一种可变径精密U钻钻杆
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及加工刀具技术领域,更具体的说是涉及一种可变径精密U钻钻杆。
背景技术
钻具用于在由金属和其他硬质材料所形成的工件中形成圆柱孔。钻具的切削或镗孔操作可通过细长、基本上圆柱形的钻具,诸如刀架与钻刀片的组合来进行,所述钻刀片选择性地附接到所述刀架。这种布置方式然后可用于这样的应用,其中刀架的一端牢固地安装于驱动设备诸如机床的夹盘机构中,所述驱动设备使刀架围绕其纵向轴线旋转。在细长刀架的相对端处,切削刀片接合待机加工的工件材料。或者,诸如在将刀架定位在车床的尾架等中时,可使工件相对于刀架和切削刀片旋转。另外,可使刀架和工件两者相对于彼此旋转。可替换切削刀片的使用允许在切削表面磨损时快速更换刀片而非整个刀具,并且通过只是更换刀片而非整个钻组件。
然而现有技术中的钻具,其刀杆上所设置的刀片一般都是对称设置的,同时所开设的排屑槽均是等分设计,在使用时,由于共振所受到的阻力较大,降低了刀片的使用寿命。申请人对现有技术进行改进,提出以下专利申请。
发明内容
有鉴于此,本发明提供了一种可变径精密U钻钻杆。
为了实现上述目的,本发明采用如下技术方案:可变径精密U钻钻杆,具有钻杆,钻杆的前端形成用于刀片装配的安装位,钻杆的后端形成连接部,钻杆上靠近于连接部形成有法兰部,所述的钻杆上设置有外刃刀安装位及内刃刀安装位,内刃刀安装位与外刃刀安装位之间形成夹角α;所述的外刃刀安装位所在竖向平面为A平面,钻杆的中轴线所在的与A平面相垂直的平面为B平面,内刃刀安装位经过B平面,外刃刀安装位连通于钻杆的外周面;所述的钻杆外周面上螺旋开设有排屑槽,连接于外刃刀安装位的排屑槽深度小于连接于内刃刀安装位的排屑槽深度。
进一步的技术方案中,设定连接于外刃刀安装位的为第一排屑槽,连接于内刃刀安装位的为第二排屑槽,所述的第二排屑槽经过B平面。
进一步的技术方案中,所述的第一排屑槽与第二排屑槽的深度为:6:4。
进一步的技术方案中,所述的α取值范围为:2-10°。
进一步的技术方案中,所述的α为5°。
进一步的技术方案中,以外刃刀安装位所在平面为基准,旋转175°得所述的内刃刀安装位,内刃刀安装位并不连通钻杆的外周面。
进一步的技术方案中,所述的外刃刀安装位及内刃刀安装位与钻杆前端侧向开设,钻杆的端面角度与刀片的后角角度相同。
进一步的技术方案中,所述的连接部上设置有侧平面,所述的外刃刀装配于外刃刀安装位后,外刃刀与侧平面相平行。
进一步的技术方案中,所述的外刃刀安装位的侧壁上设置有便于安装变径刀片的避空位。
进一步的技术方案中,所述的钻杆上设有Y型内冷水槽。
经由上述的技术方案可知,与现有技术相比,本发明具有以下有益技术效果:本发明中由于外刃刀安装位及内刃刀安装的特殊设计,使得可以安装开设不同孔径的刀片,加工不同孔径时可以不用更换刀杆,直接更换刀片即可,可有效解决使用者对加工孔径的要求。
本发明的其它有益效果,于具体实施方式中体现。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
图1为钻杆的结构示意图;
图2为钻杆的结构示意图;
图3为钻杆的俯视角度结构示意图;
图4为钻杆的正面角度结构示意图;
图5为刀片装配于钻杆的结构示意图;
图6为刀片装配于钻杆的另一角度结构示意图;
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
本申请的描述中,需要理解的是,术语“纵向”、“径向”、“长度”、“宽度”、“厚度”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。在本申请的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
可变径精密U钻钻杆,请参阅图1-2所示,具有钻杆100,钻杆100采用高硬度金属制成,钻杆100是用于装配刀片200,同时钻杆100是与外部的夹持装置连接,通过驱动钻杆100高速转动而实现的钻孔动作;具体,钻杆100材料采用H13高速钢,热处理到HRC50~52°,保证硬度和韧性。
