一种PIN针料带、电子元件外壳及生产方法
文献发布时间:2023-06-19 11:52:33
技术领域
本发明属于电子信息网络技术领域,具体涉及一种PIN针料带、电子元件外壳及生产方法。
背景技术
现有的电子网络变压器及滤波器等,是将线圈放置在壳体内,需要将线圈的引线端子缠绕在变压器外壳的内PIN脚端部,使得引线端子固定,然后再将线圈的引线焊接在PIN脚上,由于端子间距小,这种线圈引线端子的固定方式人工参与度高,劳动力密集,在线圈的焊接过程中,绕线的时间较长,工作效率较低。
发明内容
鉴于此,本发明实施例的目的在于提供一种PIN针料带、电子元件外壳及生产方法,在安装磁芯及线圈等生产过程中,只需要将引线理线并置于坎线槽内,并将引线卡设于卡口处,即可实现引线的初步固定,省去了绕线的步骤,操作省时省力,为实现电子网络变压器成品自动化规模化生产提供基础条件,能够大幅度提高生产效率、节约生产成本。
本发明的实施例是这样实现的:
本发明实施例提供了一种PIN针料带,所述PIN针料带包括边带和至少一个针组,所述针组包括并排设置的至少两根PIN针,所述PIN针呈条形,所述PIN针的一端与所述边带连接,PIN针的另一端设置有用于容纳引线的坎线槽,所述边带上设置有用于卡设引线的卡口,每个所述卡口对应一个所述针组的全部坎线槽,以使一个所述针组的全部坎线槽内的引线能够汇聚于所述卡口内。
作为上述实施例的可选方案,所述卡口包括线道和卡孔,所述线道由所述边带的边沿延伸至所述卡孔,所述线道与所述卡孔连通。
作为上述实施例的可选方案,所述卡孔为圆孔,所述线道的一端为进线端且另一端为出线端,所述出线端与所述卡孔连通,所述卡孔的直径大于所述出线端的宽度。
作为上述实施例的可选方案,所述进线端呈喇叭口状设置,所述出线端的宽度大于漆包线的直径。
作为上述实施例的可选方案,沿所述进线端到所述出线端的方向,所述线道的宽度逐渐减小。
作为上述实施例的可选方案,沿所述进线端到所述出线端的方向,所述线道先逐渐靠近所述PIN针后逐渐远离所述PIN针。
作为上述实施例的可选方案,所述线道的两侧为曲线状。
作为上述实施例的可选方案,所述卡孔与所述针组的中心线匹配。
作为上述实施例的可选方案,PIN针料带还包括预留件,所述预留件包括预留带和多根预留针,所述多根预留针并排设置于所述预留带,所述预留针与所述PIN针连接,所述预留针与所述PIN针之间的连接部设置有易断口。
作为上述实施例的可选方案,所述边带上设置有定位孔。
作为上述实施例的可选方案,所述PIN针的一端为接线脚,所述接线脚呈U形且围成所述坎线槽,所述接线脚包括两个相对设置的接线耳,所述接线耳能够相对弯折且闭合槽口。
本发明实施例还提供了一种电子元件外壳,所述电子元件外壳包括壳体和上述的PIN针料带,所述壳体设置有至少一个用于放置磁芯的容纳腔,所述壳体相对的两侧均设置有所述PIN针料带。
作为上述实施例的可选方案,所述电子元件外壳还包括胶塞,所述壳体具有敞口,所述胶塞可分离的盖设于所述敞口且将所述容纳腔封闭。
作为上述实施例的可选方案,所述壳体具有至少一个空白腔和至少两个容纳腔,所述空白腔设置于相邻的两个所述容纳腔之间,所述胶塞包括封盖部和嵌设部,所述嵌设部设置于所述封盖部的一侧,所述嵌设部可拆卸的嵌设于所述空白腔内,所述封盖部用于将两个所述容纳腔封闭。
本发明实施例还提供了一种电子元件生产方法,所述电子元件的生产方法使用上述的电子元件外壳进行生产,所述电子元件生产方法包括:
将磁芯放置在壳体的容纳腔内;
将磁芯的引线理线至所述坎线槽内,并将每个所述针组对应的引线线头挂在同一个所述卡口内;
使用激光对引线的待剥漆处剥漆,引线的待剥漆处与所述坎线槽对应;
将所述接线脚压合,使接线脚将引线夹持固定,贴胶体;
将位于所述接线脚的远离所述容纳腔一侧的余线切断。
作为上述实施例的可选方案,所述电子元件生产方法还包括:
使用胶塞将所述壳体的敞口封闭,使所述磁芯和引线固定;
