一种多功能热塑性复合材料板
文献发布时间:2023-06-19 10:49:34
技术领域
本发明属于热塑性复合材料技术领域。更具体地,涉及一种多功能热塑性复合材料板。
背景技术
纤维增强热塑性复合材料因具有轻质高强、可二次成型,回收利用等特点,已被广泛应用于轨道交通、航空航天和建筑等领域,但受限于批量制造技术和成本限制,以及无法兼顾各个应用领域的特殊功能性要求等问题,正大大限制其应用市场和高速增长的势头,因此,向多功能方向发展是发挥复合材料优势的必然趋势。
专利CN 107571577A公开了一种复合材料板,还包括分别与复合材料层上、下表面粘合为一体的上胶粘层和下胶粘层,以及与上胶粘层上表面粘合为一体的功能面层,以及与功能面层上表面粘合为一体的可剥离的保护膜,此复合材料板具有优异的抗冲击性和高机械强度、抗老化以及耐刮擦等优点,可以作冷藏集装箱、冷藏车、货车、房车等特殊运输设施的内衬板,替代传统的钢板或热固性复合材料产品,解决了传统材料比重大、抗冲击性能差等问题。
本发明一种多功能热塑性复合材料板,结合了热塑性复合材料以及各种功能材料优点,赋予了现有热塑性复合材料板多元功能性、优异的加工性,将开辟复合材料更广泛的应用领域。
发明内容
本发明要解决的技术问题是克服现有热塑性复合材料功能单一、加工性能差的缺陷和不足,提供一种多功能热塑性复合材料板。
本发明的目的是提供一种多功能热塑性复合材料板。所述多功能热塑性复合材料板,除具有优异的力学性能外,还具有抗老化性、抗菌防霉、耐刮擦性能;表面美观大方;可以采用胶粘,热焊接等方式与各种材料组合连接,具有较高的剥离强度;易于二次成型加工。
本发明上述目的通过以下技术方案实现:
一种多功能热塑性复合材料板,所述复合材料板由隔离层、功能表面层,所述功能表面层具有多功能性,包括抗菌防霉性,耐刮擦、拒水拒油防污,抗老化等功能),其要保护的范围比抗菌防霉范围广、缓冲层、增强层和介质层组成,各层经过热压复合后制成复合材料板,其中缓冲层分别嵌入至功能表面层和增强层内部,介质层部分嵌入到增强层内部;隔离层的下表面与功能表面层的上表面贴合,具有可剥离的界面;功能表面层的下表面与增强层的上表面无明显界面,不可剥离。
优选的,隔离层为全透明或半透明BOPET膜,厚度为10~50μm,透光率70~95%,雾度1~30%,光泽度20~30%,纵向横向拉伸强度≥2N/mm,断裂伸长率≤30%。含有抗静电剂,所述抗静电剂为永久性抗静电,赋予隔离层永久性抗静电性能。主要包括不含金属盐的亲水性聚合物型抗静电剂,如聚醚酯;含金属盐亲水性聚合物抗静电剂;纳米材料抗静电剂,如纳米级掺锑氧化锡等。表面电阻值10
优选的,功能表面层由主体树脂、功能助剂和填料组成的功能薄膜。
优选的,所述主体树脂为聚烯烃树脂,所述聚烯烃树脂包括聚丙烯树脂、聚乙烯树脂的一种或一种以上组成,占70~90%。所述功能助剂占5~15%,所述功能助剂包括:0.1~0.5%抗菌剂,所述抗菌剂包括无机抗菌剂,有机抗菌剂或天然抗菌剂的一种或一种以上组成、0.1~0.5%防霉剂,所述防霉剂包括无毒的广谱杀菌剂,如异噻唑啉酮类,苯并咪唑类,碘炔丙基类,取代芳烃类及二硫代氨基类甲酸盐类等,0.2~0.5%光稳定剂,所述光稳定剂包括光屏蔽剂,如氧化锌、二氧化钛和锌钡等;紫外线吸收剂,如二甲苯酮类、水杨酸类和苯并三唑类等;自由基捕获剂,如受阻胺类衍生物等,0.2~0.5%润滑剂,所述润滑剂包括以聚丙烯、聚乙烯或EVA为载体树脂的有机硅聚合物,外润滑