物料分拣方法、装置、系统、存储介质及处理器
文献发布时间:2023-06-29 06:30:04
技术领域
本申请涉及物流配送领域,具体涉及一种物料分拣方法、装置、系统、存储介质及处理器。
背景技术
在产能提升、品质提升的背景下,通过观察分析发现,底盘线许多小件采用裸装或者料箱上线,且分布距离线体较远。线边装配人员浪费很大一部分时间在物料的拿取上面。并且工程机械物料种类多,同一工位不同车型物料种类多,容易出现物料分拣错误,耗时耗力。
发明内容
本申请实施例的目的是提供一种物料分拣方法、装置、系统、存储介质及处理器。
为了实现上述目的,本申请第一方面提供一种物料分拣方法,包括:
获取生产线的物料清单,生产线包括多个工位;
将物料清单包括的目标物料从集配中心的PTL料架分拣至运输料架;
基于UWB定位系统控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位;
控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作;
在目标物料分拣至目标工位完毕的情况下,控制目标指示灯执行灭灯操作,并控制运输料架移动至生产线的下一个工位以进行分拣作业。
在一个实施例中,控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作包括:针对每个目标物料,确定目标物料在PTL料架的第一位置和在运输料架的第二位置;控制与每个第一位置对应的指示灯和与每个第二位置对应的指示灯执行亮灯操作;控制目标指示灯执行灭灯操作还包括:针对每个目标物料,在目标物料从第一位置分拣至第二位置的情况下,控制第一位置的指示灯和第二位置的指示灯执行灭灯操作。
在一个实施例中,方法还包括:针对每个目标物料,在目标物料未从第一位置分拣至第二位置的情况下,控制第二位置的指示灯执行警示操作。
在一个实施例中,运输料架包括导航装置和定位装置,导航装置安装于运输料架的底盘,控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位包括:通过定位装置实时确定运输料架的当前位置和目标工位的位置;通过导航装置控制运输料架从当前位置移动至目标工位。
在一个实施例中,运输料架包括牵引装置,牵引机构安装于运输料架的底盘,用于在导航装置失效的情况下,通过牵引机构控制运输料架移动。
本申请第二方面提供一种处理器,包括被配置成执行上述物料分拣方法。
本申请第三方面提供一种物料分拣装置,包括被配置成执行上述物料分拣方法的处理器。
本申请第四方面提供一种物料分拣系统,包括:
集配中心,用于存储目标物料;
运输料架,用于将目标物料从集配中心运送至目标物料对应的目标工位;
生产线,包括多个工位,用于进行分拣作业;以及
物料分拣装置,包括被配置成执行上述物料分拣方法的处理器。
在本申请的实施例中,运输料架包括:定位装置,用于确定所述运输料架的当前位置;导航装置,安装于所述运输料架的底盘,用于控制所述运输料架从所述当前位置移动至目标工位;牵引机构,安装于所述运输料架的底盘,用于在导航装置失效的情况下,通过所述牵引机构控制所述运输料架移动。
本申请第五方面提供一种机器可读存储介质,该机器可读存储介质上存储有指令,该指令在被处理器执行时使得所述处理器被配置成执行上述的物料分拣方法。
通过上述物料分拣方法、装置、系统、存储介质及处理器,通过获取生产线的物料清单,生产线包括多个工位;将物料清单包括的目标物料从集配中心分拣至运输料架;控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位;控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作;在目标物料分拣至目标工位完毕的情况下,控制目标指示灯执行灭灯操作,并控制运输料架移动至生产线的下一个工位以进行分拣作业。通过上述技术方案,可以实现自动运送物料,提高物料配送效率。
本申请实施例的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
