一种防护密封材料及其制备和施工方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及防护密封材料领域,特别涉及一种防护密封材料及其制备和施工方法。
背景技术
螺母是生活与生产过程中经常用到的一种原件,在一些特定设施(如舰船、飞机等),由于其为连接的重要组件,且更换起来较为麻烦,故其平时的养护,防护是一项很重要的工作。国内外针对裸露螺母防护问题,大多偏向于采用螺母防护套件。目前已有一些相关专利力图解决这一类问题,常见的多为加装螺母防护构件,但加装防护构件操作麻烦,且增大了螺母的载重和体积,专利CN102840215B发明了一种新型螺栓螺母防护结构,它包括在待保护螺母外套设了一个带有螺纹的内箍,内箍通过凹槽和凸块连接在待保护件上,再连接罩体;CN209067631U提供了一种带有保护盖的螺母,包括金属套体、内嵌塑料套体和保护盖,但此类构件结构复杂,额外增加了螺母的载重和体积,而且操作较为繁琐。其他如采取密封成型等方式,如专利CN101760172、CN101591504、CN102924925、CN103756624、CN104004357、CN104448834、CN105348813、CN104017535、CN106381058、CN103265814等公开的技术方案。产品大多属于低粘度涂料或胶粘剂范畴,保质期短,长期存储容易分层,流动性高,尺寸稳定性差,在空间施工时容易垂挂变形甚至滴落。
其中专利CN104513645,公开了一种低透湿率单组份脱醇型室温硫化硅橡胶密封剂及制备方法,具有较低的透湿率,可有效阻隔湿气的渗透,保护密封部件不受水汽的损害。虽然加入了改性的聚异丁烯,但是聚异丁烯和硅橡胶属于不相容体系,容易界相分离,失去使用性;且该产品整体的触变性和耐候性需进一步提高;制备工艺方面,由于置于反应釜中反应的温度较低,低分子物质不易清除,产品难以室温固化,且产品保存困难,加入液体试剂后抽真空,导致液体试剂分子容易被抽走,影响产品的制备质量。
综上对于裸露螺母的防护,尤其是飞机及舰船上的螺母,因其数量众多、易腐蚀、防水性能较差且更换较为麻烦,养护较为麻烦。以结构套件为螺母防护时,多数螺母所处的地方空间较为狭小,加装套件时操作不易,且增大了螺母的载重和体积,且螺母拆装时,不方便拆卸外部的防护罩,拖延时间,效率低下。采取密封胶方式时,多数产品容易分层,流动性高,施工时容易垂挂变形甚至滴落,难以起到防护功能。
发明内容
本发明提供了一种防护密封材料及其制备和施工方法,旨在针对裸露螺母易腐蚀、更换麻烦及不耐水的问题,提供了一种结构新型、性能优良、操作简单的耐候性防护材料,该材料外观形态稳定,操作简单,具备较大的可塑性,经湿气固化后绝缘性、耐候性、耐酸碱、防水性能俱佳,配方组成尤其适用于螺母的耐候性防护;施工方法操作简单,特别适合裸露螺母防护。