将所述胶塞从所述壳体的敞口处取下,使所述磁芯和所述引线漏出;
其中,所述电子元件外壳还包括胶塞,所述壳体具有敞口,所述胶塞可分离的盖设于所述敞口且将所述容纳腔封闭。
作为上述实施例的可选方案,所述电子元件生产方法还包括:
使PIN针弯折,并将所述PIN针的一部分切除;
对接线脚和引线的接触部分进行焊接;
对电子元件的半成品镀锡;
对电子元件的半成品进行清洗;
对电子元件进行半成品测试;
对电子元件的半成品进行点胶并烘烤;
对电子元件的半成品进行喷码标识;
对电子元件的成品进行测试;
对电子元件的成品进行包装。
本发明的有益效果是:
本发明提供的电子元件生产方法,采用本成品的电子元件外壳进行生产,电子元件外壳包括壳体和PIN针料带,在安装磁芯及线圈等生产过程中,只需要将引线理线并置于坎线槽内,并将引线卡设于卡口处,即可实现引线的初步固定,省去了绕线的步骤,操作省时省力,为实现电子网络变压器成品自动化规模化生产提供基础条件,能够大幅度提高生产效率、节约生产成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。通过附图所示,本发明的上述及其它目的、特征和优势将更加清晰。在全部附图中相同的附图标记指示相同的部分。并未刻意按实际尺寸等比例缩放绘制附图,重点在于示出本发明的主旨。
图1为本发明第一实施例提供的PIN针料带的结构示意图一;
图2为本发明第一实施例提供的PIN针料带的结构示意图二;
图3为本发明第一实施例提供的PIN针料带的接线脚的结构示意图一;
图4为本发明第一实施例提供的接线脚的压合状态示意图一;
图5为本发明第一实施例提供的接线脚的压合状态示意图二;
图6为本发明第一实施例提供的接线脚的压合状态示意图三;
图7为图2的局部放大示意图;
图8为本发明第一实施例提供的PIN针料带的接线脚的结构示意图二;
图9为本发明第一实施例提供的PIN针料带的结构示意图三;
图10为本发明第一实施例提供的PIN针料带的结构示意图四;
图11为图10的局部放大示意图;
图12为本发明第一实施例提供的PIN针料带的结构示意图四;
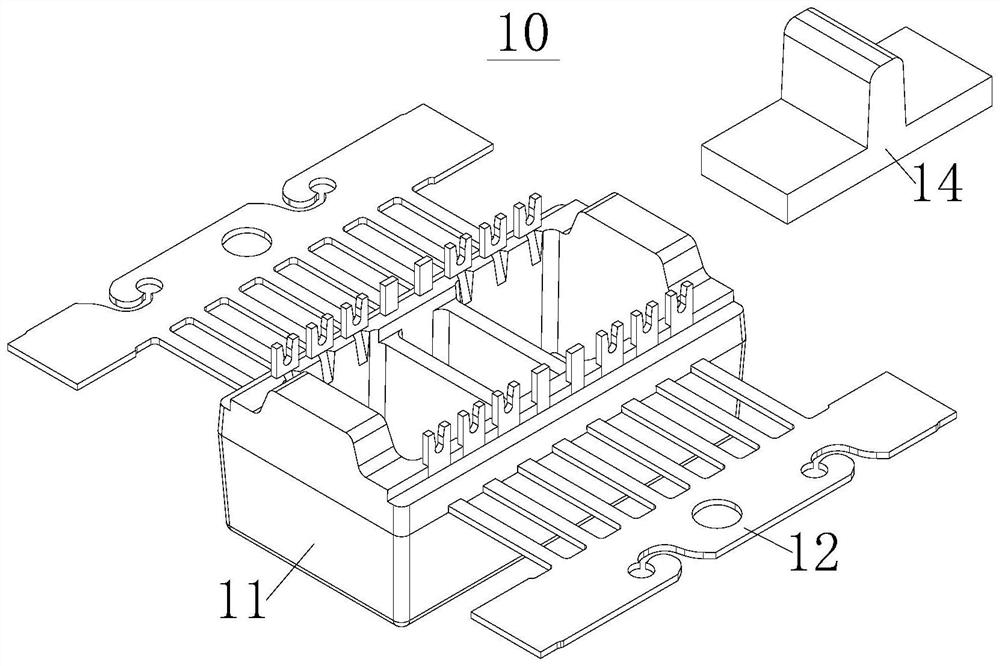
图13为本发明第二实施例提供的电子元件外壳的结构示意图一;
图14为本发明第二实施例提供的多个电子元件外壳的连接关系示意图;
图15为本发明第二实施例提供的放入磁芯后的电子元件外壳的结构示意图一;
图16为本发明第二实施例提供的壳体和PIN针料带的配合关系示意图一;
图17为本发明第二实施例提供的壳体和PIN针料带的配合关系示意图二;
图18为本发明第二实施例提供的壳体和PIN针料带的配合关系示意图三;
图19为本发明第二实施例提供的壳体和PIN针料带的配合关系示意图四;
图20为本发明第二实施例提供的壳体和PIN针料带的配合关系示意图五;
图21为本发明第二实施例提供的胶塞的结构示意图;
图22为本发明第二实施例提供的放入磁芯后的电子元件外壳的结构示意图二;
图23为本发明第三实施例提供的压合步骤示意图一;
图24为本发明第三实施例提供的压合步骤示意图二;
图25为本发明第三实施例提供的弯切成型步骤一;
图26为本发明第三实施例提供的弯切成型步骤二;
图27为本发明第三实施例提供的弯切成型步骤三;
图28为本发明第三实施例提供的弯切成型步骤四;
图29为本发明第三实施例提供的弯切成型后的电子元件的结构示意图;
图30为本发明第三实施例提供的弯切成型后的PIN针的结构示意图。
图标:10-电子元件外壳;11-壳体;12-PIN针料带;14-胶塞;15-磁芯;16-预留件;110-容纳腔;111-空白腔;112-容纳腔;113-导线槽;120-边带;121-针组;122-PIN针;123-焊接脚;124-接线脚;125-接线耳;126-坎线槽;127-空白针;128-易折缺口;130-卡口;131-线道;132-卡孔;133-进线端;134-出线端;135-定位孔;140-封盖部;141-嵌设部;160-预留带;161-预留针;162-易断口。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参照图1、图2所示,本发明的实施例提供了一种PIN针料带12,该PIN针料带12主要用于电子网络变压器、电子网络滤波器等。
