一种汽车密封条的滚弯设备及滚弯成型方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及滚弯机技术领域,尤其涉及一种汽车密封条的滚弯设备及滚弯成型方法。
背景技术
在机械制造业在国民经济中占有重要的地位,是国民经济各部门赖以发展的基础,是国民经济的重要支柱,是生产力的重要组成部分。机械制造业不仅为工业、农业、交通运输业、科研和国防等部门提供各种生产设备、仪器仪表和工具,而且为制造业包括机械制造业本身提供机械制造装备。机械制造业的生产能力和制造水平标志着一个国家或地区的科学技术水平、经济实力。
滚弯设备是当今应用非常普遍的板料加工成型,是各种型材、异型材加工的重要设备之一,其中汽车密封条在生产制造过程中,往往需要根据安装的需求对其进行三维方向的弯曲,而目前的滚弯机只能进行二维滚压,而不能进行三维滚压,不能满足汽车密封条的生产要求。而为了能够对汽车密封条等工件实现三维方向上的滚压,往往需要通过多个工序和装置,滚压工序繁多,需要用到的滚压设备结构也复杂,滚压速度慢,效率低。
发明内容
本发明解决的技术问题是提供一种结构简单,操作方便,能够对汽车密封条进行三维方向上的同时滚弯的滚弯设备及滚弯成型方法。
为解决上述技术问题,本发明提供的一种汽车密封条的滚弯设备,包括:
上料机构,用于输送密封条;
滚轮机构,用于所述密封条的滚弯成型;
收集机构,用于收集所述密封条;
所述滚轮机构位于所述上料机构和所述收集机构之间,所述滚轮机构的进料口与所述上料机构连通,所述滚轮机构的出料口与所述收集机构连通;
所述滚轮机构包括沿X轴方向依次设置的第一压轮模组、第二压轮模组和第三压轮模组,所述第一压轮模组、第二压轮模组和第三压轮模组相互独立;所述滚轮机构还包括驱动所述第二压轮模组的第一Y轴驱动件和Z轴驱动件,及驱动所述第三压轮模组的第二Y轴驱动件;所述密封条依次经过所述上料机构、第一压轮模组、第二压轮模组、第三压轮模组和收集机构;
所述滚轮机构包括用于测量所述密封条移动距离的编码器和检测所述密封条位置的检测器。
进一步的,所述第二压轮模组包括上下对应设置的第二上压轮和第二下压轮,所述第二上压轮和第二下压轮均为配合并卡嵌于所述密封条卡槽的仿形轮。
进一步的,所述第一压轮模组包括上下对应设置的第一上压轮和第一下压轮,所述第三压轮模组包括上下对应设置的第三上压轮和第三下压轮,所述第一上压轮、第一下压轮、第三上压轮和第三下压轮均为配合并卡嵌于所述密封条卡槽的仿形轮。
进一步的,所述滚轮机构包括工作台,所述工作台上设有用于安装所述第一压轮模组和第三压轮模组的竖直安装板;所述第一上压轮和所述第三上压轮均沿Z轴方向滑动安装在所述竖直安装板上;
所述竖直安装板上还设有导入轮组和导出轮组,所述导入轮组位于所述第一压轮模组一侧的上游方向,所述导出轮组位于所述第三压轮模组一侧的下游方向。
进一步的,所述第一Y轴驱动件安装在所述工作台上,所述Z轴驱动件安装在所述第一Y轴驱动件的移动部上,所述Z轴驱动件包括沿Z轴方向移动的滑动部,所述第二压轮模组安装在所述滑动部上,所述滑动部上设有用于滑动连接所述第二下压轮的滑轨,所述第二下压轮通过所述滑轨沿Z轴方向移动;
所述第二Y轴驱动件安装在所述工作台上并驱动所述第三压轮模组沿Y轴方向移动。
进一步的,所述工作台上还安装有传输组件,所述传输组件位于所述导出轮组的下游方向,所述传输组件包括Z轴调节部和第一输送带,所述第一输送带安装在所述Z轴调节部的移动板上,所述第一输送带的输入端连通所述导出轮组,所述第一输送带的输出端连通所述收集机构。
进一步的,所述收集机构包括第二输送带、推板、挡板和收集箱,所述第二输送带与所述滚轮机构的出口连通,所述挡板设置于所述第二输送带延伸方向的端部,所述推板和所述收集箱分别设置于所述第二输送带的两侧。
