一种防卷边相纸包装设备
文献发布时间:2024-01-17 01:26:37
技术领域
本申请涉及包装技术领域,特别是涉及一种防卷边相纸包装设备。
背景技术
相纸,又被称为感光印纸、照相纸和印相纸,根据其输出影像的方式被分为三大种类,分别为传统意义上的银盐冲印相纸、喷墨打印相纸和印刷相纸,相纸卷的制造过程先是生产出相纸,再将相纸通过复卷机包绕到纸芯管上,形成相纸卷,相纸卷还需要经过塑膜的包装,由于相纸卷卷绕后通常处于松散状态,在对相纸卷进行包装时,极易发生卷边的现象。
在现有的包装设备中,如公告号为CN211944027U的中国专利,其公开了一种卷纸包装机,具体的,包括包括支架,传送带,第一推送机构,防偏机构,第二推送机构,塑封裁切机构,包装袋支撑机构,支撑板,所述第一推送机构控制第一推送板将一排排卷纸推送到传送带上,传送至第二推送机构处,所述第一推送板长度能沿水平方向伸缩,达到推送不同卷数的需求,所述上加热板运动至行程上端点和下加热板运动至行程下端点时形成第三卷纸通道,上支撑片和下支撑片靠近,人工将包装袋套到上支撑片和下支撑片上,第二推送板通过第二卷纸通道,将卷纸装入包装袋内,排气管随第二推送板运动至包装袋内部,完成包装过程中包装袋内空气的快速排气,第二推送板回程,所述上加热运动至行程下端点和下加热板运动至行程上端点时,完成包装袋塑封和裁切。
在上述现有技术中,也能够实现包装覆膜的功能,但是第一方面,上述现有技术中在对卷纸的输送过程中,未对卷纸进行收紧,卷纸可能发生松散的现象,可能导致卷纸在包装时发生卷边的现象,对卷纸的使用造成影响;第二方面,上述现有技术中在对卷纸经行包装时,需要人工将包装袋撑开,不仅影响包装的速率,而且还增加了工人的劳动强度,基于此,在现有的卷纸包装技术之上,还有可改进的空间。
发明内容
为了能够实现对相纸卷进行收紧和塑膜包装的功能,本申请提供一种防卷边相纸包装设备。
本申请提供的一种防卷边相纸包装设备采用如下的技术方案:
一种防卷边相纸包装设备,包括传送模块、挡板、固定柱、收卷模块和包装模块,所述传送模块上端中部对称安装有挡板,挡板之间对称安装有固定柱,位于挡板内部左侧的固定柱两端分别对称安装有收卷模块,固定柱内侧面上安装有包装模块。
所述收卷模块包括电动转盘、环形转盘、转动盘、收卷单元、转动单元、C形板和压紧单元,位于挡板内部左侧的所述固定柱两端对称安装有电动转盘,电动转盘外侧安装有环形转盘,环形转盘上通过轴承均匀安装有转动盘,转动盘中部安装有收卷单元,转动盘外侧端部安装有转动单元,挡板内侧面上设置有环形槽,环形槽内安装有C形板,收卷单元端部位于环形槽内,收卷单元与C形板相配合,环形转盘内侧面上均匀安装有压紧单元,压紧单元与收卷单元相连接。
所述包装模块包括矩形架、放膜架、膜杆、气缸、U形架、包装单元和下料板,所述固定柱内侧面上安装有矩形架,矩形架上端面对称安装有放膜架,放膜架之间安装有膜杆,矩形架内侧设置有矩形槽,矩形槽中部安装有气缸,气缸的顶端通过法兰安装有U形架,U形架上端安装有包装单元,位于挡板内部左侧的矩形架下端安装有下料板。
优选的,所述传送模块包括输料板、转动辊、输送带、定位垫和驱动电机,所述输料板为回形框架结构,输料板中部对称安装有转动辊,转动辊之间安装有输送带,输送带外侧面上均匀安装有定位垫,输料板端部通过电机座安装有驱动电机,驱动电机的输出轴穿过输料板与转动辊相连接。
