一种具有定位测量功能的前起舱保型夹具及其定位方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明公开了一种具有定位测量功能的前起舱保型夹具及其定位方法,属于安装定位技术领域。
背景技术
前起落架舱结构是机头的组成部分之一,位于机头的驾驶舱地板骨架下侧,该结构包含前起落架安装的交点及控制相关的机构件,与周围的壁板组件、驾驶舱地板组件等结构共同装配成机头下部组件,属于机头的一部分;该结构主要用于安装前起落架及控制相关的机构装置。
由于前起落架舱结构的四块壁板为大开口结构,且前起落架安装交点及控制机构的要求高,一般都需要对壁板结构及关键交点位置进行保型;现有保型夹具仅对结构和关键交点进行保型,前起落架舱装配完成安装保型夹具后,该组件在下级装配定位时需要选用新的基准,以完成与与周围的壁板组件、驾驶舱地板组件等结构的连接。
但现有技术存在以下缺点:
1、对前起落架舱交点的装配定位、对接存在定位基准不统一,影响对接后前起落架舱关键交点的位置度、同轴度;
2、前起落架舱安装后对交点的测量比较困难,存在多基准的转化传递,测量误差较大。
发明内容
本发明所要解决的技术问题是现有前起落架舱交点的装配定位、对接存在定位基准不统一,安装误差大。
本发明解决其技术问题所采用的技术方案是:一种具有定位测量功能的前起舱保型夹具,包括直角三角形状的架体,架体的竖边上端间隔设置有上关键交点定位器,横边端部间隔设置有两下关键交点定位器,且两上关键交点定位器之间间隔设置有两中关键交点定位器,架体的下端交点处设置有定位支座。
其中,上述结构中所述上关键交点定位器包括上支座、上固定管和上螺杆,所述上支座为L形结构,且横边沿架体长度方向设置在架体竖边的上端,上固定管垂直穿过上支座的竖边并与其固定,上螺杆穿入上固定管内与其螺纹连接。
进一步,上述结构中还包括上固定座,所述上固定座为U形块结构且与架体连接,上支座下端置于U形开口内,并与其滑动连接。
进一步,上述结构中还包括锁紧螺杆和上定位销,所述上定位销可使得上支座32在上固定座开口内滑动,锁紧螺杆可将上支座和上固定座连接固定。
其中,上述结构中所述中关键交点定位器包括定位螺杆、定位螺母和塞片,两上关键交点定位器之间设置有固定块,固定块上设置有通孔,定位螺杆穿设在固定块上,且穿出端与定位螺母螺纹连接,塞片设置在固定块的两侧,且套设在定位螺杆上。
其中,上述结构中所述下关键交点定位器包括下支座、下固定管、下螺杆和下定位销,所述下支座设置在架体横边端部,且下支座上设置有通孔,下固定管沿架体长度方向穿设在下支座内,且通过下定位销固定连接,下螺杆穿设在下固定管内并与其螺纹连接。
进一步,上述结构中所述下定位销为折弯的螺杆结构,下固定管上间隔设置有若干通孔,下支座上设置有通孔,下定位销一端穿过下支座和下固定管后设置有固定螺母。
其中,上述结构中所述架体采用方钢焊接形成,且转角处设置有加强筋板。
一种具有定位测量功能的前起舱保型夹具定位方法,包括上述任一所述的夹具,其步骤如下:
a、在前起落架舱装配时,上关键交点定位器、中关键交点定位器和下关键交点定位器完成前起落架舱左右侧壁板及上位锁的安装;
b、以定位支座为基准,通过销与孔的配合完成在前起落架舱装配型架上的定位完成前起落架舱装配;
c、以定位支座作为定位基准,通过销与孔的配合完成前起落架舱在机头下部总装型架上的定位;
d、以定位支座作为定位基准,通过安装销子的孔与叉耳配合完成机头下部组件在机头上下部总装型架上的定位;
e、以定位支座作为测量基准测量前起落架舱关键交点的变形量;
f、拆除夹具进行后续前起落架的安装。
本发明的有益效果是本结构可以减少产品上的一套定位基准,提高关键交点的安装精度;同时可以提供一组测量基准反应关键交点的变形量,避免产品返工。通过架体上的5处交点定位器与前起落架舱关键交点的连接,形成一个完整的刚性体,有利于前落架舱结构在后续装配、机头运输转移过程中的受力均衡,最大化保证整体结构及关键交点的稳定性,保证前起落架安装交点的位置度、同轴度要求;夹具的4处定位支座是前起落架舱在后续装配包括前起落架舱装配、机头下部总装、机头上下部总装的关键定位基准,能够减少装配误差积累,提高关键交点的安装精度;同时定位支座能够作为机头测量时对安装交点位置偏差的测量,机头部件阶段对安装精度进行监控,避免造成产品的返工。
附图说明
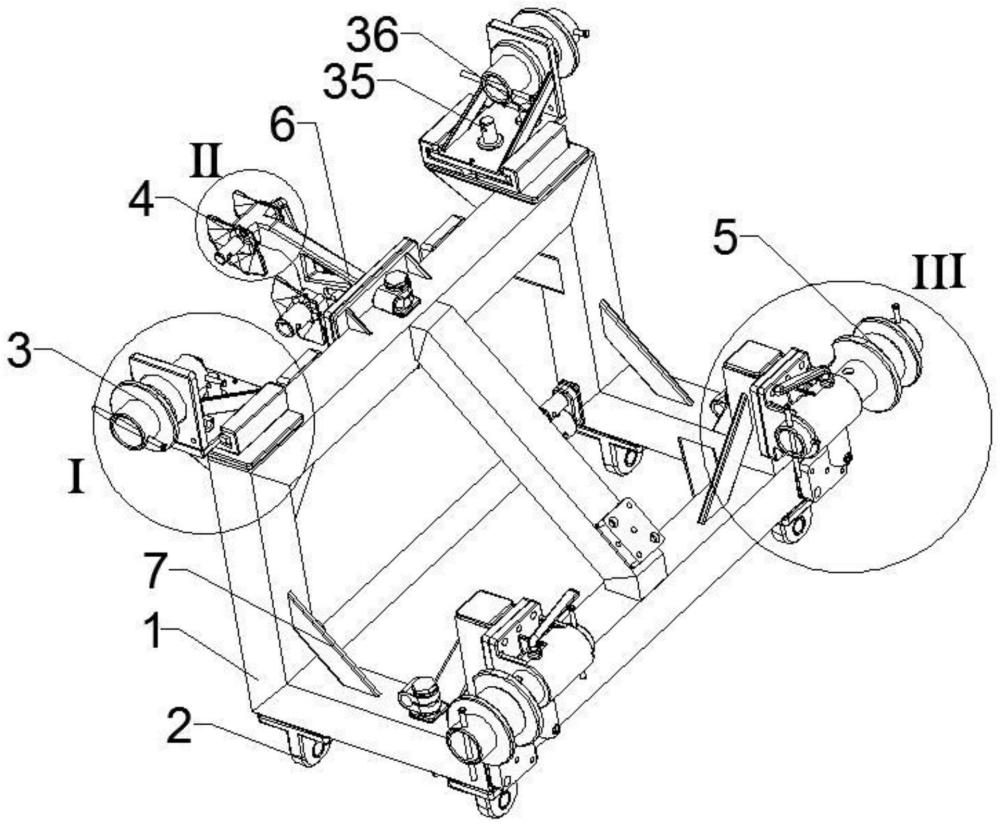
图1为本发明的结构示意图。
图2为本发明图1中I处结构放大示意图。
图3为本发明图1中II处结构放大示意图。
图4为本发明图1中III处结构放大示意图。
图5为本发明前起落架舱装配结构示意图。
图6为本发明图5剖面结构示意图。
图7为本发明前起落架舱装配工装结构示意图。
图8为本发明前起落架舱保型夹具在机头下部装配定位示意图。
图9为本发明前起落架舱保型夹具在机头上下部总装装配定位示意图。
图中标记为:1是架体,2是定位支座,3是上关键交点定位器,31是上固定座,32是上支座,33是上螺杆,34是上固定管,35是锁紧螺杆,36是上定位销,4是中关键交点定位器,41是定位螺杆,42是塞片,43是定位螺母,5是下关键交点定位器,51是支撑柱,52是下支座,53是下固定管,54是下螺杆,55是下定位销,56是固定螺母,6是固定块,7是加强筋板。
具体实施方式
下面结合附图对本发明进一步说明。
如图1至图5所示,本发明的一种具有定位测量功能的前起舱保型夹具,包括直角三角形状的架体1,架体1的竖边上端间隔设置有上关键交点定位器3,横边端部间隔设置有两下关键交点定位器5,且两上关键交点定位器3之间间隔设置有两中关键交点定位器4,架体1的下端交点处设置有定位支座2。本领域技术人员能够理解的是,本结构实际通过交点定位器(也即是上关键交点定位器3、中关键交点定位器4和下关键交点定位器5)与前起落架舱关键交点的连接,形成一个完整的刚性体,有利于前落架舱结构在后续装配、机头运输转移过程中的受力均衡,最大化保证整体结构及关键交点的稳定性,保证前起落架安装交点的位置度、同轴度要求。故架体1应具有一定强度,优选为直角三角形状的架体1,且连接处通过加强筋板7连接固定,增加整个结构强度。而上关键交点定位器3、中关键交点定位器4和下关键交点定位器5主要用于与前起落架舱左右侧壁板及上位锁的连接,定位支座2主要用于与型架的连接定位,定位支座2为带通孔的圆弧连接块。