其中,PIN针料带12包括边带120和针组121,针组121的数量不限,例如针组121的数量为一个、两个、三个等。
边带120可以为长条形,主要用于固定针组121,使针组121在生产、理线等过程中不会散落,方便后续生产流程。
针组121的具体结构如下:针组121包括并排设置的至少两根PIN针122,每个针组121的PIN针122的数量可以根据需要进行选择,针组121及PIN针122的数量主要取决于电子元件外壳的容纳腔数量,一般而言,每个容纳腔的一侧对应一个针组121及三根PIN针122(当然,在其他实施例中,容纳腔还可以对应两个针组121或四根PIN针122等),在本实施例中,每个针组121包括三根PIN针122。
PIN针122呈条形,PIN针122的形状,可以根据需要进行设定,例如,PIN针122为平面形或L形(冲压成型后为平面形,安装于电子元件外壳的壳体11后为L形,此外,根据需要,PIN针122还可以采用其他形状)。
每根PIN针122都具有焊接脚123和接线脚124,焊接脚123用于与线路板进行焊接,接线脚124用于与引线电性连接,即PIN针122和引线能够允许电流通过,接线脚124可以大于PIN针122的其他位置宽度。
焊接脚123与边带120直接连接或间接连接,连接方式可以为一体成型等。
PIN针122和边带120一般可以同时生产,例如,使用冲压技术对片状材料冲压成型等,这样是为了方便生产和使用,组装生产完成后,将多余的部分例如边带120去除即可。
请参照图3所示,接线脚124设置有接线耳125,接线耳125设置有用于容纳引线的坎线槽126,坎线槽126的深度可以大于引线的直径,一般情况下,引线的直径约为0.08-0.12mm,有一到两股绕线,坎线槽126的宽度可以设定在0.24-0.30mm,根据引线的直径不同,可以适当调节坎线槽126的宽度。
坎线槽126的形状不限,例如可以为U形、V形、半圆形、不规则形状等,坎线槽126的主要作用是,引线端部卡设于卡口130处后,引线与坎线槽126的相对位置固定,引线不会相对于接线脚124滑动,方便工作人员焊接等。
当然,接线脚124也可以设定为能够发生弯折,接线脚124弯折后将引线夹持固定。
在本实施例中,坎线槽126呈U形,坎线槽126可以分成三个部分,端部、中部和底部,坎线槽126的两个端部之间的距离由外向内逐渐减小,中部的距离不变,底部采用圆弧形结构。这种设计方式使得引线能够轻松塞入坎线槽126内。
请参照图4-图6所示,接线脚124被压合前及被压合后的状态示意图,接线脚124被压合后,可以夹持引线。
上述的“由外向内”是指由坎线槽126的开口处向槽底处的方向。
边带120上设置有卡口130和定位孔135。
其中,卡口130用于卡设引线,每个卡口130对应一个针组121的全部坎线槽126,以使一个针组121的全部坎线槽126内的引线能够汇聚于卡口130内。
卡口130与坎线槽126对应的方式为:每根引线分别搭设于一个坎线槽126内,每个针组121的坎线槽126对应的所有引线均汇聚于卡口130内,实现引线的固定。
此外,PIN针料带12还可以包含空白组,所述空白组包括至少一根空白针127。
卡口130的结构可以采用但不限于下列方案,请参照图7所示,卡口130包括线道131和卡孔132,线道131由边带120的边沿延伸至卡孔132,线道131与卡孔132连通。
线道131用于使引线能够进入卡孔132内,卡孔132用于实现多根引线的固定。
其中,卡孔132为圆孔,在其他实施例中,卡孔132还可以为方孔、不规则孔等。卡孔132的直径于多根引线合并后的尺寸一致,以卡孔132能够卡住多根引线使引线无法脱离卡孔132为佳。