本发明的一种防护密封材料,包括按重量计,α,ω-端羟基聚二甲基硅氧烷80~120份、增塑剂5~20份、补强填料1~5份、增量填料10~20份、触变剂5~15份、交联剂4~8份、有机钛催化剂0.2~1份、羟基清除剂0.1~1份、偶联剂0.5~2份。
进一步地,还包括着色碳黑0.1~0.6份。
具体地,所述α,ω-端羟基聚二甲基硅氧烷数均分子量在10000~80000之间,25℃下动力粘度为1000~30000cp。
更进一步具体地,所述增塑剂为二甲基硅油、含氢硅油、乙基硅油、苯基硅油或其衍生物的一种或多种按任意比例组成的混合物;
所述补强填料为经过硅氮烷、硅氧烷、氯硅烷、硅酮溶液中的一种或多种改性处理的疏水性气相白炭黑,BET比表面积为100~400m
所述增量填料为空心玻璃微珠、硅藻土、石英碳酸钙或其衍生物的一种或多种按任意比例组成的混合物;
所述触变剂为聚乙烯纤维棉、聚氯乙烯纤维棉、有机膨润土、聚酰胺蜡或其衍生物中的一种或多种按任意比例组成的混合物;
所述交联剂为甲基三甲氧基硅烷、甲基三乙氧基硅烷、正硅酸乙酯、乙烯基三乙氧基硅烷、苯胺甲基三乙氧基硅烷或其衍生物中的一种或多种按任意比例组成的混合物;
所述催化剂为钛酸酯及钛的螯合物中的一种或多种按任意质量比例组成的混合物;
所述羟基清除剂为三甲基硅乙酸乙酯、硅氮烷类、硅氧烷类、氯硅烷类、聚羧酸酐、聚酰胺、异氰酸酯中的一种或多种按任意质量比例组成的混合物。
优选地,所述增塑剂为二甲基硅油、5~20份。
所述交联剂为甲基三甲氧基硅烷、1~4份,和正硅酸乙酯、2~6份。
进一步优选的,所述增量填料为空心玻璃微珠。
进一步地,所述偶联剂为KH550或异氰酸酯基丙基三乙氧基硅烷。
优选地,所述偶联剂为异氰酸酯基丙基三乙氧基硅烷、0.1~1份,所述羟基清除剂为三甲基硅乙酸乙酯、0.2~1份。
一种密封材料的制备方法,包括以下步骤:
S1、材料预处理,将补强填料、增量填料固体粉末组分以及α,ω-端羟基聚二甲基硅氧烷和增塑剂分别在100~120℃下烘烤进行预先干燥处理;
S2、胶料捏合混炼,将步骤S1中干燥后的各组分分多次投入到真空捏合机料腔内,调节捏合机浆叶转速,开启真空泵,并启动加热设备,确保物料在100~150℃,连续捏合均匀至膏状胶料,并脱除残余水分;
S3、将步骤S2得到的膏状胶料冷却至50℃以下,加入触变剂真空状态下继续捏合,使触变剂均匀分散于膏状胶料体系中;
S4、将步骤S3制得的膏状胶料加入交联剂、有机钛催化剂、羟基清除剂和偶联剂液体组分,充入氮气常压状态下继续捏合,使液体组分均匀分散于膏状胶料体系中,制得防护密封材料。
进一步地,步骤S1中干燥处理的时间为10~14h,步骤S2中捏合的时间为2~4h,步骤S3中捏合的时间为0.5~1h,步骤S4中捏合的时间为1~3h。
具体地,步骤S2中干燥后的各组分分2~6次投入到真空捏合机料腔内。
进一步地,步骤S3中真空状态的真空度为-0.08~-0.1Mpa。
步骤S4中利用真空负压(真空度为-0.02~-0.04Mpa)缓慢吸入各液体组分。