优选的,上述结构中所述上关键交点定位器3包括上支座32、上固定管34和上螺杆33,所述上支座32为L形结构,且横边沿架体1长度方向设置在架体1竖边的上端,上固定管34垂直穿过上支座32的竖边并与其固定,上螺杆33穿入上固定管34内与其螺纹连接。本领域技术人员能够理解的是,本结构优选上关键交点定位器3的具体结构,优选包括上支座32、上固定管34和上螺杆33,优选上支座32为L形结构,且横边沿架体1长度方向设置在架体1竖边的上端,上支座32为两个且分别设置在两端部,且正对设置,而上固定管34垂直穿过上支座32的竖边并与其固定,上螺杆33穿入上固定管34内与其螺纹连接,实际可将前起落架舱左右侧壁穿设在上固定管34内,拧入上螺杆33实现固定,上螺杆33的截面尺寸应大于前起落架舱左右侧壁上的通孔尺寸即可固定。
优选的,上述结构中还包括上固定座31,所述上固定座31为U形块结构且与架体1连接,上支座32下端置于U形开口内,并与其滑动连接。本领域技术人员能够理解的是,为了方便调节位置,本装置优选设置有上固定座31,而上固定座31为U形块结构且与架体1连接,上支座32下端置于U形开口内,并与其滑动连接。
优选的,上述结构中还包括锁紧螺杆35和上定位销36,所述上定位销36可使得上支座32在上固定座31开口内滑动,锁紧螺杆35可将上支座32和上固定座31连接固定。本领域技术人员能够理解的是,为了实现上支座32的导向和定位,优选设置锁紧螺杆35和上定位销36,具体是上定位销36可使得上支座32在上固定座31开口内滑动,锁紧螺杆35可将上支座32和上固定座31连接固定即可。
优选的,上述结构中所述中关键交点定位器4包括定位螺杆41、定位螺母43和塞片42,两上关键交点定位器3之间设置有固定块6,固定块6上设置有通孔,定位螺杆41穿设在固定块6上,且穿出端与定位螺母43螺纹连接,塞片42设置在固定块6的两侧,且套设在定位螺杆41上。本领域技术人员能够理解的是,本结构优选中关键交点定位器4包括定位螺杆41、定位螺母43和塞片42,而中关键交点定位器4主要是前起落架舱上位锁的安装固定,故优选两上关键交点定位器3之间设置有固定块6,也即是在两上关键交点定位器3之间的安装杆上设置固定块6,并在固定块6上设置有通孔,定位螺杆41穿设在固定块6上,且穿出端与定位螺母43螺纹连接,塞片42设置在固定块6的两侧,且套设在定位螺杆41上,实际将是前起落架舱底部穿套在定位螺杆41上即可固定。