优选的,所述定位垫为柔性材质,定位垫截面呈弧形结构。
优选的,所述收卷单元包括转动柱、锥形板、T形柱和复位弹簧,所述转动盘中部设置有十字槽,十字槽内安装有转动柱,转动柱截面呈十字形,转动柱与十字槽相配合,转动柱内侧端部安装有锥形板,转动柱外侧端部安装有T形柱,T形柱外侧面上安装有复位弹簧。
优选的,所述转动单元包括固定盘、齿轮一和齿轮二,所述固定柱上安装有固定盘,固定盘位于挡板与电动转盘之间,固定盘上安装有齿轮一,转动盘外侧端部安装有齿轮二,齿轮一与齿轮二相啮合。
优选的,所述压紧单元包括滑杆、套筒和连接板,所述环形转盘内侧面上均匀安装有滑杆,滑杆端部滑动连接有套筒,套筒的外侧面上安装有连接板,连接板通过轴承与收卷单元相连接,套筒为柔性材质,套筒内侧端为光滑结构。
优选的,所述U形架内侧面为倾斜设置,位于挡板内部左侧的U形架下端均匀安装有承接柱,位于挡板内部左侧的U形架下端均匀设置有圆柱槽,承接柱与圆柱槽相配合,U形架端部设置有吸附槽,吸附槽截面呈弧形结构,吸附槽内侧面上均匀设置有吸附孔,吸附孔与气泵相连接。
优选的,所述包装单元包括伸缩板、电动推杆、熔接板、压模板和固定弹簧,所述U形架上端设置有通槽,通槽中部安装有伸缩板,伸缩板呈U形结构,通槽内部对称安装有电动推杆,电动推杆的顶端通过法兰与伸缩板相连接,伸缩板的外侧面上安装有熔接板,U形架上设置有滑槽,滑槽中部滑动连接有压模板,压模板呈U形结构,压模板内侧端与滑槽之间均匀安装有固定弹簧。
优选的,所述伸缩板的内侧面上均匀设置有气孔,气孔与热风机相连通。
综上所述,本申请包括以下至少一种有益技术效果:
1.在本发明中设置了收卷单元,转动柱端部从环形槽内移动到C形板上,使得转动柱受到挤压向内移动,锥形板同步向内移动,使得锥形板准确的对纸芯管进行夹持,实现了相纸卷逐步上料的功能;
2.在本发明中设置了收卷模块,压紧单元对相纸卷外侧进行压紧,转动单元通过转动盘带动收卷单元转动,相纸卷跟随收卷单元同步转动,在压紧单元的作用下,相纸卷逐渐收紧在纸芯管上,之后在对收紧后的相纸卷进行塑膜包装,可以防止相纸卷发生卷边的现象,防止造成相纸卷的浪费;
3.在本发明中设置了包装单元,气缸推动U形架继续向内移动,承接柱逐渐进入圆柱槽中,气缸推动U形架移动使得相纸卷移动到吸附槽中,相纸卷被塑膜完全包裹,包装单元对相纸卷上端和两侧的塑膜进行熔接和烫缩,此时,气孔内喷出热风,对塑膜进行热风烫缩,使得塑膜完全紧贴在相纸卷表面,达到对相纸卷进行塑膜包装的目的,并且紧缩的塑膜可以防止相纸卷再次发生松散的现象。
附图说明
下面结合附图和实施例对本发明进一步说明。
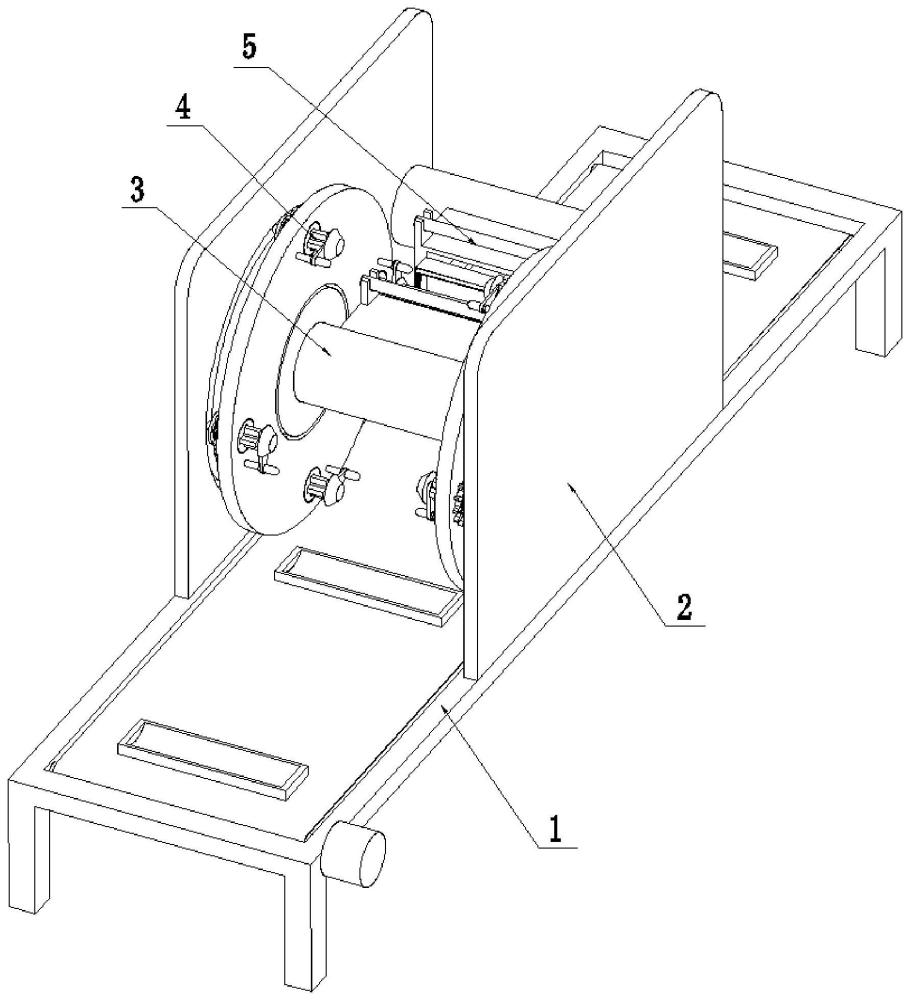
图1是本申请的立体结构示意图。
图2是本申请的第一剖面结构示意图。
图3是本申请的第二剖面结构示意图。
图4是本申请的传送模块剖面结构示意图。
图5是本申请挡板、固定柱、收卷模块之间的剖切立体结构示意图。
图6是本申请图5中A处的放大结构示意图。
图7是本申请固定柱和包装模块之间的剖面结构示意图。
图8是本申请图7中B处的放大结构示意图。
图9是本申请矩形架、承接柱和包装单元之间的立体结构示意图。
图10是本申请C形板的结构示意图。