具体地,制得的防护密封材料附着力20~30N/cm,常温常湿下(25℃,50%RH)表干时间30~60min,在ISO 4892标准检测下,耐UV老化1000h性能无明显变化。常温防水性能,耐腐蚀性能优异。
一种防护密封材料的施工方法包括以下步骤:
Q1、将制得的防护密封材料,装入成型的盒体中,盒体加盖子真空密封;
Q2、清理待防护基材表面的灰尘、油污和杂质,取掉盖子直接覆盖待防护基材表面,并用手轻轻压实,待产品固化完成后取掉盒体。
优选地,取掉盒体后对防护密封材料进一步整形。
进一步地,所述盒体为聚丙烯(PP)材质。
更进一步地,所述盒体为依口部至底部逐渐缩小的圆锥形。
优选地,所述盒体底部设有圆孔,取掉盖子覆盖至待防护基材表面后,防护密封材料由盒体的圆孔及口部空隙与空气接触固化。
本发明的防护密封材料及其制备和施工方法具有以下优点:
1、获得了一种结构设计新型、施工操作简便、保质期一年以上、综合性能突出的耐候型螺母防护材料,它极大的提高固化速度和固化初始强度,固化后耐候性、耐热及耐酸碱俱佳;其适应性广,可根据螺母大小定制盒体,可任意位置贴合。
2、本发明提供的耐候型螺母防护材料配方原料来源广泛,无需额外特殊处理,生产过程连续,适合于规模化生产。
3、本发明提供的耐候型螺母防护材料制备工艺简单,通过预处理进行干燥缩短了整体的制备周期;将固态粉末组份和液态组份分别添加,膏状胶料混合的均一性更好,产品性能更稳定;反应条件温和,无工业“三废”污染,对环境无害,通过Rohs检测;设备通用性高。
4、本发明提供的耐候型螺母防护材料触变性好、不流挂,使得施工简便、工序短、使用灵活性好,对待处理基材无特别要求,简单去除表面污物、杂质后即可作业,盒体呈锥形具有适宜的脱模角度,方便防护材料固化后取下盒体,因而特别适合裸露螺母日常维护;固化条件要求低,无需加热或其他处理,室温下即与空气中的水分缓慢反应交联成三维网络状橡胶态弹性体,真正实现“施工后不管”。
附图说明
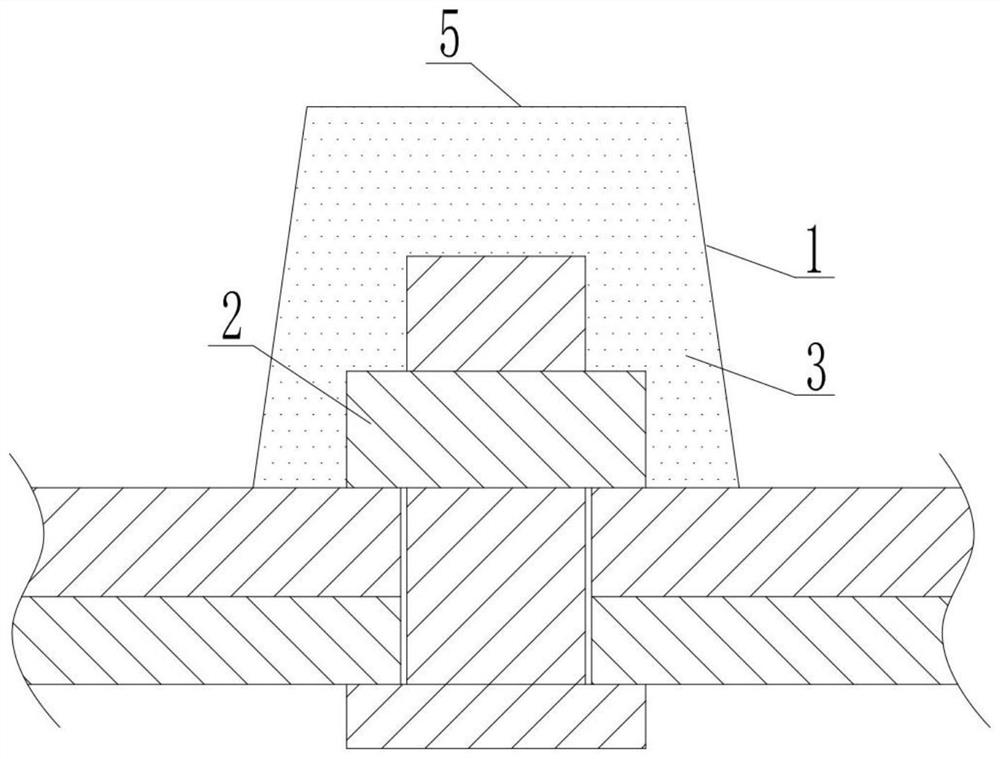
图1为防护密封材料装入盒体后的结构示意图;
图2为防护密封材料施工密封后的结构示意图。
其中,1-盒体、2-螺母、3-防护密封材料、4-盖子、5-圆孔。
具体实施方式
以下结合具体实例对本发明进行解释说明,这些实例主要是用来解释发明的原理、特点和优势,不限制于下述实例内容,实例条件不违背实验基本原理的情况下可做进一步调整。
实施例1:
原材料预处理,将100份α,ω-端羟基聚二甲基硅氧烷(动力粘度η=1000cp)、10份二甲基硅油、3份疏水性气相白炭黑TS-720、10份空心空心玻璃微珠、0.2份着色碳黑分别放置于120℃烘箱中干燥8h,备用。
