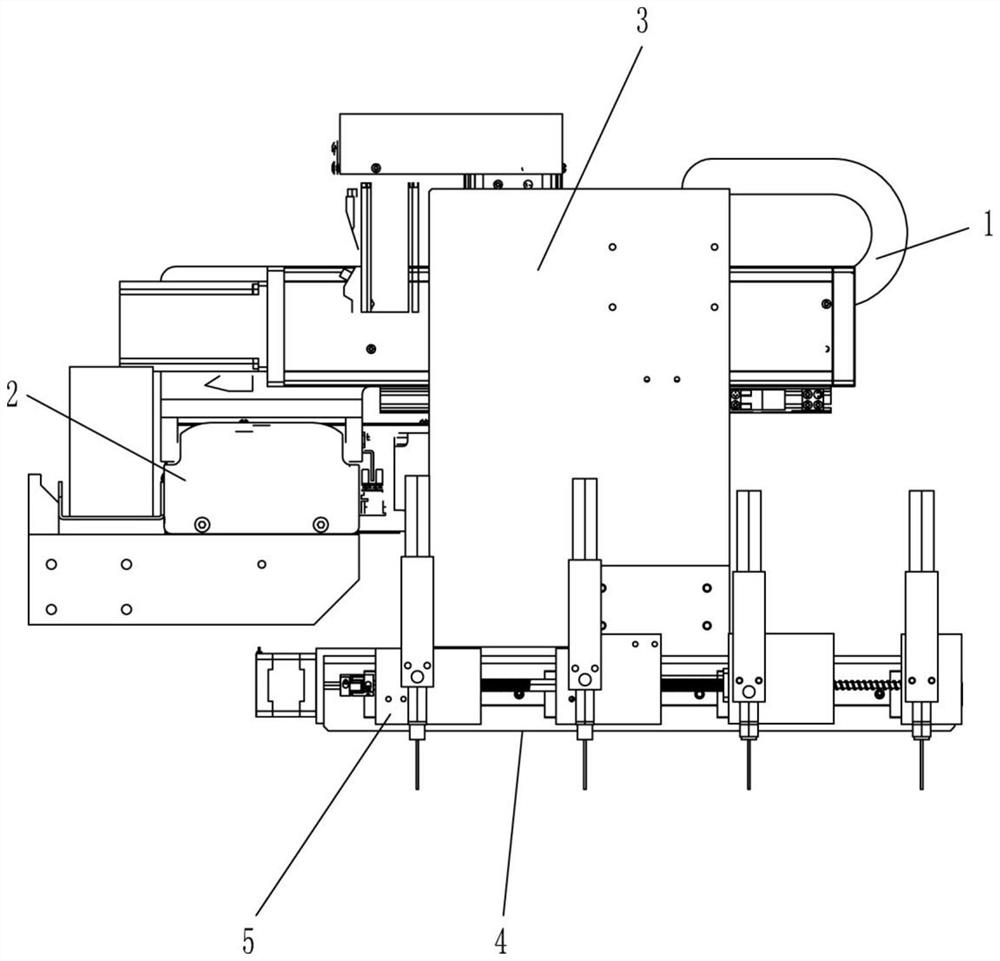
图1为本发明的主视结构示意图。
图2为本发明间距调节机构和点胶机构的结构示意图。
图3为本发明间距调节机构的右视结构示意图。
图4为本发明的胶量设定、点胶阀控制及列运行次数关系表图。
图5为本发明对托盘中总列数为13的电容进行点胶的第一次点胶位置示意图。
图6为本发明对托盘中总列数为13的电容进行点胶的第二次点胶位置示意图。
图7为本发明对托盘中总列数为13的电容进行点胶的第三次点胶位置示意图。
图8为本发明对托盘中总列数为13的电容进行点胶的第四次点胶位置示意图。
图9为本发明的控制程序参数输入面板示意图。
附图中的标记为:1-横向移动机构,2-纵向移动机构,3-竖向移动机构,4-间距调节机构,401-滑轨,402-电机,403-丝杆,404-滑块,405-螺母,5-点胶机构,501-第一阀座,502-第二阀座,503-第三阀座,504-第四阀座,505-点胶阀,506-点胶针头,507-第一分支器,508-输胶管,509-主控制阀,5010-副控制阀,5011-第二分支器,5012-千分尺调节头,6-电容本体,7-托盘。
具体实施方式
以下结合附图对本发明做进一步描述。
实施例
一种壳式电容自动等距调节真空点胶设备,如图1-3所示,包括有横向移动机构1、纵向移动机构2、竖向移动机构3、间距调节机构4和点胶机构5;横向移动机构1输出端连接有纵向移动机构2,纵向移动机构2输出端连接有竖向移动机构3,竖向移动机构3输出端安装有间距调节机构4;
间距调节机构4包括有滑轨401、电机402、丝杆403、滑块404和螺母405;滑轨401固接于竖向移动机构3底部,滑块404与滑轨401滑动连接,且滑块404的数量为4个;滑轨401前侧两端均通过轴承座与丝杆403两端连接,丝杆403的一端为右旋螺距为P的螺纹,另一端依次为左旋螺距为P的螺纹、左旋螺距为2P的螺纹;滑轨401一端固定有电机402,电机402输出端与丝杆403一端传动连接;
点胶机构5包括有第一阀座501、第二阀座502、第三阀座503、第四阀座504、点胶阀505和点胶针头506;第一阀座501、第二阀座502、第三阀座503和第四阀座504分别固接于4个滑块404前侧,且第一阀座501、第三阀座503和第四阀座504后侧的滑块404通过螺母405与丝杆403传动连接;第一阀座501、第二阀座502、第三阀座503和第四阀座504前侧均设有点胶阀505,点胶阀505通过输胶管508与环氧胶输送设备连接,且点胶阀505底部设有点胶针头506。
点胶机构5还包括有第一分支器507、主控制阀509、副控制阀5010和第二分支器5011;第一分支器507通过输胶管508与环氧胶输送设备连接,且第一分支器507的两个分支口分别通过输胶管508与第二分支器5011和第四阀座504上的点胶阀505连接;第二分支器5011的三个分支口分别通过输胶管508与第一阀座501、第二阀座502和第三阀座503上的点胶阀505连接;点胶阀505上还连接有输气管,用于控制点胶阀505的开合,主控制阀509设于第一阀座501、第二阀座502和第三阀座503上点胶阀505连接的输气管总管上,副控制阀5010设于第四阀座504上连接的输气管总管上。
其中,点胶阀505顶部设有千分尺调节头5012,用于微调阀芯位置,确保各点胶阀实际流出胶量的一致性。
其中,电机402采用步进电机402。
其中,横向移动机构1和纵向移动机构2均为拖链移动机构,能够对内置的电缆、油管、气管等起到牵引和保护作用。
其中,输胶管508和输气管均为透明软质塑料管。
工作原理:对电容本体6进行点胶时,由于托盘7大小是固定的,不同的电容规格,托盘7盛装的电容本体6总列、行数不同,如图9所示,首先在控制程序面板中输入相应的电容产品型号,即可调出相应的控制程序,将盛装电容本体6的托盘7放置到点胶设备的点胶机构5下方平台上并进行定位,控制程序会控制竖向移动机构3带动点胶针头506向下或向上移动,使点胶针头506与点胶位置的距离合适;