进一步的,所述上料机构包括送料组件和夹持组件,所述送料组件包括用于输送密封条的传动链,所述传动链上设有多个用于定位所述密封条的定位件,所述定位件沿着所述传动链传输方向均匀排布,所述夹持组件设置于所述送料组件的正上方,所述夹持组件包括夹持工装和驱动夹持工装移动的驱动组。
进一步的,所述传动链沿Y轴方向移动,所述驱动组包括X轴直线驱动模组和Z轴驱动滑台,所述Z轴驱动滑台安装在所述X轴直线驱动模组上,并沿X轴方向移动,所述夹持工装安装在所述Z轴驱动滑台的底部。
本申请还提供了一种汽车密封条的滚弯成型方法,包括上述滚弯设备,所述滚弯设备还包括有控制器,所述编码器和所述检测器均与所述控制器电性连接,所述编码器和所述检测器分别安装在所述第一压轮模组的两侧,所述编码器位于所述第一轮模组上游方向,所述检测器位于下游方向上,所述第一Y轴驱动件、Z轴驱动件和第二Y轴驱动件均设有电性连接所述控制器的伺服电机,所述轮滚方法包括以下步骤:
步骤一、所述上料机构将待滚弯的密封条移动至所述滚轮机构上;
步骤二、所述步骤一中的密封条输送至所述第一压轮模组,并沿X轴方向依次向所述第二压轮模组和所述第三压轮模组方向移动,位于所述第一压轮模组上游方向的编码器通过其测量端子测量密封条的输送长度,所述编码器根据预设的密封条滚弯坐标参数与测得的密封条输送长度进行匹配,当所述编码器测得的密封条输送长度与预设的密封条滚弯坐标参数匹配时,所述编码器发送信息信号至所述控制器;
步骤三、所述控制器接收所述步骤二中所述编码器发送的信息信号,进而转换为控制信号,并发送至所述第一Y轴驱动件和所述Z轴驱动件的伺服电机以及所述第二Y轴驱动件的伺服电机,所述第一Y轴驱动件和所述Z轴驱动件驱动所述第二压轮模组沿X轴方向或Y轴方向移动,所述第二Y轴驱动件驱动所述第三压轮模组沿Y轴方向移动;
步骤四、经过所述第三压轮模组的密封条向所述收集机构方向移动,所述收集机构对经过所述滚轮机构滚弯成型的密封条收集。
与相关技术相比较,本发明具有如下有益效果:
本发明提供一种汽车密封条的滚弯设备,其结构简单,操作方便,使用该滚弯设备的滚弯成型方法,简单快捷,利用第一压轮模组、第二压轮模组和第三压轮模组能够同时对密封条进行X轴、Y轴和Z轴方向上的弯曲,实现密封条在三维方向上的滚弯,克服了现有技术中滚弯装置只能在X轴和Z轴两个方向上滚弯的不足,提高了滚弯效率;而且通过在编码器中根据待滚弯密封条需要滚弯的位置预设相应的坐标参数和程序,实现精准控制第二压轮模组和第三压轮模移动,进行滚弯密封条,滚弯精度高,保证了生产质量。
而且能够将密封条安装在上料机构上,上料快速方便,直接经过滚轮机构成型后,由收集机构进行收集,减少了生产工序,提高了生产效率。
为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
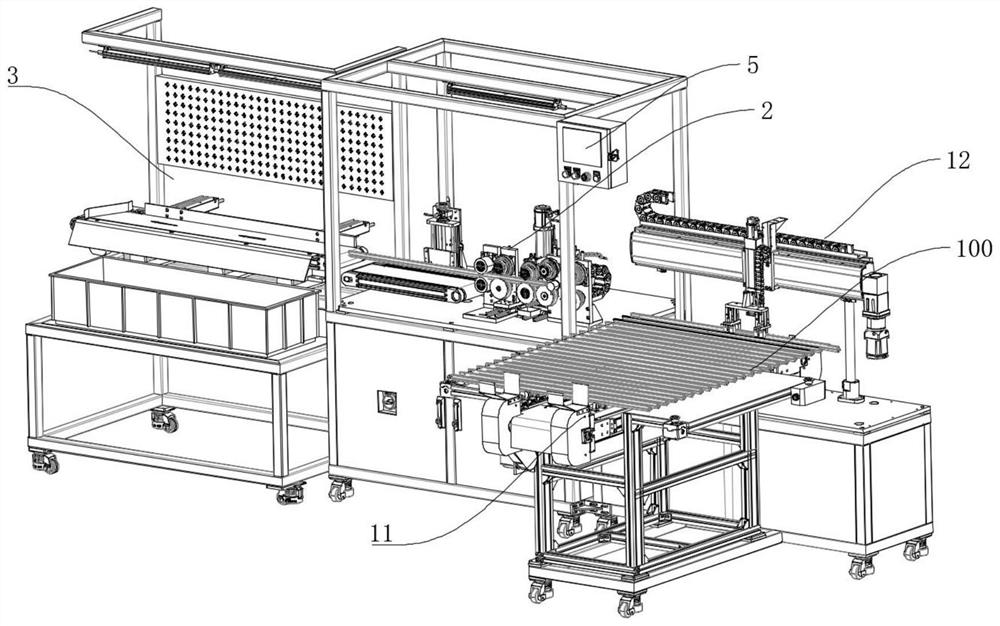
图1为本发明提供的一较佳实施例的结构示意图;
图2为本发明提供的一较佳实施例的另一视角结构示意图;
图3为本发明提供的上料机构结构示意图;
图4为图3中部分放大结构示意图;
图5为本发明提供的滚轮机构结构示意图;
图6为本发明提供的滚轮机构中部分结构示意图;
图7为本发明提供的滚轮机构中收集机构结构示意图。
图中标号:100、密封条;
1、上料机构;11、送料组件;111、传动链;112、定位件;12、夹持组件;121、夹持工装;122、驱动组;1221、X轴直线驱动模组;1222、Z轴驱动滑台;
2、滚轮机构;21、第一压轮模组;211、第一上压轮;212、第一下压轮;22、第二压轮模组;221、第二上压轮;222、第二下压轮;23、第三压轮模组;231、第三上压轮;232、第三上压轮;24、第一Y轴驱动件;241、移动部;25、Z轴驱动件;251、滑动部;252、滑轨;26、第二Y轴驱动件;27、编码器;28、检测器;29、工作台;291、竖直安装板;292、导入轮组;293、导出轮组;294、传输组件;2941、Z轴调节部;2942、第一输送带;2943、移动板;