钻杆100的前端形成有用于刀片200装配的安装位,后端形成连接部130,靠近于连接部130形成有法兰部150,连接部130主要是用于与钻具的夹持装置连接的。
所述的钻杆100的前端竖向开设有外刃刀安装位110以及内刃刀安装位120,外刃刀安装位110装配有外刃刀210,内刃刀安装位120装配有内刃刀220;这里的竖向开设是指沿钻杆100的长度方向的竖向面开设。
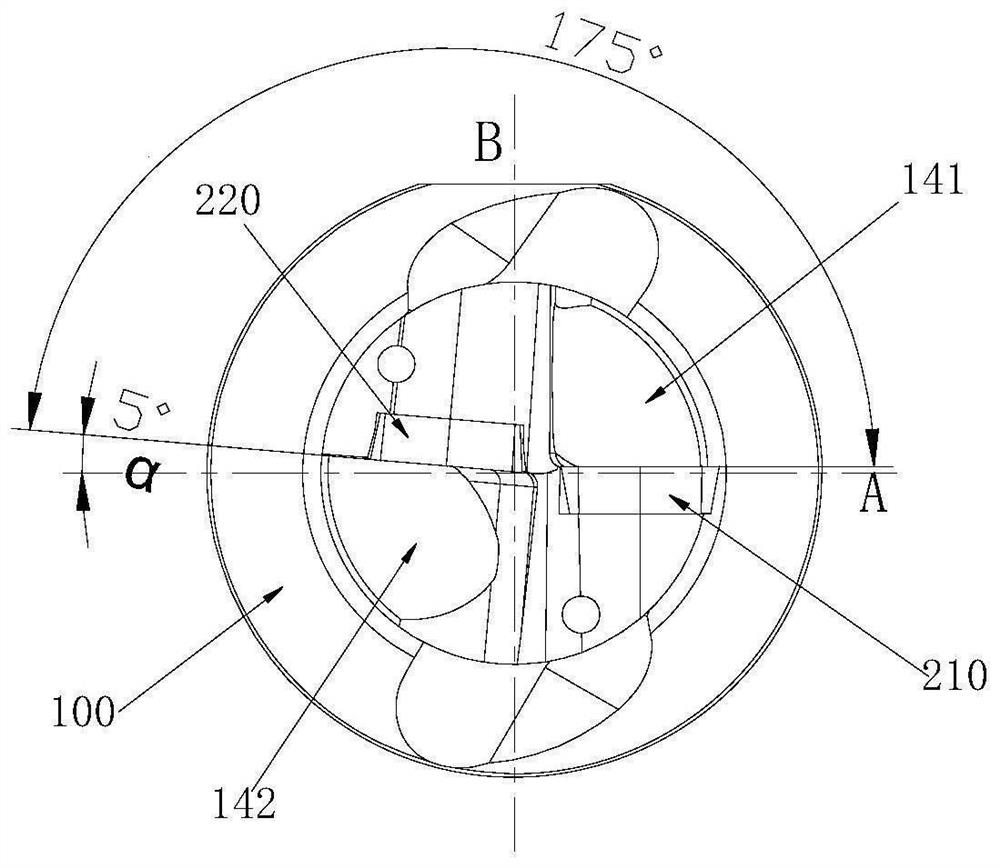
所述的外刃刀安装位110以及内刃刀安装位120于钻杆100上非中心对称设置,请参阅图3所述,图3中平行于外刃刀安装位110并穿过钻杆的轴线的面为A平面;垂直于A平面并过钻杆的轴线的为B平面,A平面与B平面的相交处为钻杆100的中心点。
所述的外刃刀安装位110开设于钻杆100上并连通于钻杆100的外周壁,同时外刃刀安装位110并不穿过B平面;所述的内刃刀安装位120开设于钻杆100上但并不连通于钻杆100的外周壁,但内刃刀安装位120穿过B平面;从力学角度而言,外刃刀安装位110与内刃刀安装位120并不中心对称,偏心设置,受力并不平行,因此,本发明将内刃刀安装位120与外刃刀安装位110设置有一夹角α,以平行切削阻力,同时能够起到抗震作用。
图3中,以外刃刀安装位110所在平面为基准,旋转175°得所述的内刃刀安装位120,内刃刀安装位120并不连通钻杆100的外周面,且内刃刀安装位120与A平面之间形成了夹角α,α的取值范围为2-10°,优选为5°,以此来平行切削阻力。
所述的外刃刀安装位110是连通于钻杆100的外周壁以及端壁,同时内刃刀安装位120也连通于钻杆100的端壁,请参阅图4-6所示,所述的钻杆100的端面形成有倾斜角β,倾斜角β是与刀片的后角角度相同或者是仿形设计,能够更有利地切削以及排屑。
请参阅图1所示,所述的外刃刀安装位110的侧壁上设置有避空位111,该避空位111连接于外部,同时外刃刀安装位110是连通钻杆100的外周壁以及端壁的,能够安装开设不同孔径的刀片200使用,加工孔径可以不用更换刀杆从+0.1,+0.2,+0.3,+0.4,+0.5,+0.6,+0.7,+0.8,+0.9,+1.0之间任意切换,可有效解决使用者对加工孔径的要求。
所述的外刃刀安装位110及内刃刀安装位120的底部为平面结构,与刀片的切合更好,有效提高切削效果。
使用时,以与外刅刀片210的中心平行线(A平面)旋转,内刃刀片220设计过钻杆100中心,加工时首先接触和切削到工件,与外刃刀片形成分级切削,降低机床负载和切削阻力,外刅刀片除了切削外,还要起到控制孔径和孔光洁度,以刀具的中心线为基准,内刅刀片220一边的第二排屑槽142要求深一点,外刅刀片210的第一排屑槽141要求浅一点。
进一步地,所述的钻杆100外周面上螺旋开设有排屑槽140,设定连接于外刃刀安装位110的为第一排屑槽141,连接于内刃刀安装位120的为第二排屑槽142,第一排屑槽141及第二排屑槽142均从相应的安装位的位置延伸至法兰部150,使得加工到极限深度排屑依然畅通。
所述的第一排屑槽141与第二排屑槽142的深度不同,由于外刃刀安装位110与内刃刀安装位120的安装位置不同,内刃刀安装位120是过B平面的,而外刃刀安装位110不过B平面,相应地,连接于外刃刀安装位110的第一排屑槽141的深度小于连接于内刃刀安装位120的第二排屑槽142的深度;经过多次的测试后,确定所述的第一排屑槽141与第二排屑槽142的深度比为:6:4,这样能够达到比较好的排屑效果以及力的平衡。
所述的连接部130上设置有侧平面131,外刃刀210装配于外刃刀安装位110后,外刃刀210与侧平面131相平行,车床加工时对到方便,实现钻孔和镗孔功能。
所述的钻杆100上设有Y型内冷水槽101,有效降低加工时产生的高温,直接冷却到刀片部位,保护刀片的使用寿命。
所述的连接部130上设置有管牙螺纹,便于与外部夹持装置连接。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种可变径精密U钻钻杆
- 一种可变径精密U钻钻杆