附图是用来提供对本申请实施例的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本申请实施例,但并不构成对本申请实施例的限制。在附图中:
图1示意性示出了根据本申请实施例的物料分拣方法的流程示意图;
图2示意性示出了根据本申请实施例的UWB定位系统的网络架构图;
图3示意性示出了根据本申请实施例的运输料架的示意图;
图4示意性示出了根据本申请实施例的运输料架的三视图;
图5示意性示出了根据本申请实施例的物料分拣装置的结构框图;
图6示意性示出了根据本申请实施例的计算机设备的内部结构图。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本申请实施例,并不用于限制本申请实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。
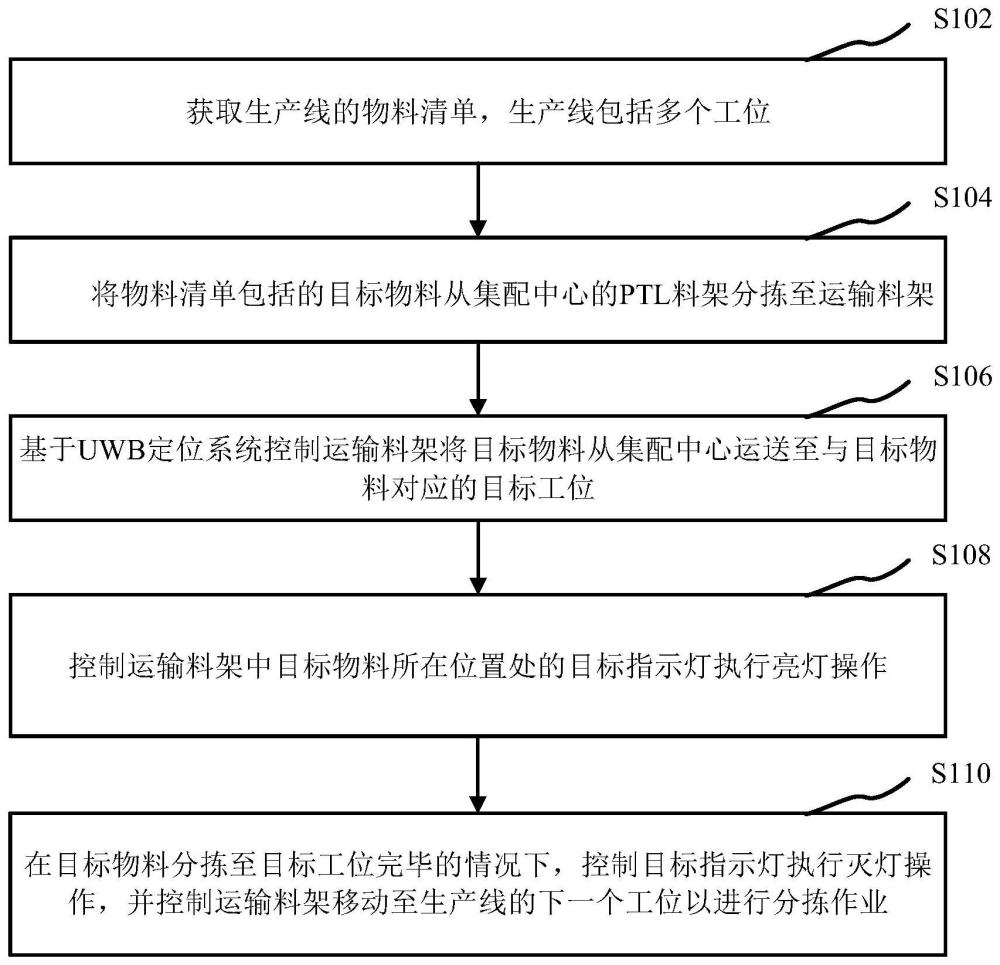
图1示意性示出了根据本申请实施例的物料分拣方法的流程示意图。如图1所示,在本申请一实施例中,提供了一种物料分拣方法,包括以下步骤:
S102,获取生产线的物料清单,生产线包括多个工位;
S104,将物料清单包括的目标物料从集配中心的PTL料架分拣至运输料架;
S106,基于UWB定位系统控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位;
S108,控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作;
S110,在目标物料分拣至目标工位完毕的情况下,控制目标指示灯执行灭灯操作,并控制运输料架移动至生产线的下一个工位以进行分拣作业。
物料是指生产产品所需的材料或原料。产品可以是机械产品。例如,起重机,挖掘机以及举高车等等。生产线包括多个工位。在通过生产线生产产品时,可以将物料投入至生产线的多个工位。而每个工位所需的物料种类较多,且每个工位所需的物料也不同。由此,需要对生产线中每个工位所需的物料进行分拣。物料清单包含某一工程机械所需要的目标物料的种类和数量。处理器可以获取到生产线的多个工位的物料清单。根据物料清单,可以将目标物料从集配中心的PTL料架分拣至运输料架。其中,集配中心是指存储各种类型物料的仓库。PTL(Pick to light)系统是应用在物流和仓储环节的智能拣选系统。PTL料架是指集配中心中基于PTL系统的智能料架。运输料架是指可以存放物料并将物料运送的智能运送车。UWB(Ultra-Wide-Band)是一种利用纳秒级的非正弦波窄脉冲传输数据的无线通信方式,该技术采用高带宽、快速脉冲的方式,具有优秀的穿透性和抗干扰性。UWB定位系统是基于UWB技术的定位系统,具有极强的穿透能力,可在室内和地下进行精确定位。基于UWB定位系统,处理器可以控制运输料架将目标物料从集配中心运动至与目标物料对应的目标工位。目标工位是指多个工位中需要目标物料进行装配的工位。那么,处理器可以控制运输料架中目标物料所在位置出的目标指示灯执行亮灯操作。其中,运输料架上存放每种类型的物料的所在位置都安装有一个指示灯。当运输料架移动至目标工位的情况下,处理器可以控制目标工位对应的目标物料所在位置处的目标指示灯亮灯,目标指示灯是指目标物料所在位置的指示灯。则,目标工位的生产人员可以根据指示灯的提示,分拣目标指示灯处的目标物料。在目标物料分拣至目标工位完毕的情况下,处理器可以控制目标指示灯灭灯,运输料架可以移动至下一个工位进行分拣操作。如此,按照物料清单分拣物料,并根据指示灯提示进行物料的分拣操作,可以提高物料配送的效率,从而提高生产效率。
在一个实施例中,控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作包括:针对每个目标物料,确定目标物料在PTL料架的第一位置和在运输料架的第二位置;控制与每个第一位置对应的指示灯和与每个第二位置对应的指示灯执行亮灯操作;控制目标指示灯执行灭灯操作还包括:针对每个目标物料,在目标物料从第一位置分拣至第二位置的情况下,控制第一位置的指示灯和第二位置的指示灯执行灭灯操作。