需要根据托盘7内电容本体6总列数调整四个点胶阀505的间距时,控制程序通过控制电机402控制丝杆403转动,由于第一阀座501后侧的滑块404通过螺母405与丝杆403上的右旋螺距为P的螺纹传动连接,第三阀座503后侧的滑块404通过螺母405与丝杆403上的左旋螺距为P的螺纹传动连接,第四阀座504后侧的滑块404通过螺母405与丝杆403上的左旋螺距为2P的螺纹传动连接,而第二阀座502后侧的滑块404与丝杆403只贯穿不连接,所以在丝杆403转动时,第一阀座501、第二阀座502、第三阀座503和第四阀座504两两之间的间距能够保持等距,进而使得四个点胶阀505能够等距分布在一条直线上,和电容本体6行的方向水平排列。
点胶阀505的阀芯打开时,输胶管508内的环氧胶可通过点胶阀505上连接的点胶针头506流出,主控制阀509打开或闭合时,第一阀座501、第二阀座502和第三阀座503上点胶阀505的阀芯也同部打开或闭合,实现三个点胶针头506同时出胶或不出胶,在副控制阀5010打开或闭合时,第四阀座501上点胶阀505的阀芯也同时打开或闭合,实现一个点胶针头506出胶或不出胶,因点胶阀505的阀芯闭合时,点胶针头506内残留的胶很少,使得点胶机构5在真空环境中也能工作,提高了点胶质量。
而根据托盘7中电容本体6的总列数,确定点胶阀505组需要点胶几次,点胶阀505上的点胶针头506之间的间距就调整为电容本体6宽度的几倍,即例如电容本体6的总列数为4列时,其不大于点胶阀505数量,点胶阀505组只需进行一次点胶,所以四个点胶针头506之间的距离调整为等于电容本体6的宽度;电容本体6的总列数为7时,其大于点胶阀505数量的1倍又小于点胶阀505数量的2倍,点胶阀505组只需在列的方向移动1次进行两次点胶,所以调整四个点胶针头506之间的距离为电容本体6宽度的2倍;电容本体6的总列数为9时,其大于点胶阀505数量的2倍又小于点胶阀505数量的3倍,点胶阀505组需在列的方向移动2次进行三次点胶,所以调整四个点胶针头506之间的距离为电容本体6宽度的3倍。
如图4-8所示,在点胶过程中,通过纵向移动机构2可带动点胶阀505沿着列的方向逐行步进进行点胶移位,点完首行或末行时,再移出一行位置,并通过横向移动机构1移向相邻的下一列,再进行逐行点胶移位,根据电容本体6总列数控制主控制阀509和副控制阀5010的开合,直至托盘7内的电容本体6全部点胶完毕,例如电容本体6总列数为3列时,只需打开主控制阀509而副控制阀5010关闭,一次点胶完毕;电容本体6总列数为4列时,主控制阀509和副控制阀5010均打开,一次点胶完毕;当电容本体6总列数为5列时,采用4+1模式,先打开主控制阀509和副控制阀5010,一次点胶完毕后,移动一列的位置,再关闭主控制阀509,即第四阀座504上的点胶阀505的点胶针头506出胶再对第五列电容本体6进行点胶;当电容本体6总列数为6列时,采用3+3模式,只需打开主控制阀509,一次点胶完毕后,移动一列的位置再进行一次点胶;当电容本体6总列数为7列时,采用4+3模式,先打开主控制阀509和副控制阀5010进行一次点胶,移动一列的位置后,再打开主控制阀509而关闭副控制阀5010,进行第二次点胶;同理,当电容本体6总列数为13列时,采用4+3+3+3模式,先打开主控制阀509和副控制阀5010进行第一次的点胶,后三次采用打开主控制阀509和关闭副控制阀5010方式进行点胶。
利用本发明所述技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
- 一种壳式电容自动等距调节真空点胶设备及其点胶方法
- 一种壳式电容自动等距调节真空点胶设备及其点胶方法