一种电力变压器生产装配工艺
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及变压器生产领域,更具体的说是一种电力变压器生产装配工艺。
背景技术
变压器是用来变换交流电压、电流而传输交流电能的一种静止的电器设备。它是根据电磁感应的原理实现电能传递的。绕组是电力变压器的重要组成部分,在进行电力变压器的生产装配过程中,绕组的制备尤为重要,现有的电力变压器生产装配工艺中,不能够制备出不同尺寸的绕组进行电力变压器的生产装配。
发明内容
为克服现有技术的不足,本发明提供一种电力变压器生产装配工艺,能够制备出不同尺寸的绕组进行电力变压器的生产装配。
本发明解决其技术问题所采用的技术方案是:
一种电力变压器生产装配工艺,该工艺包括以下步骤:
步骤一:将绕组安装在铁芯上进行装配;
步骤二:将铁芯安装在铁轭上并整体安装在框架上;
步骤三:在框架上安装高压套管和低压套管,并安装分接开关;
步骤四:在框架上安装散热器同时安装油箱;
步骤五:安装净油器、油位计和油枕完成电力变压器生产装配。
所述绕组制备工艺包括以下步骤:
步骤一:调节多个缠绕绕线的缠绕架的缠绕范围;
步骤二:将绕线导向后沿着多个缠绕架的外侧缠绕;
步骤三:进行绝缘纸的释放和缠绕后再进行绕线的缠绕完成绕组的制备。
进一步的,所述缠绕架的两端均转动连接有多个调节杆,多个调节杆分别转动连接在两个分接盘上,两个分接盘均滑动连接在能够绕自身轴线转动的腰型轴上。
进一步的,所述腰型轴的一端转动连接在立架上,立架上固接有两个导向杆,两个导向杆上滑动连接有托架,托架上固接有两个气缸Ⅰ,两个气缸Ⅰ的气缸杆上固接有与腰型轴转动连接的承托架。
进一步的,所述托架上固接丝杆套,立架上转动连接有驱动丝杆套滑动的丝杆。
附图说明
下面结合附图和具体实施方法对本发明做进一步详细的说明。
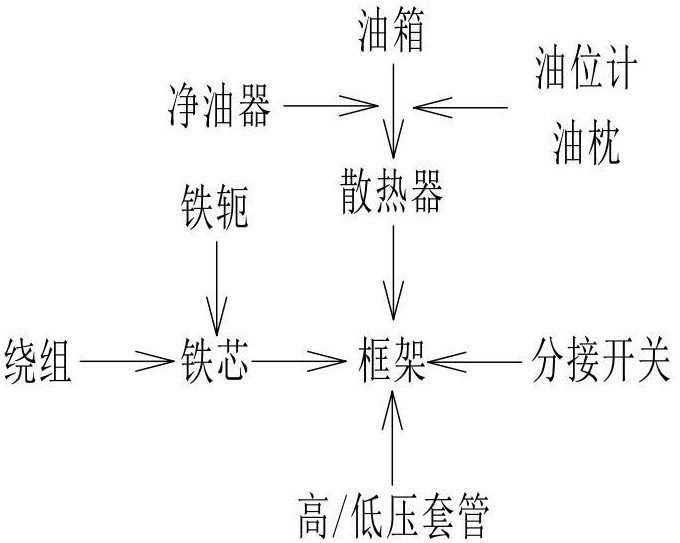
图1为装配电力变压器的工艺流程图;
图2为制备绕组的结构图;
图3为缠绕绕线的结构图;
图4为调节多个缠绕架位置的结构图;
图5为驱动分接盘滑动的结构图;
图6为释放绕线的结构图;
图7为便于绕组下料的结构图;
图8为导向绕线的结构图;
图9为下压绕线的结构图;
图10为下压释放的绝缘纸的结构图;
图11为制备绕组的结构图。
立架11;导向杆12;丝杆13;导向架14;齿条15;弯架16;托架21;气缸Ⅰ22;承托架23;腰型轴31;分接盘41;端部齿条42;调节杆43;缠绕架44;下轮51;上轮52;齿形带53;调节轮54;释放轴61;导向管62;行走轮63;气缸Ⅱ71;套管72;伸缩管73;压杆74;收卷轮81。
具体实施方式
参考图1,详细说明装配电力变压器的实施过程:
一种电力变压器生产装配工艺,该工艺包括以下步骤:
步骤一:将绕组安装在铁芯上进行装配,完成绕组的安装;
步骤二:将铁芯安装在铁轭上并整体安装在框架上,进行铁芯以及绕组的固定;
步骤三:在框架上安装高压套管和低压套管,并安装分接开关;