3、收集机构;31、第二输送带;32、推板;33、挡板;34、收集箱;
4、保护外框;5、控制器;6、伺服电机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请结合参阅图1-图7所示,一种汽车密封条的滚弯设备,包括上料机构1、滚轮机构2和收集机构3,向上料机构1上放置待滚弯的密封条100,通过上料机构1输送密封条100,并依次将单个密封条100向滚轮机构2输送,滚轮机构2对密封条100进行滚弯成型,并向收集机构3输送,收集机构3收集滚弯成型后的密封条100;
具体的,所述滚轮机构2位于所述上料机构1和所述收集机构3之间,滚轮机构2和上料机构1上均设有保护外框4,保护密封条100在移动和折弯成型的安全性,所述滚轮机构2的进料口与所述上料机构1连通,所述滚轮机构2的出料口与所述收集机构3连通,便于密封条100从上料机构1通过滚轮机构2的进料口进入滚轮机构2,再由滚轮机构2的出料口进入收集机构3;
所述滚轮机构2包括沿X轴方向依次设置的第一压轮模组21、第二压轮模组22和第三压轮模组23,所述第一压轮模组21、第二压轮模组22和第三压轮模组23相互独立,相互独立的第一压轮模组21、第二压轮模组22和第三压轮模组23能够驱使密封条100沿着X轴方向上移动,并能够在密封条100的X轴方向上不同位置分别进行滚弯动作;
所述滚轮机构2还包括驱动所述第二压轮模组22的第一Y轴驱动件24和Z轴驱动件25,及驱动所述第三压轮模组23的第二Y轴驱动件26;所述密封条100依次经过所述上料机构1、第一压轮模组21、第二压轮模组22、第三压轮模组23和收集机构3,通过第一Y轴驱动件24和Z轴驱动件25能够驱动第二压轮模组22在Y轴方向或Z轴方向上移动或者Y轴方向与Z轴方向上同时移动,实现对密封条100在Y轴方向或Z轴方向上的滚弯,第二Y轴驱动件26能够驱动第三压轮模组23在Y轴方向上移动,能够对经过第二压轮模组22滚弯后的密封条100进行Y轴方向上的微调;
所述滚轮机构2包括用于测量所述密封条100移动距离的编码器27和检测所述密封条100位置的检测器28,方便对密封条100进入滚轮机构2后沿着X轴方向上的移动的距离进行测量和位置检测,提高密封条100滚弯的精准度。
如图1、图2和图3所示,在本实施例中,上料机构1包括送料组件11和夹持组件12,所述送料组件11包括用于输送密封条100的传动链111,所述传动链111上设有多个用于定位所述密封条100的定位件112,所述定位件112沿着所述传动链111传输方向均匀排布,所述夹持组件12设置于所述送料组件11的正上方,所述夹持组件12包括夹持工装121和驱动夹持工装121移动的驱动组122。
传动链111设有两个,并沿着Y轴方向环形设置,所述传动链111沿Y轴方向移动,定位件112随着传动链111转动而移动,进而使得设置在定位件112上的密封条100沿Y轴方向移动,定位件112对应卡插在密封条100的卡槽内。
如图4所示,在本实施例中,所述驱动组122包括X轴直线驱动模组1221和Z轴驱动滑台1222,所述Z轴驱动滑台1222安装在所述X轴直线驱动模组1221上,并沿X轴方向移动,所述夹持工装121安装在所述Z轴驱动滑台1222的底部,通过Z轴驱动滑台1222驱动夹持工装121沿Z轴方向上下移动,从而能够使用夹持工装121夹取传动链111传动至驱动组122下方的密封条100,夹取好密封条100的夹持工装121通过Z轴驱动滑台1222向上移动,再通过X轴直线驱动模组1221驱动Z轴驱动滑台1222沿X轴方向移动,使得密封条100进入滚轮机构2中。
