危险品粉料自动收集分装设备
文献发布时间:2023-06-23 06:30:03
技术领域
本发明属于危险品分装技术领域,更具体地说,是涉及一种危险品粉料自动收集分装设备。
背景技术
危险品粉料是指呈粉状的危险品,危险品粉料的收集、分装过程中要满足安全、防爆等要求。现有技术中危险品粉料的收集分装是要经过收集、暂存和分装等工序,粉料收集是通过粉料输送管道从原料桶内抽取粉料、然后输送至暂存罐中,粉料暂存是指在暂存罐内对粉料暂时存储或与其它物料进行混合,粉料分装是指通过连通暂存罐的管道向粉料桶内输送,从而实现了粉料的收集和分装。
由于粉料为危险品,现有技术中粉料在收集过程中由于原料桶内粉料的逐渐减少,粉料输送管道插入原料桶内的进料端始终是朝向一个位置进行吸料,即为固定状态,则会逐渐导致粉料处于未被吸走的状态或输送管道为吸空的状态,输送管道内有空气进入,会对粉料的输送造成危险,存在安全隐患。
发明内容
本发明的目的在于提供一种危险品粉料自动收集分装设备,旨在解决危险品粉料不易实现粉料的自动收集,粉料输送管道插入原料桶内的进料端为固定状态的技术问题。
为实现上述目的,本发明采用的技术方案是:提供一种危险品粉料自动收集分装设备,包括:
收集装置,具有能够从原料桶内抽取粉料的管道,所述收集装置具有抽吸组件和出料端,所述收集装置还具有用于驱动所述管道在原料桶内按照预设运动轨迹运行的驱动器;所述收集装置置于呈封闭状的吸料小室内,根据所抽取原料的特性所述吸料小室内充填有氮气或干燥空气或空气;
暂存罐,具有连通所述收集装置出料端的进口,底部具有出口,所述暂存罐内用于存放收集的粉料;
分装装置,连通所述暂存罐底部出口,用于向粉料桶内输送粉料;
其中,所述收集装置、所述暂存罐和所述分装装置均置于呈封闭状的操作间内,所述分装装置的出料端穿过所述操作间一侧并置于操作间外部,粉料桶位于所述操作间外部,所述吸料小室内和操作间内均安装有用于监测氧气浓度的氧气浓度传感器。
在一种可能的实现方式中,危险品粉料自动收集分装设备还包括转运装置和控制器,所述转运装置能朝向任意方向移动,上端具有托盘,所述托盘上设置有多个用于放置原料桶的工位,所述控制器分别与所述收集装置、所述分装装置电性连接并分别控制运行,所述转运装置置于所述吸料小室内。
在一种可能的实现方式中,所述吸料小室一侧密封连接有小室门,具有打开和关闭两种状态,打开所述小室内后用于使所述转运装置通过进入所述吸料小室内部,或离开所述吸料小室。
在一种可能的实现方式中,所述转运装置上端设置有多个分别与多个所述工位一一对应的传感器,所述传感器用于朝向所述工位上方探测是否放置有原料桶,所述传感器与所述控制器电性连接,若存在原料桶则向所述控制器发送信号,所述控制器控制所述驱动器并使所述管道移动和从所述原料桶内抽取粉料,所述控制器还用于控制所述抽吸组件运行。
在一种可能的实现方式中,所述驱动器包括:
上下移动组件,具有能够沿所述收集装置的竖直方向移动的上下移动端;
左右移动组件,连接于所述上下移动端,具有能够沿所述收集装置的左右方向移动的左右移动端;
前后移动组件,连接于所述左右移动端,具有能够沿所述收集装置的前后方向移动的前后移动端,所述管道连接于所述前后移动端,所述管道借助所述上下移动组件、所述左右移动组件和所述前后移动组件的驱动,能够在所述原料桶内运动并在运动中吸取粉料。
在一种可能的实现方式中,所述分装装置包括:
软连接管,上端用于连通所述暂存罐底部出口,与所述暂存罐软连接;
振动给料器,穿过所述操作间一侧,具有与所述软连接管下端出口连通的进料口、置于所述操作间外部的出料口,出料口底部连接有软管,所述软管用于朝向所述粉料桶排出粉料。
在一种可能的实现方式中,危险品粉料自动收集分装设备还包括支撑架,所述暂存罐连接于所述支撑架上,所述收集装置置于所述支撑架一侧,所述支撑架置于操作间内部。
在一种可能的实现方式中,所述振动给料器底部连接有多个弹簧,所述弹簧下端连接所述支撑架。