线道131的一端为进线端133且另一端为出线端134,引线可以从进线端133进入线道131内,并且可以从出线端134脱离线道131。
出线端134与卡孔132连通,卡孔132的直径大于出线端134的宽度。
为了使引线能够顺利进入线道131内,进线端133呈喇叭口状设置,进线端133一端的宽度远大于引线的直径。
出线端134的宽度不限,以防止引线卡孔132内经由出线端134非正常脱离为佳。
沿进线端133到出线端134的方向,线道131的宽度逐渐减小。
沿进线端133到出线端134的方向,线道131先逐渐靠近PIN针122后逐渐远离PIN针122,如此设置,可以防止引线非正常脱离线道131。
线道131的两侧为曲线状,这样可以有效防止线道131划伤引线的漆面。
卡孔132与针组121的中心线匹配,例如,针组121包含三根PIN针122,卡孔132的圆心位于中间PIN针122的延长线上。
边带120上设置有定位孔135,定位孔135用于生产时对PIN针料带12定位。定位孔135可以为圆孔、方孔等。
此外,请参照图8所示,接线耳125的远离坎线槽126的一侧设置有易折缺口128,易折缺口128使得接线耳125的弯折变形更加容易。
此外,请参照图9、图10所示,PIN针料带12还可以包括预留件16,预留件16包括预留带160和多根预留针161,多根预留针161并排设置于预留带160,预留针161与预留带160之间可以相互垂直,预留针161与PIN针122连接。
请参照图11所示,预留针161与PIN针122之间的连接部设置有易断口162,易断口162是指此处的厚度相较于其他部分较小。
在预留针161与接线脚124之间的连接部的一侧或两侧均设置有易断口162。
本实施例中,易断口162的截面呈V形,当然,易断口162的截面还可以为矩形、锯齿形等其他形式,易断口162从坎线槽126延伸至接线脚124的边沿。
请参照图12所示,预留件161可以使PIN针122初次弯折时使接线脚124对齐。
第二实施例
请参照图13所示,本发明的第二实施例还提供了一种电子元件外壳10,该电子元件外壳10是在第一实施例的基础上进行的进一步加工,也可以认为是最终电子元件的半成品。
在生产过程中,多个电子元件外壳10可以同时生产,结构如图14所示。
本实施例中所说的“电子元件”可以为电子网络变压器或电子网络滤波器。
具体的,其中,电子元件外壳10主要由壳体11、第一实施例中的PIN针料带12和胶塞14组成。电子元件外壳10内放置磁芯15后的结构图,请参照图22所示。
壳体11的结构可以参照现有技术,可以根据电子元件的不同,选用不同结构的壳体11。
壳体11可以采用注塑的方式生产,即将PIN针料带12放置在注塑模具中,通过注塑形成壳体11,PIN针料带12的一部分位于壳体11的侧壁内。
壳体11整体可以为长方体等规则形状,也可以为不规则形状,壳体11设置有至少一个用于放置磁芯15的容纳腔110。
容纳腔110的数量根据需要进行设定,例如一个、两个、三个等。在本实施例中,请参照图16-图19所示,壳体11具有一个空白腔111和两个容纳腔110,空白腔111设置于相邻的两个容纳腔110之间,容纳腔110用于放置磁芯15,空白腔111用于将相邻的两个容纳腔110隔离,每个容纳腔110的一侧对应一个针组121,空白针127与空白腔111相邻。
壳体11相对的两侧均设置有PIN针料带12。
壳体11对应的全部PIN针122的数量代表了产品的类型,例如,图16-图19代表16PIN产品,图20代表24PIN产品,在其他实施例中,还可以采用6PIN、8PIN、12PIN、18PIN等产品。
此外,由于引线材质较软,在对壳体11内进行浇注等工序时,引线的位置可能会发生偏移,影响产品质量,因此在本实施例中,壳体11的内表面设置有导线槽113,导线槽113的一端与坎线槽126的底端相邻。
