一种气垫隔热反对流层及其制备方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明属于蒸汽热力管道保温技术领域,具体涉及一种气垫隔热反对流层及其制备方法。
背景技术
目前,国内热网行业使用的保温材料普遍存在着绝热及保温性能差、使用寿命短等问题,据推算,我国热网输送效率仅在67%左右,与国家节能标准 90%的要求相距甚远,管网输送效率低。热网热损失主要是由于保温工程措施不到位造成的,若热力设备及热力管道采取保温隔热措施,热损失可减少 80%~90%。反之,若不进行管道保温,流体在输送过程中会不断与外界进行热交换,造成热量损耗。同时,管道内还会发生凝结现象,影响管道使用寿命,降低设备利用率,并对工作人员的安全造成威胁。而气垫隔热反对流层是热网管道工程中必不可少的重要部分,可避免热网在长距离输送过程中热量损失过大、能源消耗较大等问题。
然而现有技术中气垫隔热反对流层结构较为简单,保温效果不好,功能也比较单一,亟需采取措施研制新型结构的气垫隔热反对流层,以提高现有保温层结构的保温效果。此外,生产气垫隔热反对流层工艺不完善,特别是铝箔反射层与聚乙烯膜粘连速度较慢,从而影响产品的生产速度,导致生产产量低、周期长,成本费用高;同时现有的生产装置没有废料的回收流程,导致材料浪费和环境污染,生产气垫隔热反对流层的工艺严重制约着企业的发展。
发明内容
本发明提供一种气垫隔热反对流层及其制备方法,以解决现有技术中气垫隔热反对流层隔热效果不明显,抗冲击性、防水、寿命不理想,工艺流程不完善以及施工不方便的问题。
为了实现上述目的,本发明采用以下技术方案:
一种气垫隔热反对流层,包括由内至外包括铝箔反射层I1、聚乙烯气泡膜层I2、聚乙烯气泡膜层II3、聚乙烯气泡膜层III4和铝箔反射层II5;所述铝箔反射层I1和铝箔反射层II5均为铝箔反射层,所述铝箔反射层从外至内依次为铝箔101、聚对苯二甲酸乙二醇酯膜102和氯化聚乙烯膜103;所述铝箔101和聚对苯二甲酸乙二醇酯膜102之间、所述聚对苯二甲酸乙二醇酯膜102和氯化聚乙烯膜103之间通过阻燃胶黏剂层104粘合。
所述铝箔101的厚度为6.5~7μm,聚对苯二甲酸乙二醇酯膜102的厚度为12μm,氯化聚乙烯膜103的厚度为24μm,所述铝箔反射层的厚度为45μm。
所述阻燃胶黏剂层104为聚氨酯胶水和工业纯乙酸乙酯的混合物,聚氨酯胶水和工业纯乙酸乙酯的质量浓度配比为1:1.5。
所述聚乙烯气泡膜层I2、聚乙烯气泡膜层II3、聚乙烯气泡膜层III4均为聚乙烯气泡膜层;所述聚乙烯气泡膜层为低密度聚乙烯LDPE和五氧化二锑阻燃剂的混合物,其中:五氧化二锑阻燃剂质量含量为5%~8%,所述聚乙烯气泡膜层上气泡37的直径大小为18~20mm。
一种气垫隔热反对流层的制备方法,包括以下步骤:
S1、铝箔反射层制备:
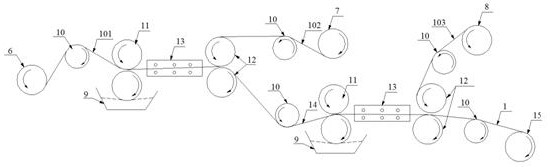
S101、配胶:聚氨酯胶水与溶剂乙酸乙酯的质量浓度配比是 1:1.5,先将聚氨酯胶水倒入配胶桶9,再将乙酸乙酯溶剂边加边搅拌,进行稀释;
S102、上卷穿膜:将需涂胶的铝箔101、聚对苯二甲酸乙二醇酯膜102和氯化聚乙烯膜103分别放在放卷轴I6、放卷轴II7和放卷轴III8上,调整各个放卷轴的张力,确保铝箔101、聚对苯二甲酸乙二醇酯膜102和氯化聚乙烯膜103通过导辊10稳定平整地放出;
S103、上胶:调节复合机旋转臂气压、刮刀气压及压胶辊11气压为0.1~0.4MPa,将配胶桶9中胶水均匀连续涂覆在铝箔101表面;
S104、烘干:启动烘箱13加热系统,烘箱13温度控制在50~60℃、65~75℃、75~85℃三个梯度之间,控制传输轴线速度为 50~120 m/min,使涂胶的铝箔101通过烘道;
S105、复合:调节复合气压为0.4~0.7MPa,复合辊12温度为60~80℃,在加压加热条件下使铝箔101和聚对苯二甲酸乙二醇酯膜102热贴合,制得复合膜14;