在一种可能的实现方式中,所述暂存罐内顶部设置有料位计,所述控制器电性连接有报警器,所述料位计与所述控制器电性连接并向所述控制器发送料位信号,所述控制器上设置有料位报警阈值,当所述暂存罐内料位高度小于料位报警阈值时所述控制器指示所述报警器发出报警信号。
在一种可能的实现方式中,所述暂存罐的底部设置有与所述控制器电性连接的阀门,所述阀门开关受控于所述控制器。
本发明提供的危险品粉料自动收集分装设备的有益效果在于:与现有技术相比,本发明危险品粉料自动收集分装设备包括收集装置、暂存罐和分装装置,收集装置具有能够从原料桶内抽取粉料的管道,收集装置具有抽吸组件和出料端,收集装置还具有用于驱动管道在原料桶内按照预设运动轨迹运行的驱动器;收集装置置于呈封闭状的吸料小室内,根据所抽取原料的特性吸料小室内充填有氮气或干燥空气或空气;暂存罐具有连通收集装置出料端的进口,底部具有出口,暂存罐内用于存放收集的粉料;分装装置连通暂存罐底部出口,用于向粉料桶内输送粉料;其中,收集装置、暂存罐和分装装置均置于呈封闭状的操作间内,分装装置的出料端穿过操作间一侧并置于操作间外部,粉料桶位于操作间外部,吸料小室内和操作间内均安装有用于监测氧气浓度的氧气浓度传感器;解决危险品粉料不易实现粉料的自动收集,粉料输送管道插入原料桶内的进料端为固定状态的技术问题,具有能够实现自动收集粉料,在封闭空间内收集粉料,粉料的抽取运动方式根据预设运动轨迹运行,保证物料输送安全性,保证安全防爆的技术效果。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
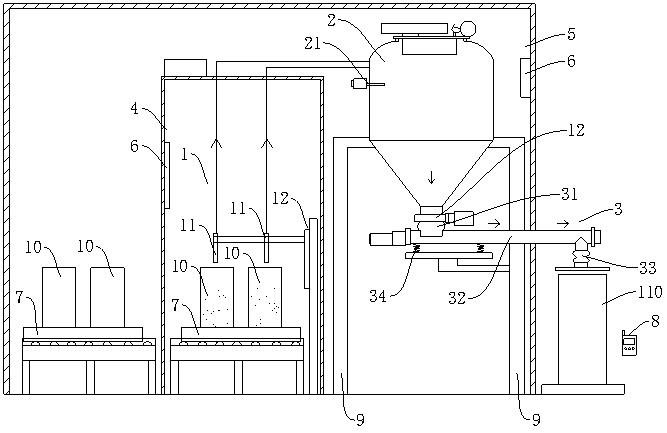
图1为本发明实施例提供的危险品粉料自动收集分装设备的结构示意图;
图2为本发明实施例提供的危险品粉料自动收集分装设备的转运装置结构示意图;
图3为本发明实施例提供的危险品粉料自动收集分装设备的驱动器结构示意图;
图4为图3所示的危险品粉料自动收集分装设备的收集装置的粉料收集管道在粉料罐内运动轨迹示意图。
附图标记说明:
1、收集装置;11、管道;12、驱动器;121、上下移动组件;122、左右移动组件;123、前后移动组件;
2、暂存罐;21、料位计;22、阀门;
3、分装装置;31、软连接管;32、振动给料器;33、软管;34、弹簧;
4、吸料小室;
5、操作间;
6、氧气浓度传感器;
7、转运装置;71、托盘;72、工位;73、限位板;74、传感器;
8、控制器;
9、支撑架;
10、原料桶;
110、粉料桶。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
请一并参阅图1至图4,现对本发明提供的危险品粉料自动收集分装设备进行说明。所述危险品粉料自动收集分装设备,包括收集装置1、暂存罐2和分装装置3,收集装置1具有能够从原料桶10内抽取粉料的管道11,收集装置1具有抽吸组件和出料端,收集装置1还具有用于驱动管道11在原料桶10内按照预设运动轨迹运行的驱动器12;收集装置1置于呈封闭状的吸料小室4内,根据所抽取原料的特性吸料小室4内充填有氮气或干燥空气或空气;暂存罐2具有连通收集装置1出料端的进口,底部具有出口,暂存罐2内用于存放收集的粉料;分装装置3连通暂存罐2底部出口,用于向粉料桶110内输送粉料;其中,收集装置1、暂存罐2和分装装置3均置于呈封闭状的操作间5内,分装装置3的出料端穿过操作间5一侧并置于操作间5外部,粉料桶110位于操作间5外部,吸料小室4内和操作间5内均安装有用于监测氧气浓度的氧气浓度传感器6。
本发明提供的危险品粉料自动收集分装设备,与现有技术相比,解决危险品粉料不易实现粉料的自动收集,粉料输送管道11插入原料桶10内的进料端为固定状态的技术问题,具有能够实现自动收集粉料,在封闭空间内收集粉料,粉料的抽取运动方式根据预设运动轨迹运行,保证物料输送安全性,保证安全防爆的技术效果。