剂如硬脂酸及其盐类,内润滑剂如聚乙烯蜡、低分子量聚合物等,0.2~2%爽滑剂,所述爽滑剂包括脂肪醇及其二羧酸酯、脂肪酸酯,脂肪酸,脂肪酰胺,褐煤腊,PP腊,PE腊等天然及合成腊,含氟聚合物等其它润滑剂,0.1~0.2%非离子型抗静电剂、高分子永久型抗静电剂或其复合型抗静电剂,所述非离子型抗静电剂主要包括脂肪酸多元醇酯、脂肪酸、脂肪醇和烷基酚的环氧乙烷加合物、烷醇酰胺、烷醇胺、磷酸酯类等;所述高分子永久型抗静电剂主要包括甲氧基聚乙醇甲基丙烯酸酯共聚物,超高分子量聚乙二醇,含季铵盐的甲基丙烯酸酯聚合物,乙二醇共聚类聚酰胺,聚乙二醇共聚物类聚酯,聚噻吩、聚吡咯、聚苯胺等以及其衍生物,0.1~15%防污助剂,所述防污助剂包括含氟聚合物,如全氟聚醚和全氟丙烯酸酯等,以及硅油、滑石粉等添加剂等,其中功能母粒的树脂载体,熔指与主体树脂相匹配,并具有相容性。所述填料为二氧化钛,氧化锌,硫化锌,氧化镁,氧化银等金属氧化物,占5~15%。该功能表面层厚度为0.1mm~1.0mm,吸水率<0.01%,表面达因值<38;具有稳定、长效的抗菌防霉、抗老化、防污耐磨等功能作用;安全环保,可通过FDA标准,满足食品接触性材料的要求。
优选的,所述缓冲层为多孔疏松的无纺布材料,构成无纺布的材质为长度10~65mm(保证无纺布均匀度和强度)的聚酯纤维或聚酯纤维与粘胶纤维、竹纤维等再生天然纤维的一种或一种以上混合而成纤维。无纺布固结方式为水刺、热轧,优选水刺无纺布,表面平整均匀。无纺布的面密度为5~50gsm,当缓冲层树脂基体含量≥50%,熔体流动速率≥30g/10min,缓冲层面密度范围是30~50gsm,当缓冲层树脂基体含量<50%,熔体流动速率<30g/10min,缓冲层面密度范围是5~30gsm。树脂基体含量越高,熔体流动速率越大,相应的缓冲层面密度需越高,若选择的无纺布面密度过小,缓冲效果差;面密度过大,易在无纺布内部发生分层破坏。合适面密度的缓冲层作用可以缓解功能表面层和增强层因材质不同引起的收缩不一致导致的缺陷问题;可填充热塑性复合材料表面缩孔,得到表面平整的产品外观;可避免功能表面层刮伤后,增强层内的纤维裸露导致碎屑污染问题,提高产品耐刮擦性能。
优选的,所述增强层由多层连续纤维增强热塑性复合材料预浸片组成。
优选的、所述增强层的铺层结构属于对称铺层,包含但不限于以下铺层方式,优选铺层结构为[0/90/0]
优选的,所述介质层是一种特殊结构的无纺布材料,该无纺布由长度10~70mm且等熔点高于220℃的化学纤维或再生天然纤维的一种或一种以上组成,所述化学纤维包括聚酯纤维、粘胶纤维、竹纤维中的一种或一种以上,采用梳理成网或气流成网,热轧或水刺方式加固成型,可获得多种材质、多尺度纤维混纺的,表面结构疏松,内部结构致密,表面纤维短,内部纤维长的无纺布。该介质层与其它增强层热压复合后,30%~70%部分嵌入增强层的基体树脂内部,另外未嵌入的部分,提供胶粘介质或增强介质的作用,不受限于胶水成分、胶粘机理的影响,可实现与多种材料的粘接。无论是物理粘接还是发生化学反应的粘接,有利于胶水的快速渗透、排气,粘接,固结等,提供较高的剥离力。当胶水等渗透深度浅,涂胶量少时,不易发生大面积剥离,有利于排气,不容易发生鼓包等问题。
所述的介质层优选面密度为60-150gsm热轧无纺布或水刺无纺布。所述的热轧无纺布轧点形状为轧点菱形、方格形、椭圆形,优选轧花面积比例范围25%~50%,相邻轧花之间最短距离1.5~3.0mm,轧点深度≤1/3无纺布厚度。此范围可以提供最终制品双向的较高的剥离强度。所述的水刺无纺布优选双向交叉无纺布,径向和纬向的力学强度、收缩率等差异较小,制成的复合材料板平整,不易翘曲。