S106、再上胶:调节复合机旋转臂气压、刮刀气压及压胶辊11气压为0.1~0.4MPa,将配胶桶9中胶水均匀连续涂覆在复合膜14的聚对苯二甲酸乙二醇酯膜102表面;
S107、再烘干:启动烘箱13加热系统,烘箱13温度控制在50~60℃、65~75℃、75~85℃三个梯度之间,控制传输轴线速度为 50~120 m/min,使涂胶的复合膜14通过烘道。
S108、再复合:调节复合气压为0.4~0.7MPa,复合辊12温度为60~80℃,在加压加热条件下使复合膜14和氯化聚乙烯膜103热贴合,制得铝箔反射层I1;
S109、冷却收卷:铝箔反射层I1经冷却辊15室温下冷却后,上好纸芯,调整收卷张力为400~900N,使其比放卷张力大100N,进行收卷,当铝箔反射层I1收卷长度达到2000m后,启动切刀,切断膜材;
S110、熟化:将复合好的铝箔反射层I1放入熟化室内熟化,设置熟化温度为40~55℃,熟化时间为24~50h;
S2、聚乙烯气泡膜层制备:
S201、配料:低密度聚乙烯LDPE通过给料系统16送入,在拌料系统17中加入五氧化二锑,其中:阻燃剂五氧化二锑的质量含量为5%~8%,在拌料系统17进行原料混合熔融;
S202、熔融:将低密度聚乙烯LDPE和五氧化二锑进行混合熔融,其中:加料段温度控制在130~150℃,塑化段温度控制在170~190℃,均化段温度控制在200~220℃。
S203、挤模:将低密度聚乙烯LDPE和五氧化二锑熔融料经挤出机18上的模具19平模成型;
S204、塑膜:将成型的低密度聚乙烯LDPE和五氧化二锑熔经模头20吸塑成气泡膜,即聚乙烯气泡层制备成功;气泡层制备过程中,模头20温度控制在160~180℃,真空度控制在0.04MPa;
S3、气垫隔热反对流层制备:
S301、压合:在第一气垫成型辊22和模头20的作用下,在线将聚乙烯气泡膜层I2与铝箔反射层I1热压复合,得到第一单层气垫层25;在第二气垫成型辊24和模头20的作用下,在线将聚乙烯气泡膜层III4与铝箔反射层II5热压复合,得到第二单层气垫层26;
S302、挤压:将第一单层气垫层25和第二单层气垫层26分别经过第一单层气垫滚压辊27和第二单层气垫滚压辊28压合,最终制得气垫隔热反对流层35复合材料;
S303、收卷:将制得气垫隔热反对流层35复合材料于耳料回收辊30上方裁剪去气垫耳料36,然后通过成品气垫导向辊31与成品气垫滚压辊32之间的缝隙绕于收卷辊34上。
所述给料系统16包括储料桶1601、吸料机1604和干燥机1607,所述吸料机1604的顶部设置有吸风口1605,吸风口1605通过管道连接位于干燥机1607顶部设置的排风口1606,所述干燥机1607上段侧壁上设置有吸料口1603,所述吸料口1603连接吸料管1602的一端,吸料管1602的另一端伸入储料桶1601内,所述干燥机1607连接有真空泵1608,所述干燥机1607的底部通过熔融管1609连接在拌料系统17上方。
所述储料桶1601内装有低密度聚乙烯LDPE,所述挤出机18上接有模具19,所述模具19的出料口对着第一气垫成型辊22和模头20之间的铝箔反射层I1、或所述模具19下端的出料口对着第二气垫成型辊24和模头20之间的铝箔反射层II5、或所述均化管1710下端的出料口对着第一单层气垫滚压辊27和第二单层气垫滚压辊28之间的第一单层气垫层25和第二单层气垫层26。
所述气垫耳料36回收于耳料回收粉碎机33中,所述耳料回收粉碎机33连接于储料桶1601,被耳料回收粉碎机33打碎的气垫耳料36的长度为2~3mm,粒径为0.2~0.5mm。
所述气垫隔热反对流层35的厚度为6±0.5mm,克重≥360g/m
与现有技术相比,本发明具有以下有益效果:
第一,隔热效果好。当热量接触到铝箔反射层时,由于其高反射率,热辐射吸收小,中间空气层传递的热量也很少,可有效解决热网管道传导、辐射、对流散热,所以材料具有很好的隔热效果。