操作间5内为正常状态下的空气,吸料小室4设置在操作间5内部,吸料小室4内部为封闭空间,根据所抽取原料的特性(吸水性、强弱氧化性及易爆等特性)吸料小室4内充填有氮气或干燥空气或空气。当充入氮气时,氧气浓度传感器6是通过测定氧气浓度,来反推该封闭空间内的氮气浓度(因未设置氮气浓度传感器),进而通过调节吸料小室4内的气体浓度来提高不同原料输送过程的安全性。通常情况下,吸料小室4内不允许进入人员,在吸料小室4外且操作间5内可允许进入工作人员,此时需要人员进行巡检。位于操作间5内且吸料小室4外部的氧气浓度传感器6的作用是为了保证操作间5内人员能正常呼吸。
现有技术中管道11抽吸位置为相对于原料桶10为固定的状态,原料桶10内存放有粉料,当粉料在被抽吸过程中会逐渐减少,当管道11的位置不能移动时,则会使一部分空气被吸入到管道11内,进一步到达暂存罐2内,会造成安全隐患。本发明中通过将管道11设置在抽吸过程中在原料桶10内呈不同运动方式运动,则能将原料桶10内的粉料吸走,在抽吸过程中随着管道11的移动,则很少会吸入空气,同时又能将大部分粉料抽吸,提高抽吸效率。
管道11在原料桶10内按照预设运动轨迹运行,是指可以预设有多种运动路径,如图4中的呈螺旋式运行方式,此种运动方式能保证吸料过程中减少空气进入,同时保证能将原料桶10内粉料抽吸干净。也可以设置如圆形、矩形等形式的运动轨迹,此时能起到与上述相同技术效果。
根据不同物料的流动性,管道11主要分为3种运动过程,第一种运动过程,对于流动性差的物料采用螺旋状逐步向下运动;第二种运动过程,对于流动性较强的物料采用中间向下,然后到达底部时做圆周运动;第三种运动过程,对于流动性折中的物料,采用中间向下运动,然后到达底部时做两次大小圈圆周运动,即先进行小圆,再进行大圆。粉料桶110分为圆筒和方桶,如果是方桶的圆周或螺旋运动均为在方桶内部做方形的运动。本实施例中,向下、向上、中间向下运动等,都是以粉料桶110的放置后形成的高度方向为上下运动方向,向下就是沿桶的高度方向向下运动,在中间是指在桶内的中间。
当粉料需要与其他物料进行混合时,可向暂存罐2内添加待混合的物料,混合后通过分装装置3排放到粉料桶110内。
在一些实施例中,请参阅图1至图4,危险品粉料自动收集分装设备还包括转运装置7和控制器8,转运装置7能朝向任意方向移动,上端具有托盘71,托盘71上设置有多个用于放置原料桶10的工位72,控制器8分别与收集装置1、分装装置3电性连接并分别控制运行,转运装置7置于吸料小室4内。为了实现原料桶10的位置可移动和粉料收集的自动化操作,将多个原料桶10设置在托盘71上,转运装置7能够移动,控制器8控制收集装置1(包括驱动器12和抽吸组件)则能将原料桶10内粉料抽吸到暂存罐2内。托盘71上端具有四个工位72,每个工位72的前后左右侧都设置限位板73,工位72呈槽状结构,粉料罐放置在工位72上并被四个限位板73限位,防止移动。
本实施例中使用的控制器8为现有技术中一种控制器8或控制面板,其上设置有多个控制模块,分别与抽吸组件、驱动器12、分装装置3等相对应且分别能实现控制,从而能实现危险品粉料的自动收集和分装。
具体的,转运装置7底部设置有多个滚轮(在图中未示出),可以支撑其移动至任意位置,移动较方便灵活。
在一些实施例中,请参阅图1至图4,吸料小室4一侧密封连接有小室门(在图中未示出),具有打开和关闭两种状态,打开小室内后用于使转运装置7通过进入吸料小室4内部,或离开吸料小室4。转运装置7位于吸料小室4内后,能够抽吸原料桶10内粉料,当其位于吸料小室4外后,则不能抽吸。当转运装置7通过小室门后,要及时关闭小室门。小室门的边缘与吸料小室4通过密封圈等形式实现密封连接,防止吸料小室4内气体介质外漏。