基于上述所述的一种多功能热塑性复合材料板的制备方法,所述制备方法包括以下步骤:
(1)连续纤维增强热塑性复合材料预浸片加工:通过熔融浸渍工艺,将连续纤维经过熔融树脂充分浸渍后,冷压定型,制得连续纤维增强热塑性复合材料预浸片;
(2)增强层复合:由多层连续纤维增强热塑性复合材料预浸片通过铺层设计,依次叠放铺层,通过特氟龙压机,热压,冷压后制成;
(3)隔离层、功能面层、缓冲层与增强层、介质层,依次叠放铺层,通过特氟龙压机,热压,冷压后制成一种多功能热塑性复合材料板,所述热压温度:180~250℃,压力:1~6bar,冷却温度:10~40℃。
本发明具有以下有益效果:
(1)本发明将连续纤维增强热塑性复合材料与各种材料结合,赋予了热塑性复合材料功能性和适用性,扩大了应用领域;
(2)本发明解决了热塑性复合材料表面不平,收缩不一致导致的凹坑或厚度不均匀等问题,制品平整,美观;
(3)本发明所述提供的一种多功能热塑性复合材料板易于后加工,可与多种材料粘接,具有较高的剥离强度;
(4)本发明所述提供的一种多功能热塑性复合材料板具有多功能性能:即具有抗老化,耐污易清洁,耐刮擦,抗菌防霉,抗老化等优点。
附图说明
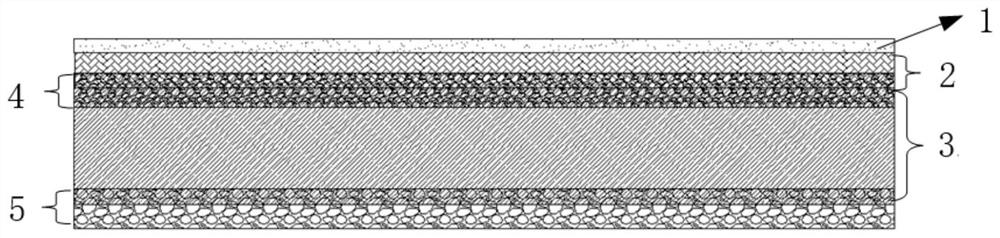
图1为本发明的一种多功能热塑性复合材料的结构示意图。
其中,1-隔离层、2-功能表面层、3-增强层、4-缓冲层、5、介质层。
具体实施方式
以下结合具体实施例来进一步说明本发明,但实施例并不对本发明做任何形式的限定。除非特别说明,本发明采用的试剂、方法和设备为本技术领域常规试剂、方法和设备。
除非特别说明,以下实施例所用试剂和材料均为市购。
实施例1
一种多功能热塑性复合材料板,所述复合材料板由隔离层、功能表面层、缓冲层、增强层和介质层组成,各层经过热压复合后制成的复合材料板,其中缓冲层分别嵌入至功能表面层和增强层内部,介质层部分嵌入到增强层内部;隔离层的下表面与功能表面层的上表面贴合,具有可剥离的界面;功能表面层的下表面与增强层的上表面无明显界面,不可剥离。
所述隔离层为全透明BOPET膜,厚度为40μm,透光率90%,雾度25%,光泽度26%,纵向横向拉伸强度为6N/mm,断裂伸长率为5%。含有聚醚酯抗静电剂,表面电阻值10
所述功能表面层由主体树脂、功能助剂和填料组成的功能薄膜。
所述主体树脂为聚乙烯树脂,占80wt%。所述功能助剂,占10wt%,所述功能助剂包括:0.3wt%无菌抗菌剂、0.3wt%异噻唑啉酮类防霉剂、0.4wt%二甲苯酮类光稳定剂、0.4wt%聚乙烯蜡、0.3wt%脂肪醇、0.15wt%脂肪酸多元醇酯,8.15wt%全氟聚醚。所述填料为二氧化钛和氧化锌,其中二氧化钛占5wt%,氧化锌占5wt%。该功能表面层厚度为0.6mm,吸水率为0.002%,表面达因值为20。
所述缓冲层为多孔疏松的无纺布材料,构成无纺布的材质为长度40mm的聚对苯二甲酸乙二酯纤维。所述无纺布水刺无纺布,表面平整均匀。无纺布的面密度为30gsm。
所述增强层由多层连续纤维增强热塑性复合材料预浸片组成。
所述增强层的铺层结构属于对称铺层,所述铺层结构具体[90/0/90/0/0/90/0/90]