如图5和图6所示,在本实施例中,滚轮机构2上的第二压轮模组22包括上下对应设置的第二上压轮221和第二下压轮222,所述第二上压轮221和第二下压轮222均为配合并卡嵌于所述密封条100卡槽的仿形轮,第二上压轮221和第二下压轮222能够卡嵌在密封条100的卡槽内,密封条100在沿着X轴方向移动时,第二上压轮221和第二下压轮222能够始终卡嵌在密封条100的卡槽内并沿着卡槽的延伸方向转动,使得第二压轮模组22在沿着Y轴方向和Z轴方向进行移动时,能够夹持密封条100,不会滑脱,从而能够使得密封条100在Y轴方向和Z轴方向上滚弯。
进一步的,所述第一压轮模组21包括上下对应设置的第一上压轮211和第一下压轮212,所述第三压轮模组23包括上下对应设置的第三上压轮231和第三下压轮232,所述第一上压轮211、第一下压轮212、第三上压轮231和第三下压轮232均为配合并卡嵌于所述密封条100卡槽的仿形轮,确保密封条100在通过第一压轮模组21和第三压轮模组23时,能够方便进行对密封条100的滚弯。
再如图5所示,在本实施例中,所述滚轮机构2包括工作台29,所述工作台29上设有用于安装所述第一压轮模组21和第三压轮模组23的竖直安装板291,竖直安装板291设有多块,且各个竖直安装板291独自安装在工作台29上,第一压轮模组21和第三压轮模组23安装在各自的竖直安装板291上;所述第一上压轮211和所述第三上压轮231均沿Z轴方向滑动安装在所述竖直安装板291上,第一下压轮212和第三下压轮232相对固定在竖直安装板291上,通过第一上压轮211和第三上压轮231在工作台29上沿Z轴方向上下滑动,从而调整第一上压轮211与第一下压轮212之间的间距,以及第三上压轮231和第三下压轮232之间的间距,便于根据不同类型的密封条100进行适应性调整;
所述竖直安装板291上还设有导入轮组292和导出轮组293,所述导入轮组292位于所述第一压轮模组21一侧的上游方向,所述导出轮组293位于所述第三压轮模组23一侧的下游方向,密封条100通过导入轮组292进入第一压轮模组21,再依次进入第二压轮模组22和第三压轮模组23,最后由导出轮组293转动导出,在本实施例中,导入轮组292也为配合所述密封条100的仿形轮,导出轮组293为圆柱滚轮。
所述第一Y轴驱动件24安装在所述工作台29上,所述Z轴驱动件25安装在所述第一Y轴驱动件24的移动部241上,所述Z轴驱动件25包括沿Z轴方向移动的滑动部251,所述第二压轮模组22安装在所述滑动部251上,所述滑动部251上设有用于滑动连接所述第二下压轮222的滑轨252,所述第二下压轮222通过所述滑轨252沿Z轴方向移动,第二压轮模组22通过Z轴驱动件25在Z轴方向上移动,第一Y轴驱动件24驱动Z轴驱动件25在Y轴方向上移动,进而能够实现第二压轮模组22在Y轴和Z轴两个方向上的移动,结合密封条100自身沿X轴方向移动,从而经过第二压轮模组22处的密封条100能够通过第二压轮模组22进行Y轴和Z轴两个方向上的滚弯,最终实现对密封条100的三维方向滚弯,第二下压轮222能够在滑动部251上通过滑轨252沿Z轴方向移动,从而能够实现调整第二下压轮222与第二上压轮221之间的间距,便于适应不同类型的密封条100;
所述第二Y轴驱动件26安装在所述工作台29上并驱动所述第三压轮模组23沿Y轴方向移动,用于安装第三压轮模组23的竖直安装板291安装在第二Y轴驱动件26上,第二Y轴驱动件26驱动第三压轮模组23沿Y轴方向移动,便于经过第三压轮模组23的密封条100在Y轴方向上移动,可实现对密封条100经过第二压轮模组22滚弯后进行微调,对密封条100进行第二次Y轴方向上的滚弯,同时起到了缓冲作用,可避免密封条100经过第二压轮模组22在Y轴方向上折弯后,直接被拉直。