胶料捏合混炼,将预处理后的α,ω-端羟基聚二甲基硅氧烷、二甲基硅油一次性投入到真空捏合机料腔内,调节捏合机浆叶转速,并加热至120℃,待聚二甲基硅氧烷、二甲基硅油混合均匀后,气相白炭黑、空心玻璃微珠、与着色碳黑粉末原料分3次加入,应确保每次加入粉料前料腔内物料均已捏合成膏状。待粉料添加完毕后启动真空泵,真空度维持在-0.1Mpa,连续捏合混炼2h。然后使胶料冷却至50℃,加入5份聚乙烯纤维棉(触变剂),保持真空负压连续混炼30min。混炼完毕后,利用真空负压缓慢吸入3份甲基三乙氧基硅烷、2份正硅酸乙酯、0.5份钛酸酯、0.4份三甲基硅乙酸乙酯、0.5份异氰酸酯基丙基三乙氧基硅烷的混合液,冲入氮气常压捏合1.5h。
胶片成型,将制得的膏状物装入聚丙烯(PP)盒体中,并(可采用薄膜)真空包装,备用。
使用时如图1、图2所示,清理待防护基材表面的灰尘、油污和杂质,取掉盖子直接覆盖待防护基材表面,并用手轻轻压实,待产品固化完成后取掉盒体。盒体底部设有圆孔,取掉盖子覆盖至待防护基材表面后,防护密封材料由盒体的圆孔及口部空隙与空气接触固化。
实施例2:
原材料预处理,将90份α,ω-端羟基聚二甲基硅氧烷(动力粘度η=1000cp)、15份二甲基硅油、4份疏水性气相白炭黑TS-720、15份空心玻璃微珠、0.4份着色碳黑分别放置于120℃烘箱中干燥10h,备用。
胶料捏合混炼,将预处理后的α,ω-端羟基聚二甲基硅氧烷、二甲基硅油一次性投入到真空捏合机料腔内,调节捏合机浆叶转速,并加热至110℃,待聚二甲基硅氧烷、二甲基硅油混合均匀后,气相白炭黑、空心空心玻璃微珠、与着色碳黑粉末原料分4次加入,应确保每次加入粉料前料腔内物料均已捏合成膏状。待粉料添加完毕后启动真空泵,真空度维持在-0.1Mpa,连续捏合混炼1.5h。然后使胶料冷却至50℃,加入10份触变剂,保持真空负压连续混炼45min。混炼完毕后,利用真空负压缓慢吸入4份甲基三乙氧基硅烷、3份正硅酸乙酯、1份钛酸酯、0.6份三甲基硅乙酸乙酯、1份KH550(偶联剂)的混合液,冲入氮气常压捏合2h。
胶片成型,将制得的膏状物装入聚丙烯(PP)盒体中,并真空包装,备用。
实施例3:
原材料预处理,将80份α,ω-端羟基聚二甲基硅氧烷(动力粘度η=1000cp)、20份二甲基硅油、5份疏水性气相白炭黑TS-720、20份空心玻璃微珠、0.6份着色碳黑分别放置于120℃烘箱中干燥12h,备用。
胶料捏合混炼,将预处理后的α,ω-端羟基聚二甲基硅氧烷、二甲基硅油一次性投入到真空捏合机料腔内,调节捏合机浆叶转速,并加热至100℃,待聚二甲基硅氧烷、二甲基硅油混合均匀后,气相白炭黑、空心玻璃微珠、与着色碳黑粉末原料分5次加入,应确保每次加入粉料前料腔内物料均已捏合成膏状。待粉料添加完毕后启动真空泵,真空度维持在-0.1Mpa,连续捏合混炼1h。然后使胶料冷却至50℃,加入15份触变剂,保持真空负压连续混炼30min。混炼完毕后,利用真空负压缓慢吸入5份甲基三乙氧基硅烷、4份正硅酸乙酯、1.5份钛酸酯、0.8份三甲基硅乙酸乙酯、1.5份KH550(偶联剂)的混合液,冲入氮气常压捏合2h。