所述介质层是一种特殊结构的无纺布材料,该无纺布由长度40mm的聚对苯二甲酸丙二酯纤维,采用梳理成网,热轧方式加固成型,可获得多种材质、多尺度纤维混纺的,表面结构疏松,内部结构致密,表面纤维短,内部纤维长的无纺布。该介质层与其它增强层热压复合后,50%部分嵌入增强层的基体树脂内部,另外未嵌入的部分,提供胶粘介质或增强介质的作用,不受限于胶水成分、胶粘机理的影响,可实现与多种材料的粘接。
所述介质层面密度为105gsm热轧无纺布。所述的热轧无纺布轧点形状为轧点菱形,轧花面积比例范围40%,相邻轧花之间最短距离2.5mm,轧点深度≤1/3无纺布厚度。
所述制备方法包括以下步骤:
(1)连续纤维增强热塑性复合材料预浸片加工:通过熔融浸渍工艺,将连续纤维经过熔融树脂充分浸渍后,冷压定型,制得连续纤维增强热塑性复合材料预浸片;
(2)增强层复合:由多层连续纤维增强热塑性复合材料预浸片通过铺层设计,依次叠放铺层,通过特氟龙压机,热压,冷压后制成;
(3)隔离层、功能表面层、缓冲层与增强层、介质层,依次叠放铺层,通过特氟龙压机,热压,冷压后制成一种多功能热塑性复合材料板,所述热压温度:230℃,压力:4bar,冷却温度:30℃。
实施例2
一种多功能热塑性复合材料板,所述复合材料板由隔离层、功能表面层、缓冲层、增强层和介质层组成,各层经过热压复合后制成的复合材料板,其中缓冲层分别嵌入至功能表面层和增强层内部,介质层部分嵌入到增强层内部;隔离层的下表面与功能表面层的上表面贴合,具有可剥离的界面;功能表面层的下表面与增强层的上表面无明显界面,不可剥离。
所述隔离层为全透明BOPET膜,厚度为50μm,透光率80%,雾度30%,光泽度23%,纵向横向拉伸强度为8N/mm,断裂伸长率为10%。含有纳米级掺锑氧化锡,表面电阻值10
所述功能表面层由主体树脂、功能助剂和填料组成的功能薄膜。
所述主体树脂为聚乙烯树脂,占85wt%。所述功能助剂,占5wt%,所述功能助剂包括:0.4wt%有机抗菌剂、0.2wt%苯并咪唑类防霉剂、0.5wt%二甲苯酮类光稳定剂、0.3wt%聚丙烯、0.3wt%脂肪酸酯、0.15wt%脂肪酸,3.15wt%全氟聚醚。所述填料为二氧化钛和氧化锌,其中二氧化钛占5wt%,氧化锌占5wt%。该功能表面层厚度为0.8mm,吸水率为0.003%,表面达因值为26。
所述缓冲层为多孔疏松的无纺布材料,构成无纺布的材质为长度60mm的聚对苯二甲酸乙二酯纤维。所述无纺布水刺无纺布,表面平整均匀。无纺布的面密度为40gsm。
所述增强层由多层连续纤维增强热塑性复合材料预浸片组成。
所述增强层的铺层结构属于对称铺层,所述铺层结构具体[0/90/90/0/90/0]
所述介质层是一种特殊结构的无纺布材料,该无纺布由长度60mm的聚对苯二甲酸丙二酯纤维,采用梳理成网,热轧方式加固成型,可获得多种材质、多尺度纤维混纺的,表面结构疏松,内部结构致密,表面纤维短,内部纤维长的无纺布。该介质层与其它增强层热压复合后,50%部分嵌入增强层的基体树脂内部,另外未嵌入的部分,提供胶粘介质或增强介质的作用,不受限于胶水成分、胶粘机理的影响,可实现与多种材料的粘接。
所述介质层面密度为120gsm热轧无纺布。所述的热轧无纺布轧点形状为轧点菱形,轧花面积比例范围45%,相邻轧花之间最短距离2mm,轧点深度≤1/3无纺布厚度。
所述制备方法包括以下步骤:
(1)连续纤维增强热塑性复合材料预浸片加工:通过熔融浸渍工艺,将连续纤维经过熔融树脂充分浸渍后,冷压定型,制得连续纤维增强热塑性复合材料预浸片;