附图标记说明:1、传送模块;11、输料板;12、转动辊;13、输送带;14、定位垫;15、驱动电机;2、挡板;3、固定柱;4、收卷模块;41、电动转盘;42、环形转盘;43、转动盘;44、收卷单元;441、转动柱;442、锥形板;443、T形柱;444、复位弹簧;445、转动单元;451、固定盘;452、齿轮一;453、齿轮二;46、C形板;47、压紧单元;471、滑杆;472、套筒;473、连接板;5、包装模块;51、矩形架;52、放膜架;53、膜杆;54、气缸;55、U形架;551、承接柱;56、包装单元;561、伸缩板;562、电动推杆;563、熔接板;564、压模板;565、固定弹簧;57、下料板。
具体实施方式
以下结合附图1-10对本申请作进一步详细说明。
本申请实施例公开一种防卷边相纸包装设备,能够实现对相纸卷进行塑膜包装并且防止相纸卷发生卷边现象的功能。
参照图1所示,一种防卷边相纸包装设备,包括传送模块1、挡板2、固定柱3、收卷模块4和包装模块5,所述传送模块1上端中部对称安装有挡板2,挡板2之间对称安装有固定柱3,位于挡板2内部左侧的固定柱3两端分别对称安装有收卷模块4,固定柱3内侧面上安装有包装模块5。
参照图4所示,所述传送模块1包括输料板11、转动辊12、输送带13、定位垫14和驱动电机15,所述输料板11为回形框架结构,输料板11中部对称安装有转动辊12,转动辊12之间安装有输送带13,输送带13外侧面上均匀安装有定位垫14,输料板11端部通过电机座安装有驱动电机15,驱动电机15的输出轴穿过输料板11与转动辊12相连接。
在实际使用过程中,人工将相纸卷排放在定位垫14上,驱动电机15带动输送带13转动,相纸卷跟随定位垫14同步运动,当相纸卷运动到收卷模块4右下方时,驱动电机15带动相纸卷反向运动,使得相纸卷可以准确的被收卷模块4夹持,之后,驱动电机15继续正向转动,实现逐步上料的功能。
需要说明的是,人工在排放相纸卷时,需要将相纸卷按同一卷绕方向放置在定位垫14内部,使得相纸卷在收卷模块4中转动时是不断收紧的状态,防止相纸卷在收卷模块4中转动时发生松散。
参照图4所示,所述定位垫14为柔性材质,定位垫14截面呈弧形结构。
在实际使用过程中,定位垫14起到对相纸卷进行准确定位的功能,使得相纸卷可以准确的移动到收卷模块4下端正中心位置,利于收卷模块4对相纸卷进行夹持,定位垫14截面呈弧形结构可以防止相纸卷在运动过程中发生滚动。
参照图5所示,所述收卷模块4包括电动转盘41、环形转盘42、转动盘43、收卷单元44、转动单元45、C形板46和压紧单元47,位于挡板2内部左侧的所述固定柱3两端对称安装有电动转盘41,电动转盘41外侧安装有环形转盘42,环形转盘42上通过轴承均匀安装有转动盘43,转动盘43中部安装有收卷单元44,转动盘43外侧端部安装有转动单元45,挡板2内侧面上设置有环形槽,环形槽内安装有C形板46,收卷单元44端部位于环形槽内,收卷单元44与C形板46相配合,环形转盘42内侧面上均匀安装有压紧单元47,压紧单元47与收卷单元44相连接。
在实际使用过程中,当相纸卷运动到环形转盘42右下方时,输送带13反向转动,使得定位垫14带动相纸卷向左运动,同时,环形转盘42最下方的收卷单元44跟随相纸卷同步运动,环形转盘42沿顺时针方向转动,环形转盘42最下方的收卷单元44端部挤压C形板46并向内运动,使得环形转盘42最下方的收卷单元44进入纸芯管中并对纸芯管进行夹持,同时压紧单元47对相纸卷外侧进行压紧,转动单元45通过转动盘43带动收卷单元44转动,相纸卷跟随收卷单元44同步转动,在压紧单元47的作用下,相纸卷逐渐收紧在纸芯管上,之后,收卷单元44将相纸卷放置到包装模块5中,实现了相纸卷逐步上料的功能,并且相纸卷收紧之后再进行塑膜包装,可以防止相纸卷发生卷边的现象,防止造成相纸卷的浪费。