胶片成型,将制得的膏状物装入聚丙烯(PP)盒体中,并真空包装,备用。
实施例4:
选用分子量为20000的α,ω-端羟基聚二甲基硅氧烷、分子量为2000的二甲基硅油,原材料预处理:将90份α,ω-端羟基聚二甲基硅氧烷(分子量20000)、12份二甲基硅油(分子量2000)、4份疏水性气相白炭黑(BET比表面积200m
胶料捏合混炼:将预处理后的各组分油浴升温至120℃,将干燥后的α,ω-端羟基聚二甲基硅氧烷和二甲基硅油投入到真空捏合机内、调节捏合机浆叶转速混炼30min,依次投入疏水性气相白炭黑、空心玻璃微珠固体粉末,分3次加入,应确保每次加入粉料前料腔内物料均已捏合成膏状。待粉料添加完毕后启动真空泵,真空度维持在-0.08~0.1Mpa,连续捏合混炼2h。然后使胶料冷却至50℃,加入10份聚乙烯纤维棉(触变剂),保持真空负压连续混炼0.8h。混炼完毕后,利用真空负压缓慢吸入3份甲基三乙氧基硅烷、3份正硅酸乙酯、1份钛酸酯、3份三甲基硅乙酸乙酯和1份异氰酸酯基丙基三乙氧基硅烷的混合液,冲入氮气常压捏合2h。
胶片成型,将制得的膏状物装入聚丙烯(PP)盒体中,并真空包装,备用。
对比例1:
选用分子量为20000的α,ω-端羟基聚二甲基硅氧烷、分子量为2000的二甲基硅油,原材料预处理:将90份α,ω-端羟基聚二甲基硅氧烷(分子量20000)、10份二甲基硅油(分子量2000)、4份疏水性气相白炭黑(BET比表面积200m
胶料捏合混炼:将预处理后的各组分油浴升温至120℃,将干燥后的α,ω-端羟基聚二甲基硅氧烷和二甲基硅油投入到真空捏合机内、调节捏合机浆叶转速混炼30min,投入疏水性气相白炭黑,分3次加入,应确保每次加入粉料前料腔内物料均已捏合成膏状。待粉料添加完毕后启动真空泵,真空度维持在-0.08~0.1Mpa,连续捏合混炼2h。然后使胶料冷却至50℃,保持真空负压连续混炼0.8h。混炼完毕后,利用真空负压缓慢吸入3份甲基三乙氧基硅烷、3份正硅酸乙酯、1份钛酸酯、3份三甲基硅乙酸乙酯的混合液,冲入氮气常压捏合2h。
胶片成型,将制得的膏状物装入pp盒体中,并真空包装,备用。对比例2:
将100份α,ω-端羟基聚二甲基硅氧烷(分子量30000)、10份二甲基硅油(分子量2000)、4份疏水性气相白炭黑(BET比表面积200m
胶片成型,将制得的膏状物装入pp盒体中,并真空包装,备用。
实施例与对比例性能比较如下表:
由上表可以看出本发明的实施例中,具有较好的附着力、较短的表干时间,具有较好的耐候、防水、防腐和触变性能,能较好地应用于螺母类零件的表面防护。其中附着力为通过漆膜划格器通过GB/T9286-88标准测试得出的数据,触变值为在室温下使用NDJ-Ⅰ型旋转粘度计测定涂料25℃时的粘度,分别测试转速为6rpm和转速60rpm下的涂料粘度,触变值=粘度(6rpm)/粘度(60rpm)。
- 一种防护密封材料及其制备和施工方法
- 一种止水密封材料抗老化防护涂料及其制备方法