(2)增强层复合:由多层连续纤维增强热塑性复合材料预浸片通过铺层设计,依次叠放铺层,通过特氟龙压机,热压,冷压后制成;
(3)隔离层、功能表面层、缓冲层与增强层、介质层,依次叠放铺层,通过特氟龙压机,热压,冷压后制成一种多功能热塑性复合材料板,所述热压温度:230℃,压力:4bar,冷却温度:30℃。
实施例3
一种多功能热塑性复合材料板,所述复合材料板由隔离层、功能表面层、缓冲层、增强层和介质层组成,各层经过热压复合后制成的复合材料板,其中缓冲层分别嵌入至功能表面层和增强层内部,介质层部分嵌入到增强层内部;隔离层的下表面与功能表面层的上表面贴合,具有可剥离的界面;功能表面层的下表面与增强层的上表面无明显界面,不可剥离。
所述隔离层为全透明BOPET膜,厚度为30μm,透光率90%,雾度10%,光泽度25%,纵向横向拉伸强度为8N/mm,断裂伸长率为4%。含有聚醚酯抗静电剂,表面电阻值10
所述功能表面层由主体树脂、功能助剂和填料组成的功能薄膜。
所述主体树脂为聚乙烯树脂,占82wt%。所述功能助剂,占8wt%,所述功能助剂包括:0.4wt%天然抗菌剂、0.2wt%异噻唑啉酮类防霉剂、0.3wt%二甲苯酮类光稳定剂、0.5wt%聚乙烯蜡、0.3wt%脂肪醇、0.15wt%脂肪酸多元醇酯,6.15wt%全氟聚醚。所述填料为二氧化钛和氧化锌,其中二氧化钛占5wt%,氧化锌占5wt%。该功能表面层厚度为0.4mm,吸水率为0.001%,表面达因值为18。
所述缓冲层为多孔疏松的无纺布材料,构成无纺布的材质为长度30mm的聚对苯二甲酸乙二酯纤维。所述无纺布水刺无纺布,表面平整均匀。无纺布的面密度为20gsm。
所述增强层由多层连续纤维增强热塑性复合材料预浸片组成。
所述增强层的铺层结构属于对称铺层,所述铺层结构具体[0/90/0/90/90/0/90/0]
所述介质层是一种特殊结构的无纺布材料,该无纺布由长度30mm的聚对苯二甲酸丙二酯纤维,采用梳理成网,热轧方式加固成型,可获得多种材质、多尺度纤维混纺的,表面结构疏松,内部结构致密,表面纤维短,内部纤维长的无纺布。该介质层与其它增强层热压复合后,50%部分嵌入增强层的基体树脂内部,另外未嵌入的部分,提供胶粘介质或增强介质的作用,不受限于胶水成分、胶粘机理的影响,可实现与多种材料的粘接。
所述介质层面密度为80gsm热轧无纺布。所述的热轧无纺布轧点形状为轧点菱形,轧花面积比例范围30%,相邻轧花之间最短距离2mm,轧点深度≤1/3无纺布厚度。
所述制备方法包括以下步骤:
(1)连续纤维增强热塑性复合材料预浸片加工:通过熔融浸渍工艺,将连续纤维经过熔融树脂充分浸渍后,冷压定型,制得连续纤维增强热塑性复合材料预浸片;
(2)增强层复合:由多层连续纤维增强热塑性复合材料预浸片通过铺层设计,依次叠放铺层,通过特氟龙压机,热压,冷压后制成;
(3)隔离层、功能面层、缓冲层与增强层、介质层,依次叠放铺层,通过特氟龙压机,热压,冷压后制成一种多功能热塑性复合材料板,所述热压温度:230℃,压力:4bar,冷却温度:30℃。
对比例1
一种多功能热塑性复合材料板,所述复合材料板由功能表面层、缓冲层、增强层和介质层组成,各层经过热压复合后制成的复合材料板,其中缓冲层分别嵌入至功能表面层和增强层内部,介质层部分嵌入到增强层内部;功能表面层的下表面与增强层的上表面无明显界面,不可剥离。
所述功能表面层由主体树脂、功能助剂和填料组成的功能薄膜。