第二,防潮防水,抗冲击性好。铝箔反射层表面致密,不吸湿,在潮湿环境里,可以防潮防水,不影响使用效果。封闭的气泡中充满空气,使整个气泡在受到外部的冲击载荷时,可以利用气泡层的结构将能量转变为自己的形变能,这样使材料不受到破坏,可以有效的起到缓冲、减震的效果;同时铝箔气泡复合材料的气泡层充满空气,质量轻,每平方克重250 克左右,密度小,使用寿命长达 15 年左右。
第三,气垫隔热反对流层生产速度快、质量高,并且不需要大量人工劳动力,同时设有耳料回收装置,在保证气垫隔热反对流层裁剪效果的同时节约资源降低生产成本。
附图说明
图1是本发明中铝箔反射层生产工艺图;
图2是本发明中铝箔反射层的结构示意图;
图3是本发明中气垫隔热反对流层的结构示意图;
图4是本发明中聚乙烯气泡膜层
图5是本发明中聚乙烯气泡膜层
图6是本发明中的气垫隔热反对流层生产工艺图;
图7是本发明中的给料系统的示意图;
图8是本发明中气垫隔热反对流层局部生产示意图;
图9是本发明中其他铝箔反射层的结构示意图。
具体实施方式
下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
实施例1
如图1-8所示,一种气垫隔热反对流层,包括由内至外包括铝箔反射层I1、聚乙烯气泡膜层I2、聚乙烯气泡膜层II3、聚乙烯气泡膜层III4和铝箔反射层II5;所述铝箔反射层I1和铝箔反射层II5均为铝箔反射层,所述铝箔反射层从外至内依次为铝箔101、聚对苯二甲酸乙二醇酯膜102和氯化聚乙烯膜103;所述铝箔101和聚对苯二甲酸乙二醇酯膜102之间、所述聚对苯二甲酸乙二醇酯膜102和氯化聚乙烯膜103之间通过阻燃胶黏剂层104粘合。
所述铝箔101的厚度为6.5~7μm,聚对苯二甲酸乙二醇酯膜102的厚度为12μm,氯化聚乙烯膜103的厚度为24μm,所述铝箔反射层的厚度为45μm。
所述阻燃胶黏剂层104为聚氨酯胶水和工业纯乙酸乙酯的混合物,聚氨酯胶水和工业纯乙酸乙酯的质量浓度配比为1:1.5。
所述聚乙烯气泡膜层I2、聚乙烯气泡膜层II3、聚乙烯气泡膜层III4均为聚乙烯气泡膜层;所述聚乙烯气泡膜层为低密度聚乙烯LDPE和五氧化二锑阻燃剂的混合物,其中:五氧化二锑阻燃剂质量含量为5%~8%,所述聚乙烯气泡膜层上气泡37的直径大小为18~20mm。
实施例2
一种气垫隔热反对流层的制备方法,包括以下步骤:
S1、铝箔反射层制备:
S101、配胶:聚氨酯胶水与溶剂乙酸乙酯的质量浓度配比是 1:1.5,先将聚氨酯胶水倒入配胶桶9,再将乙酸乙酯溶剂边加边搅拌,进行稀释;
S102、上卷穿膜:将需涂胶的铝箔101、聚对苯二甲酸乙二醇酯膜102和氯化聚乙烯膜103分别放在放卷轴I6、放卷轴II7和放卷轴III8上,调整各个放卷轴的张力,确保铝箔101、聚对苯二甲酸乙二醇酯膜102和氯化聚乙烯膜103通过导辊10稳定平整地放出;
S103、上胶:调节复合机旋转臂气压、刮刀气压及压胶辊11气压为0.1~0.4MPa,将配胶桶9中胶水均匀连续涂覆在铝箔101表面;
S104、烘干:启动烘箱13加热系统,烘箱13温度控制在50~60℃、65~75℃、75~85℃三个梯度之间,控制传输轴线速度为 50~120 m/min,使涂胶的铝箔101通过烘道;
S105、复合:调节复合气压为0.4~0.7MPa,复合辊12温度为60~80℃,在加压加热条件下使铝箔101和聚对苯二甲酸乙二醇酯膜102热贴合,制得复合膜14;
S106、再上胶:调节复合机旋转臂气压、刮刀气压及压胶辊11气压为0.1~0.4MPa,将配胶桶9中胶水均匀连续涂覆在复合膜14的聚对苯二甲酸乙二醇酯膜102表面;
S107、再烘干:启动烘箱13加热系统,烘箱13温度控制在50~60℃、65~75℃、75~85℃三个梯度之间,控制传输轴线速度为 50~120 m/min,使涂胶的复合膜14通过烘道。
S108、再复合:调节复合气压为0.4~0.7MPa,复合辊12温度为60~80℃,在加压加热条件下使复合膜14和氯化聚乙烯膜103热贴合,制得铝箔反射层I1;