参照图6所示,所述收卷单元44包括转动柱441、锥形板442、T形柱443和复位弹簧444,所述转动盘43中部设置有十字槽,十字槽内安装有转动柱441,转动柱441截面呈十字形,转动柱441与十字槽相配合,转动柱441内侧端部安装有锥形板442,转动柱441外侧端部安装有T形柱443,T形柱443外侧面上安装有复位弹簧444。
在实际使用过程中,当转动柱441端部从环形槽内移动到C形板46上时,转动柱441受到挤压向内移动,锥形板442同步向内移动,使得锥形板442可以准确的对纸芯管进行夹持,此时,复位弹簧444处于压缩状态;当转动柱441端部从C形板46上移动到环形槽内时,复位弹簧444通过转动柱441带动锥形板442向外侧移动,使得锥形板442与纸芯管分离,相纸卷准确的掉落在包装模块5中。
参照图6所示,所述转动单元45包括固定盘451、齿轮一452和齿轮二453,所述固定柱3上安装有固定盘451,固定盘451位于挡板2与电动转盘41之间,固定盘451上安装有齿轮一452,转动盘43外侧端部安装有齿轮二453,齿轮一452与齿轮二453相啮合。
在实际使用过程中,当电动转盘41带动环形转盘42转动时,齿轮一452与齿轮二453啮合使得转动盘43转动,收卷单元44带动相纸卷同步转动,使得相纸卷可以不断收紧,达到收卷相纸卷的目的。
参照图6所示,所述压紧单元47包括滑杆471、套筒472和连接板473,所述环形转盘42内侧面上均匀安装有滑杆471,滑杆471端部滑动连接有套筒472,套筒472的外侧面上安装有连接板473,连接板473通过轴承与收卷单元44相连接,套筒472为柔性材质,套筒472内侧端为光滑结构。
在实际使用过程中,当转动柱441端部从环形槽内移动到C形板46上时,转动柱441受到挤压向内移动,套筒472通过连接板473同步向内移动,当锥形板442对相纸卷夹持时,套筒472对相纸卷外侧进行压紧,使得相纸卷在转动时可以逐步收紧。
需要说明的是,套筒472内侧端为光滑结构可以防止套筒472对松散的相纸卷造成挤压,并且套筒472为柔性材质可以对相纸卷进行压紧,使得相纸卷可以准确的收紧在纸芯管上。
参照图7所示,所述包装模块5包括矩形架51、放膜架52、膜杆53、气缸54、U形架55、包装单元56和下料板57,所述固定柱3内侧面上安装有矩形架51,矩形架51上端面对称安装有放膜架52,放膜架52之间安装有膜杆53,矩形架51内侧设置有矩形槽,矩形槽中部安装有气缸54,气缸54的顶端通过法兰安装有U形架55,U形架55上端安装有包装单元56,位于挡板2内部左侧的矩形架51下端安装有下料板57。
参照图7所示,所述U形架55内侧面为倾斜设置,位于挡板2内部左侧的U形架55下端均匀安装有承接柱551,位于挡板2内部左侧的U形架55下端均匀设置有圆柱槽,承接柱551与圆柱槽相配合,U形架55端部设置有吸附槽,吸附槽截面呈弧形结构,吸附槽内侧面上均匀设置有吸附孔,吸附孔与气泵相连接。