所述主体树脂为聚乙烯树脂,占80wt%。所述功能助剂,占10wt%,所述功能助剂包括:0.3wt%无菌抗菌剂、0.3wt%异噻唑啉酮类防霉剂、0.4wt%二甲苯酮类光稳定剂、0.4wt%脂肪酸酯、0.3wt%脂肪醇、0.15wt%脂肪酸多元醇酯,8.15wt%全氟聚醚。所述填料为二氧化钛和氧化锌,其中二氧化钛占5wt%,氧化锌占5wt%。该功能表面层厚度为0.6mm,吸水率为0.002%,表面达因值为20。
所述缓冲层为多孔疏松的无纺布材料,构成无纺布的材质为长度40mm的聚对苯二甲酸乙二酯纤维。所述无纺布水刺无纺布,表面平整均匀。无纺布的面密度为30gsm。
所述增强层由多层连续纤维增强热塑性复合材料预浸片组成。
所述增强层的铺层结构属于对称铺层,所述铺层结构具体[90/0/90/0/0/90/0/90]
所述介质层是一种特殊结构的无纺布材料,该无纺布由长度40mm的聚对苯二甲酸丙二酯纤维,采用梳理成网,热轧方式加固成型,可获得多种材质、多尺度纤维混纺的,表面结构疏松,内部结构致密,表面纤维短,内部纤维长的无纺布。该介质层与其它增强层热压复合后,50%部分嵌入增强层的基体树脂内部,另外未嵌入的部分,提供胶粘介质或增强介质的作用,不受限于胶水成分、胶粘机理的影响,可实现与多种材料的粘接。
所述介质层面密度为105gsm热轧无纺布。所述的热轧无纺布轧点形状为轧点菱形,轧花面积比例范围40%,相邻轧花之间最短距离2.5mm,轧点深度≤1/3无纺布厚度。
所述制备方法包括以下步骤:
(1)连续纤维增强热塑性复合材料预浸片加工:通过熔融浸渍工艺,将连续纤维经过熔融树脂充分浸渍后,冷压定型,制得连续纤维增强热塑性复合材料预浸片;
(2)增强层复合:由多层连续纤维增强热塑性复合材料预浸片通过铺层设计,依次叠放铺层,通过特氟龙压机,热压,冷压后制成;
(3)功能表面层、缓冲层与增强层、介质层,依次叠放铺层,通过特氟龙压机,热压,冷压后制成一种多功能热塑性复合材料板,所述热压温度:230℃,压力:4bar,冷却温度:30℃。
对比例2
一种多功能热塑性复合材料板,所述复合材料板由隔离层、缓冲层、增强层和介质层组成,各层经过热压复合后制成的复合材料板,其中缓冲层分别嵌入至增强层内部,介质层部分嵌入到增强层内部;隔离层的下表面与缓冲层的上表面贴合,具有可剥离的界面;缓冲层的下表面与增强层的上表面无明显界面,不可剥离。
所述隔离层为全透明BOPET膜,厚度为40μm,透光率90%,雾度25%,光泽度26%,纵向横向拉伸强度为6N/mm,断裂伸长率为5%。含有聚醚酯抗静电剂,表面电阻值10
所述缓冲层为多孔疏松的无纺布材料,构成无纺布的材质为长度40mm的聚对苯二甲酸乙二酯纤维。所述无纺布水刺无纺布,表面平整均匀。无纺布的面密度为30gsm。
所述增强层由多层连续纤维增强热塑性复合材料预浸片组成。
所述增强层的铺层结构属于对称铺层,所述铺层结构具体[90/0/90/0/0/90/0/90]
所述介质层是一种特殊结构的无纺布材料,该无纺布由长度40mm的聚对苯二甲酸丙二酯纤维,采用梳理成网,热轧方式加固成型,可获得多种材质、多尺度纤维混纺的,表面结构疏松,内部结构致密,表面纤维短,内部纤维长的无纺布。该介质层与其它增强层热压复合后,50%部分嵌入增强层的基体树脂内部,另外未嵌入的部分,提供胶粘介质或增强介质的作用,不受限于胶水成分、胶粘机理的影响,可实现与多种材料的粘接。
所述介质层面密度为105gsm热轧无纺布。所述的热轧无纺布轧点形状为轧点菱形,轧花面积比例范围40%,相邻轧花之间最短距离2.5mm,轧点深度≤1/3无纺布厚度。