步骤四:在框架上安装散热器同时安装油箱;
步骤五:安装净油器、油位计和油枕完成电力变压器生产装配。
结合上述实施例,还可以实现以下功能;
参考图2,详细说明制备绕组的实施过程:
所述绕组制备工艺包括以下步骤:
步骤一:调节多个缠绕绕线的缠绕架44的缠绕范围,从而能够制备出不同尺寸的绕组;
步骤二:将绕线导向后沿着多个缠绕架44的外侧缠绕进行绕线的缠绕;
步骤三:进行绝缘纸的释放和缠绕后再进行绕线的缠绕完成绕组的制备。
结合上述实施例,还可以实现以下功能;
参考图3和4,详细说明制备不同尺寸的绕组的实施过程:
所述缠绕架44的两端均转动连接有多个调节杆43,多个调节杆43分别转动连接在两个分接盘41上,两个分接盘41均滑动连接在能够绕自身轴线转动的腰型轴31上,当同步驱动两个分接盘41在腰型轴31上滑动时,两个分接盘41滑动时带动多个调节杆43运动,多个调节杆43运动下带动多个缠绕架44聚拢或扩张,从而调节多个缠绕架44制备的绕组的不同尺寸,当腰型轴31转动时带动两个分接盘41转动,两个分接盘41带动多个调节杆43转动,多个调节杆43带动多个缠绕架44转动,从而能够实现多个缠绕架44缠绕绕线实现绕组的制备。
结合上述实施例,还可以实现以下功能;
参考图3、4和7,详细说明缠绕绕线的实施过程:
所述腰型轴31的一端转动连接在立架11上,腰型轴31固定连接在减速电机Ⅰ的输出轴上,减速电机Ⅰ固定连接在立架11上,驱动减速电机Ⅰ,减速电机Ⅰ带动腰型轴31转动,腰型轴31带动两个分接盘41转动,两个分接盘41带动多个调节杆43转动,多个调节杆43带动多个缠绕架44转动,从而能够实现多个缠绕架44缠绕绕线,立架11上固定连接有两个导向杆12,两个导向杆12上滑动连接有托架21,托架21上固定连接有两个气缸Ⅰ22,两个气缸Ⅰ22的气缸杆上固定连接有与腰型轴31转动连接的承托架23,从而通过承托架23对腰型轴31的另一端进行辅助支撑,当完成绕组的制备后,驱动托架21进行滑动,失去对腰型轴31的支撑,再启动两个气缸Ⅰ22,两个气缸Ⅰ22的气缸杆带动承托架23下降,便于缠绕在多个缠绕架44上的绕组下料,当完成绕组的制备后,再次驱动两个分接盘41滑动,从而收拢多个缠绕架44,使得绕组更加容易的下料。
结合上述实施例,还可以实现以下功能;
参考图3和7,详细说明驱动托架滑动的实施过程:
所述托架21上固定连接丝杆套,立架11上转动连接有驱动丝杆套滑动的丝杆13,丝杆13固定连接在减速电机Ⅱ的输出轴上,减速电机Ⅱ固定连接在立架11上,启动减速电机Ⅱ,减速电机Ⅱ带动丝杆13转动,丝杆13转动下驱动丝杆套带动托架21在两个导向杆12上滑动,从而实现托架21的滑动,从而实现承托架23对腰型轴31的承托和绕组的下料。
结合上述实施例,还可以实现以下功能;
参考图5和11,详细说明驱动两个分接盘滑动的实施过程:
所述两个分接盘41上均固定连接有端部齿条42,腰型轴31的两端均转动连接有驱动对应的端部齿条42滑动的调节轮54,两个调节轮54上均固定连接有上轮52,腰型轴31的两端均转动连接有下轮51,两个下轮51均通过齿形带53带动对应的上轮52转动,两个下轮51均固定连接在两个减速电机Ⅲ的输出轴上,两个减速电机Ⅲ均固定连接在腰型轴31上,启动两个减速电机Ⅲ,两个减速电机Ⅲ带动两个下轮51转动,两个下轮51通过两个齿形带53带动对应的上轮52转动,两个上轮52带动两个调节轮54转动,两个调节轮54同步啮合驱动两个端部齿条42滑动,从而调节两个分接盘41的位置,从而调节多个缠绕架44的位置,实现不同尺寸的绕组的加工。
结合上述实施例,还可以实现以下功能;
参考图6和8,详细说明导向下缠绕绕线的实施过程:
所述两个导向杆12中的一个导向杆12上固定连接有导向架14,导向架14上转动连接有释放轴61,导向架14上滑动连接有导向管62,导向架14上固定连接有齿条15,导向管62上转动连接有与齿条15啮合传动的行走轮63,释放轴61固定连接在减速电机Ⅳ的输出轴上,减速电机Ⅳ固定连接在导向架14上,行走轮63固定连接在减速电机Ⅴ的输出轴上,减速电机Ⅴ固定连接在导向管62上,启动减速电机Ⅳ,减速电机Ⅳ带动释放轴61转动,释放轴61释放绕线,将绕线缠绕在多个缠绕架44上进行绕组的制备,释放轴61上释放的绕线穿过导向管62,启动减速电机Ⅴ,减速电机Ⅴ带动行走轮63转动,行走轮63转动下在齿条15的导向下进行滚动,从而实现导向管62在导向架14上滑动,从而实现绕线均匀紧凑的缠绕在多个缠绕架44上进行绕组的制备。
结合上述实施例,还可以实现以下功能;
参考图9和11,详细说明下压绕线进行紧凑的缠绕的实施过程:
所述导向架14上固定连接有两个弯架16,两个弯架16上均固定连接有气缸Ⅱ71,两个气缸Ⅱ71的气缸杆上均固定连接有套管72,两个套管72内均滑动连接有伸缩管73,两个伸缩管73均固定连接有压杆74上,从而能够启动两个气缸Ⅱ71,两个气缸Ⅱ71的气缸杆同步带动两个套管72升降,两个套管72带动两个伸缩管73升降,两个伸缩管73带动压杆74升降,驱动压杆74下压在多个缠绕架44上,从而能够促进绕线紧密的缠绕在多个缠绕架44上,实现绕组的制备。
结合上述实施例,还可以实现以下功能;
参考图10,详细说明缠绕绝缘纸的实施过程:
所述两个弯架16上转动连接有两个收卷轮81,两个收卷轮81分别转动连接在两个减速电机Ⅵ的输出轴上,两个减速电机Ⅵ分别固定连接在两个弯架16上,启动两个减速电机Ⅵ,两个减速电机Ⅵ带动两个收卷轮81转动,两个收卷轮81中的一个收卷轮81上缠绕有粘贴有绝缘纸的胶带,从而配合收卷轮81的转动实现绝缘纸的释放,通过另一个收卷轮81的转动,带动胶带收卷,配合压杆74对绝缘纸的下压,确保绝缘纸紧密的贴在绕组上,进行绕组的制备加工。
结合上述实施例,还可以实现以下功能;
参考图10和11,详细说明下压绝缘纸防止多个缠绕架转动下与压杆干涉的实施过程:
所述两个伸缩管73均和对应的套管72间固定连接有弹簧,从而能够通过两个弹簧的推动确保压杆74始终推动绝缘纸贴合在绕线上,实现绝缘纸的缠绕,从而实现绕组的制备。