具体的,导线槽113位于容纳腔110的端口处且延伸至壳体11的端面,“端口处”是指容纳腔110的靠近端面但与端面具有一定距离的位置。
导线槽113在由下到上的方向上朝向接线脚124倾斜,靠近壳体11端面的位置为上,靠近容纳腔110底面的位置为下。
简单而言,容纳腔110的内表面(与PIN针122的接线脚124相邻的面)与PIN针122的接线脚124位于不同的平面,导线槽113的底面相对于容纳腔110的内表面倾斜。
导线槽113可以起到理线的作用。
此外,胶塞14可以在对电子元件加工过程中的半成品进行转场加工使用。
壳体11具有敞口,胶塞14可分离的盖设于敞口且将容纳腔110封闭。
请参照图21所示,胶塞14可以采用橡胶材质、硅胶材质等柔软且能够变形的材料制成,胶塞14包括封盖部140和嵌设部141。
封盖部140整体可以呈长方体,嵌设部141设置于封盖部140的一侧,二者之间大致呈T形,嵌设部141的高度小于空白腔111的深度。
嵌设部141可拆卸的嵌设于空白腔111内,封盖部140用于将两个容纳腔110封闭。在将胶塞14安装完成后,嵌设部141与空白腔111过盈配合,起到固定的作用,封盖部140能够防止容纳腔110内的磁芯15晃动。
第三实施例
对应的,本发明第三实施例还提供了一种电子元件生产方法,该电子元件生产方法使用上述的电子元件外壳10进行生产。
具体的,电子元件生产方法包括半成品加工步骤和半成品再加工步骤。
其中,半成品加工步骤包括以下步骤:
放置磁芯15步骤,将磁芯15放置在壳体11的容纳腔110内。
挂线步骤,将磁芯15的引线理线至导线槽113和坎线槽126内,并将引线的线头挂在卡孔132内,完成后的结构请参照图22所示。
固定步骤,使用胶塞14将壳体11的敞口封闭,使磁芯15和引线固定,完成后的结构请参照图3所示;或者使用点胶将磁芯15和引线固定。
剥漆步骤,使用激光对引线的待剥漆处剥漆,引线的待剥漆处与坎线槽126对应。
压合步骤,请参照图4、图5、图23、图24所示,将接线脚124压合,使接线脚124将引线夹持固定,贴胶体。
切余线步骤,将位于接线脚124的远离容纳腔110一侧的余线切断。
半成品再加工步骤包括以下步骤:
准备步骤,将胶塞14从壳体11的敞口处取下,使磁芯15和引线漏出。
弯切成型步骤,请参照图25-图28所示,使PIN针122弯折,并将PIN针122的一部分切除,完成后的结构请参照图29所示,其中,切除后的使PIN针122请参照图30所示。
焊接步骤,对接线脚124和引线的接触部分进行焊接。
镀锡步骤,对电子元件的半成品的PIN针122边角镀锡。
清洗步骤,对电子元件的半成品进行清洗。
半成品测试步骤,对电子元件进行半成品测试。
点胶烘烤步骤,对电子元件的半成品进行点胶并烘烤。
喷码标识步骤,对电子元件的半成品进行喷码标识。
成品测试步骤,对电子元件的成品进行测试。
包装步骤,对电子元件的成品进行包装。
在生产过程中,需要注意以下事项:1.四色线必须绞线,绞线节数须严格按1inch18节控制;2.绕环不可交叉重叠,多圈,少圈,铜线破皮等现象;3.缠线时,磁环须压至CASE底部,不可悬空,注意PIN1脚位置;4.缠线时,单线缠PIN3-4TS,绞线缠PIN2-3TS;5.此款机种为无铅环保产品,所有流程按无铅产品制程管制进行;6.产品在上线前需先制作首件确认无误后,方可投入生产;7.打带前留12个空格,打带后留15个空格;8.打带完毕后,用防护带再包一圈;9.带盘装箱前,先用复合带包起来。然后用抽真空抽气机把里面的空气抽出来,再用抽真空机将复合袋扣封好;10.装好卷带后,需用封口胶(或纸胶带)在弧口处封住上下盖。
上述步骤可以根据需要增加、删除、修改、调整顺序。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种PIN针料带、电子元件外壳及生产方法
- 一种PIN针料带及电子元件外壳