所述制备方法包括以下步骤:
(1)连续纤维增强热塑性复合材料预浸片加工:通过熔融浸渍工艺,将连续纤维经过熔融树脂充分浸渍后,冷压定型,制得连续纤维增强热塑性复合材料预浸片;
(2)增强层复合:由多层连续纤维增强热塑性复合材料预浸片通过铺层设计,依次叠放铺层,通过特氟龙压机,热压,冷压后制成;
(3)隔离层、缓冲层与增强层、介质层,依次叠放铺层,通过特氟龙压机,热压,冷压后制成一种多功能热塑性复合材料板,所述热压温度:230℃,压力:4bar,冷却温度:30℃。
对比例3
一种多功能热塑性复合材料板,所述复合材料板由隔离层、功能表面层、增强层和介质层组成,各层经过热压复合后制成的复合材料板,其中介质层部分嵌入到增强层内部;隔离层的下表面与功能表面层的上表面贴合,具有可剥离的界面;功能表面层的下表面与增强层的上表面无明显界面,不可剥离。
所述隔离层为全透明BOPET膜,厚度为40μm,透光率90%,雾度25%,光泽度26%,纵向横向拉伸强度为6N/mm,断裂伸长率为5%。含有聚醚酯抗静电剂,表面电阻值10
所述功能表面层由主体树脂、功能助剂和填料组成的功能薄膜。
所述主体树脂为聚乙烯树脂,占80wt%。所述功能助剂,占10wt%,所述功能助剂包括:0.3wt%无菌抗菌剂、0.3wt%异噻唑啉酮类防霉剂、0.4wt%二甲苯酮类光稳定剂、0.4wt%聚乙烯蜡、0.3wt%脂肪醇、0.15wt%脂肪酸多元醇酯,8.15wt%全氟聚醚。所述填料为二氧化钛和氧化锌,其中二氧化钛占5wt%,氧化锌占5wt%。该功能表面层厚度为0.6mm,吸水率为0.002%,表面达因值为20。
所述增强层由多层连续纤维增强热塑性复合材料预浸片组成。
所述增强层的铺层结构属于对称铺层,所述铺层结构具体[90/0/90/0/0/90/0/90]
所述介质层是一种特殊结构的无纺布材料,该无纺布由长度40mm的聚对苯二甲酸丙二酯纤维,采用梳理成网,热轧方式加固成型,可获得多种材质、多尺度纤维混纺的,表面结构疏松,内部结构致密,表面纤维短,内部纤维长的无纺布。该介质层与其它增强层热压复合后,50%部分嵌入增强层的基体树脂内部,另外未嵌入的部分,提供胶粘介质或增强介质的作用,不受限于胶水成分、胶粘机理的影响,可实现与多种材料的粘接。
所述介质层面密度为105gsm热轧无纺布。所述的热轧无纺布轧点形状为轧点菱形,轧花面积比例范围40%,相邻轧花之间最短距离2.5mm,轧点深度≤1/3无纺布厚度。
所述制备方法包括以下步骤:
(1)连续纤维增强热塑性复合材料预浸片加工:通过熔融浸渍工艺,将连续纤维经过熔融树脂充分浸渍后,冷压定型,制得连续纤维增强热塑性复合材料预浸片;
(2)增强层复合:由多层连续纤维增强热塑性复合材料预浸片通过铺层设计,依次叠放铺层,通过特氟龙压机,热压,冷压后制成;
(3)隔离层、功能表面层、与增强层、介质层,依次叠放铺层,通过特氟龙压机,热压,冷压后制成一种多功能热塑性复合材料板,所述热压温度:230℃,压力:4bar,冷却温度:30℃。
实施例1-3与对比例1-3的复合材料板的冲击强度、拉伸强度、拉伸模量等性能测试结果如表1所示。
表1:实施例1~3及对比例1~3的复合材料板的各性能测试结果
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
- 一种多功能热塑性复合材料板
- 一种抗菌防霉热塑性复合材料板