在实际使用过程中,当相纸卷从放膜架52之间运动到U形架55中部时,相纸卷下端带动塑膜逐渐包裹相纸卷,此时,气缸54带动U形架55向内移动,承接柱551端部进入圆柱槽内;当相纸卷准确的掉落在承接柱551上时,气缸54推动U形架55继续向内移动,此时承接柱551逐渐进入圆柱槽中,气缸54推动U形架55移动使得相纸卷移动到吸附槽中,相纸卷被塑膜完全包裹,吸附孔对塑膜进行吸附,使得塑膜处于张紧状态,之后,包装单元56对相纸卷上端和两侧的塑膜进行熔接和烫缩,包装完成后气缸54带动U形架55收回至矩形槽内,包装完成后的相纸卷经下料板57滚落到输送带上,之后可以对包装完成后的相纸卷进行装箱处理。
需要说明的是,两个膜杆53上各套有一个塑膜卷,当需要对塑膜进行更换后,首次使用需要人工将两个塑膜的端部进行熔接处理,当包装单元56对相纸卷进行塑膜包装后,塑膜卷的端部始终处于熔接状态,进而可以连续的对相纸卷进行塑膜包装。
参照图7和图8所示,所述包装单元56包括伸缩板561、电动推杆562、熔接板563、压模板564和固定弹簧565,所述U形架55上端设置有通槽,通槽中部安装有伸缩板561,伸缩板561呈U形结构,通槽内部对称安装有电动推杆562,电动推杆562的顶端通过法兰与伸缩板561相连接,伸缩板561的外侧面上安装有熔接板563,U形架55上设置有滑槽,滑槽中部滑动连接有压模板564,压模板564呈U形结构,压模板564内侧端与滑槽之间均匀安装有固定弹簧565。
参照图9所示,所述伸缩板561的内侧面上均匀设置有气孔,气孔与热风机相连通。
在实际使用过程中,当气缸54带动U形架55向内移动时,压模板564对相纸卷的上端和两侧的塑膜进行挤压,使得塑膜之间完全紧贴,此时固定弹簧565处于压缩状态;当相纸卷移动到吸附槽中时,电动推杆562带动伸缩板561向外运动,熔接板563跟随伸缩板561同步移动,之后,熔接板563通电对相纸卷的上端和两侧的塑膜进行熔接并烫断,此时,气孔内喷出热风,对塑膜进行热风烫缩,使得塑膜完全紧贴在相纸卷表面,达到对相纸卷进行塑膜包装的目的,并且紧缩的塑膜可以防止相纸卷再次发生松散的现象。
需要说明的是,相纸卷在进行熔接时,熔接后的塑膜并未完全紧贴在相纸卷表面,使得包装后的相纸卷可能发生松散的现象,通过气孔喷出热风可以使塑膜受热收缩紧贴在相纸卷表面,防止相纸卷松散。
本实施例的实施原理为:
1:人工排放,人工将相纸卷排放在定位垫14上,驱动电机15带动输送带13转动,相纸卷跟随定位垫14同步运动,当相纸卷运动到收卷模块4右下方时,驱动电机15带动相纸卷反向运动,使得相纸卷准确的被收卷模块4夹持。
2:夹持收卷,收卷单元44带动相纸卷移动,压紧单元47对相纸卷外侧进行压紧,转动单元45通过转动盘43带动收卷单元44转动,相纸卷跟随收卷单元44同步转动,在压紧单元47的作用下,相纸卷逐渐收紧在纸芯管上,之后,收卷单元44将相纸卷放置到包装模块5中。
3:塑膜包装,相纸卷准确的掉落在承接柱551上,气缸54推动U形架55继续向内移动,承接柱551逐渐进入圆柱槽中,气缸54推动U形架55移动使得相纸卷移动到吸附槽中,相纸卷被塑膜完全包裹,包装单元56对相纸卷上端和两侧的塑膜进行熔接和烫缩,包装完成后气缸54带动U形架55收回至矩形槽内,包装完成后的相纸卷经下料板57滚落到输送带上,之后可以对包装完成后的相纸卷进行装箱处理。
本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。