优选的,上述结构中所述下关键交点定位器5包括下支座52、下固定管53、下螺杆54和下定位销55,所述下支座52设置在架体1横边端部,且下支座52上设置有通孔,下固定管53沿架体1长度方向穿设在下支座52内,且通过下定位销55固定连接,下螺杆54穿设在下固定管53内并与其螺纹连接。本领域技术人员能够理解的是,本装置优选下关键交点定位器5结构,具体包括下支座52、下固定管53、下螺杆54和下定位销55,下支座52设置在架体1横边端部,且对称设置,且下支座52上设置有通孔,下固定管53沿架体1长度方向穿设在下支座52内,且通过下定位销55固定连接,下螺杆54穿设在下固定管53内并与其螺纹连接。实际将前起落架舱左右侧壁穿设在下固定管53上,通过下定位销55可调节其位置,拧入下螺杆54实现其与架体1的固定。实际为了方便安装,优选下支座52通过支撑柱51与架体1横边端部连接。
优选的,上述结构中所述下定位销55为折弯的螺杆结构,下固定管53上间隔设置有若干通孔,下支座52上设置有通孔,下定位销55一端穿过下支座52和下固定管53后设置有固定螺母56。本领域技术人员能够理解的是,为了方便下固定管53调整,优选下定位销55为折弯的螺杆结构,且在下固定管53上间隔设置有若干通孔,下支座52上设置有通孔,下定位销55一端穿过下支座52和下固定管53后设置有固定螺母56,实际通过将下定位销55穿入下固定管53不同的通孔来实现其伸出下支座52的位置调节。
优选的,上述结构中所述架体1采用方钢焊接形成,且转角处设置有加强筋板7。本领域技术人员能够理解的是,为了保证架体1的结构强度,本结构优选架体1采用方钢焊接形成,且转角处设置有加强筋板7。实际方钢材质为Q235A钢。
一种具有定位测量功能的前起舱保型夹具定位方法,包括上述任一所述的夹具,其步骤如下:
a、在前起落架舱装配时,上关键交点定位器3、中关键交点定位器4和下关键交点定位器5完成前起落架舱左右侧壁板及上位锁的安装,;
b、以定位支座2为基准,通过销与孔的配合完成在前起落架舱装配型架上的定位完成前起落架舱装配;
c、以定位支座2作为定位基准,通过销与孔的配合完成前起落架舱在机头下部总装型架上的定位;
d、以定位支座2作为定位基准,通过安装销子的孔与叉耳配合完成机头下部组件在机头上下部总装型架上的定位;
e、以定位支座2作为测量基准测量前起落架舱关键交点的变形量;
f、拆除夹具进行后续前起落架的安装。本领域技术人员能够理解的是,本结构的架体1上的5处交点定位器(也即是上关键交点定位器3、中关键交点定位器4和下关键交点定位器5)通过与前起落架舱关键交点的连接,形成一个完整的刚性体,有利于前落架舱结构在后续装配、机头运输转移过程中的受力均衡,最大化保证整体结构及关键交点的稳定性,保证前起落架安装交点的位置度、同轴度要求;夹具的4处定位支座2是前起落架舱在后续装配包括前起落架舱装配、机头下部总装、机头上下部总装的关键定位基准,能够减少装配误差积累,提高关键交点的安装精度;同时定位支座2能够作为机头测量时对安装交点位置偏差的测量,机头部件阶段对安装精度进行监控,避免造成产品的返工。