S109、冷却收卷:铝箔反射层I1经冷却辊15室温下冷却后,上好纸芯,调整收卷张力为400~900N,使其比放卷张力大100N,进行收卷,当铝箔反射层I1收卷长度达到2000m后,启动切刀,切断膜材;
S110、熟化:将复合好的铝箔反射层I1放入熟化室内熟化,设置熟化温度为40~55℃,熟化时间为24~50h;
S2、聚乙烯气泡膜层制备:
S201、配料:低密度聚乙烯LDPE通过给料系统16送入,在拌料系统17中加入五氧化二锑,其中:阻燃剂五氧化二锑的质量含量为5%~8%,在拌料系统17进行原料混合熔融;
S202、熔融:将低密度聚乙烯LDPE 和五氧化二锑进行混合熔融,其中:加料段温度控制在130~150℃,塑化段温度控制在170~190℃,均化段温度控制在200~220℃。
S203、挤模:将低密度聚乙烯LDPE和五氧化二锑熔融料经挤出机18上的模具19平模成型;
S204、塑膜:将成型的低密度聚乙烯LDPE和五氧化二锑熔经模头20吸塑成气泡膜,即聚乙烯气泡层制备成功;气泡层制备过程中,模头20温度控制在160~180℃,真空度控制在0.04MPa;
S3、气垫隔热反对流层制备:
S301、压合:在第一气垫成型辊22和模头20的作用下,在线将聚乙烯气泡膜层I2与铝箔反射层I1热压复合,得到第一单层气垫层25;在第二气垫成型辊24和模头20的作用下,在线将聚乙烯气泡膜层III4与铝箔反射层II5热压复合,得到第二单层气垫层26;
S302、挤压:将第一单层气垫层25和第二单层气垫层26分别经过第一单层气垫滚压辊27和第二单层气垫滚压辊28压合,最终制得气垫隔热反对流层35复合材料;
S303、收卷:将制得气垫隔热反对流层35复合材料于耳料回收辊30上方裁剪去气垫耳料36,然后通过成品气垫导向辊31与成品气垫滚压辊32之间的缝隙绕于收卷辊34上。
所述给料系统16包括储料桶1601、吸料机1604和干燥机1607,所述吸料机1604的顶部设置有吸风口1605,吸风口1605通过管道连接位于干燥机1607顶部设置的排风口1606,所述干燥机1607上段侧壁上设置有吸料口1603,所述吸料口1603连接吸料管1602的一端,吸料管1602的另一端伸入储料桶1601内,所述干燥机1607连接有真空泵1608,所述干燥机1607的底部通过熔融管1609连接在拌料系统17上方。
所述储料桶1601内装有低密度聚乙烯LDPE,所述挤出机18上接有模具19,所述模具19的出料口对着第一气垫成型辊22和模头20之间的铝箔反射层I1、或所述模具19下端的出料口对着第二气垫成型辊24和模头20之间的铝箔反射层II5、或所述均化管1710下端的出料口对着第一单层气垫滚压辊27和第二单层气垫滚压辊28之间的第一单层气垫层25和第二单层气垫层26。
所述气垫耳料36回收于耳料回收粉碎机33中,所述耳料回收粉碎机33连接于储料桶1601,被耳料回收粉碎机33打碎的气垫耳料36的长度为2~3mm,粒径为0.2~0.5mm。
所述气垫隔热反对流层35的厚度为6±0.5mm,克重≥360g/m
实施例3,如图9所示,即现有技术中铝箔反射层I1或铝箔反射层II 5的结构,铝箔反射层I1或铝箔反射层II 5从外至内依次为聚对苯二甲酸乙二醇酯膜102、铝箔101、氯化聚乙烯膜103,测得铝箔反射层I1或铝箔反射层II5导热系数为0.0407W/m·K。
实施例4,如图2所示,所述铝箔反射层I1或铝箔反射层II5从外至内依次为铝箔101、聚对苯二甲酸乙二醇酯膜102、氯化聚乙烯膜103,测得铝箔反射层I1或铝箔反射层II5导热系数为0.0396W/m·K,导热率下降约为2.8%,结果证明,采用本发明的制备方法制备的铝箔反射层效果更佳。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
- 一种气垫隔热反对流层及其制备方法
- 一种能隔热的气垫反辐射层