在本实施例中,所述工作台29上还安装有传输组件294,所述传输组件294位于所述导出轮组293的下游方向,所述传输组件294包括Z轴调节部2941和第一输送带2942,所述第一输送带2942安装在所述Z轴调节部2941的移动板2943上,所述第一输送带2942的输入端连通所述导出轮组293,所述第一输送带2942的输出端连通所述收集机构3,移动板2943为Z轴调节部2941上沿Z轴方向移动的可滑动板,通过Z轴调节部2941调节第一输送带2942与导出轮组293以及收集机构3在Z轴方向上的高度调整,便于输送经过导出轮组293滚弯成型后的密封条100,再通过第一输送带2942输送至收集机构3。
如图7所示,在本实施例中,所述收集机构3包括第二输送带31、推板32、挡板33和收集箱34,所述第二输送带31与所述滚轮机构2的出口连通,所述挡板33设置于所述第二输送带31延伸方向的端部,所述推板32和所述收集箱34分别设置于所述第二输送带31的两侧,进入收集机构3的密封条100通过第二输送带31向挡板33方向延伸,受到挡板33阻挡后的密封条100停留在第二输送带31上,位于第二输送带31的一侧推板32将停留在第二输送带31上的密封条100推向收集箱34,完成收集。
该汽车密封条100进行滚弯成型时,使用上述滚弯设备,所述滚弯设备还包括有控制器5,所述编码器27和所述检测器28均与所述控制器5电性连接,编码器27内通过现有技术预设有密封条100需要滚弯位置的相应坐标参数,控制器5中通过常规技术手段预设有相应的控制程序,所述编码器27和所述检测器28分别安装在所述第一压轮模组21的两侧,所述编码器27位于所述第一轮模组上游方向,所述检测器28位于下游方向上,所述第一Y轴驱动件24、Z轴驱动件25和第二Y轴驱动件26均设有电性连接所述控制器5的伺服电机6,其滚弯成型的方法包括以下步骤:
步骤一、所述上料机构1将待滚弯的密封条100移动至所述滚轮机构2上;
步骤二、所述步骤一中的密封条100输送至所述第一压轮模组21,并沿X轴方向依次向所述第二压轮模组22和所述第三压轮模组23方向移动,位于所述第一压轮模组21上游方向的编码器27通过其测量端子测量密封条100的输送长度,所述编码器27根据预设的密封条100滚弯坐标参数与测得的密封条100输送长度进行匹配,当所述编码器27测得的密封条100输送长度与预设的密封条100滚弯坐标参数匹配时,所述编码器27发送信息信号至所述控制器5;
步骤三、所述控制器5接收所述步骤二中所述编码器27发送的信息信号,进而转换为控制信号,并发送至所述第一Y轴驱动件24和所述Z轴驱动件25的伺服电机6以及所述第二Y轴驱动件26的伺服电机6,所述第一Y轴驱动件24和所述Z轴驱动件25驱动所述第二压轮模组22沿X轴方向或Y轴方向移动,所述第二Y轴驱动件26驱动所述第三压轮模组23沿Y轴方向移动;
步骤四、经过所述第三压轮模组23的密封条100向所述收集机构3方向移动,所述收集机构3对经过所述滚轮机构2滚弯成型的密封条100收集。
本发明的结构简单,机构零件组合少,操作简单方便,能够在X轴、Y轴和Z轴三维方向上对密封条100进行滚弯成型,克服了现有技术中滚弯设置只能在X轴和Z轴两个方向上滚弯的不足,滚弯速度快,通过上料机构1、滚轮机构2和收集机构3结合,能够将需要进行滚弯成型的密封条100依次放置在上料机构1上,经过滚轮机构2后直接由收集机构3收集,减少了工作秩序,降低了工作强度,提高工作效率。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种汽车密封条的滚弯设备及滚弯成型方法
- 一种复押生产线可自动调整弧度的滚弯设备