在一些实施例中,请参阅图1至图4,转运装置7上端设置有多个分别与多个工位72一一对应的传感器74,传感器74用于朝向工位72上方探测是否放置有原料桶10,传感器74与控制器8电性连接,若存在原料桶10则向控制器8发送信号,控制器8控制驱动器12并使管道11移动和从原料桶10内抽取粉料,控制器8还用于控制抽吸组件运行。传感器74能够探测是否存在原料桶10,使管道11插入到工位72上有原料桶10的内部,防止管道11插入的位置发生错误,提高了智能化自动化操作的效率。
在一些实施例中,请参阅图1至图4,驱动器12包括上下移动组件121、左右移动组件122和前后移动组件123,上下移动组件121具有能够沿收集装置1的竖直方向移动的上下移动端;左右移动组件122连接于上下移动端,具有能够沿收集装置1的左右方向移动的左右移动端;前后移动组件123连接于左右移动端,具有能够沿收集装置1的前后方向移动的前后移动端,管道11连接于前后移动端,管道11借助上下移动组件121、左右移动组件122和前后移动组件123的驱动,能够在原料桶10内运动并在运动中吸取粉料。总之,驱动器12能够实现在三维空间内移动,从而可以控制管道11在原料桶10内实现不同运动方式进行抽吸,提高安全性的同时并防止空气进入管道11。
具体的,上下移动组件121、左右移动组件122和前后移动组件123采用现有技术中的组件或产品或机构,能够实现在预定方向上移动,三者结合使用后可实现在三维空间内移动,以便控制管道11的移动位置或路径等。其中管道11的移动路径是通过在控制器8上设定参数,管道11按照设定的参数所对应的路径进行移动。原料桶10上端开口,当其内径变大或变小时,通过在控制器8上设定相关的参数,都是可以控制管道11移动的路径。
该驱动器12又可采用现有技术中的机械手或机械臂,与控制器8实现连接,从而能够驱动管道11在多个方向上移动。
在一些实施例中,请参阅图1至图4,分装装置3包括软连接管31和振动给料器32,软连接管31上端用于连通暂存罐2底部出口,与暂存罐2软连接;振动给料器32穿过操作间5一侧,具有与软连接管31下端出口连通的进料口、置于操作间5外部的出料口,出料口底部连接有软管33,软管33用于朝向粉料桶110排出粉料。
在一些实施例中,请参阅图1至图4,危险品粉料自动收集分装设备还包括支撑架9,暂存罐2连接于支撑架9上,收集装置1置于支撑架9一侧,支撑架9置于操作间5内部。为了能够支撑暂存罐2和振动给料机构,则设置了支撑架9,同时使暂存罐2置于一定高度。
在一些实施例中,请参阅图1至图4,振动给料器32底部连接有多个弹簧34,弹簧34下端连接支撑架9。为保证振动给料器32在振动过程中其振动力减少对支撑架9的传递,即对支撑架9减震的作用,则设置弹簧34。
在一些实施例中,请参阅图1至图4,暂存罐2内顶部设置有料位计21,控制器8电性连接有报警器,料位计21与控制器8电性连接并向控制器8发送料位信号,控制器8上设置有料位报警阈值,当暂存罐2内料位高度小于料位报警阈值时控制器8指示报警器发出报警信号。控制器8上设定有与料位计21相连接的模块,实时接收到料位值,并能在控制器8上设定相关的料位报警阈值,从而实现了对料位的自动报警控制,防止料位过低,影响向粉料桶110内输送粉料的量。
在一些实施例中,请参阅图1至图4,暂存罐2的底部设置有与控制器8电性连接的阀门22,阀门22开关受控于控制器8。该阀门22设置在软连接管31的上方,通过控制器8控制该阀门22的开关,从而可以灵活控制暂存罐2的出料量,进而合理掌握向粉料桶110内输送量。
在本实施例中,控制器8还与抽吸组件和振动给料机构电性连接,并用于控制振动以及控制从原料桶10内抽吸粉料,该抽吸组件为收集装置1内置的一种负压粉料抽吸装置,能够通过抽负压的形式将粉料从原料桶10内抽吸,抽吸后到达暂存罐2内。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。