当运输料架处于集配中心进行物料分拣的情况下,根据物料清单亮灯自动拣选系统(PTL)可以确定每个目标物料存放于集配中心的PTL料架的第一位置,以及存放于运输料架的第二位置。第一位置是指目标物料的集配中心的存储位置。第二位置是指目标物料在运输料架的存放位置。针对与每个目标物料,处理器可以控制每个第一位置对应的指示灯和与每个第二位置对应的指示灯执行亮灯操作。那么,在分拣人员分拣该目标物料时,第一位置对应的指示灯和第二位置对应的指示灯会亮灯,分拣人员可以从集配中心的指示灯的亮灯位置拿取目标物料,然后将目标物料放置于运输料架的指示灯的亮灯位置。在该目标物料分拣至第二位置完毕的情况下,处理器可以控制第一位置对应的指示灯和第二位置对应的指示灯执行灭灯操作。进一步地,在运输料架移动至目标工位的情况下,针对每个目标物料,处理器控制运输料架对应位置的指示灯执行亮灯操作。PTL料架暗灯操作与运输料架亮灯联动,实现PTL分拣一种物料,对应的运输料架该物料所在位置亮灯,放置完成后自动灭灯。分拣人员按照指示灯的提示,分拣运输料架上的目标物料。在该目标物料分拣完毕的情况下,控制目标物料所在位置的指示灯执行灭灯操作。如此,分拣人员可以按照指示灯的亮灯和灭灯来进行分拣作业,减少错拣漏拣的现象。通过上述方案可以对物料的拿取、放置、取料层层防错。
在一个实施例中,方法还包括:针对每个目标物料,在目标物料未从第一位置分拣至第二位置的情况下,控制第二位置的指示灯执行警示操作。
在将目标物料从集配中心分拣至运输料架的过程中,在目标物料未从第一位置分拣至第二位置的情况下,处理器可以控制第二位置的指示灯执行警示操作。例如,当分拣人员将第一位置的目标物料放置与运输料架的其他位置,而非对应的第二位置上的情况下,第二位置的指示灯可以通过闪烁来提示分拣人员。当分拣人员将集配中心的其他位置拿取物料,放置与第二位置时,第二位置的指示灯同样可以通过闪烁来提示分拣人员。
在一个实施例中,运输料架包括导航装置和定位装置,导航装置安装于运输料架的底盘,控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位包括:通过定位装置实时确定运输料架的当前位置和目标工位的位置;通过导航装置控制运输料架从当前位置移动至目标工位。
导航装置安装于运输料架的底盘,导航装置用于自动引导运输料架从集配中心往返于生产线的目标工位。定位装置用于实时定位运输料架的当前位置。处理器可以确定目标工位的位置和运输料架的当前位置,通过导航装置引导运输料架从当前位置移动至目标工位。导航装置可以是AGV装置,定位装置可以是UWB标签。通过UWB基站定位运输料架的UWB标签的位置。运输料架进入集配中心时,UWB系统自动定位运输料架,并控制料架进入拣配作业,同时自动绑定运输料架的拣配任务,并对该任务的PTL料架亮灯,开始拣选;将物料清单包括的目标物料从集配中心PTL料架分拣至运输料架;PTL料架暗灯操作与运输料架亮灯联动,实现PTL分拣一种物料,对应的运输料架该物料所在位置亮灯,放置完成后自动灭灯。控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位;UWB系统自动定位更新运输料架所在产线工位,结合MES装配物料清单并控制运输料架中当前工位目标物料所在位置处的目标指示灯执行亮灯操作;在目标物料分拣至目标工位完毕的情况下,控制目标指示灯执行灭灯操作,运输料架随线移动至生产线的下一个工位后UWB系统自动更新位置,并亮灯指引物料拿取作业当空运输料架返回集配中心时,将物料清单重置信号发集配中心,开启下一个拣料循环。
在一个实施例中,如图2所示的架构图展示了UWB定位架构系统组成。UWB定位系统主要由定位锚点、标签、计算引擎及软件四个组成。其中,通过定位锚点计算运输料架上的UWB标签和锚点之间的距离,通过有线或WLAN方式回传报文给位置计算引擎。UWB标签安装在运输料架上,通过和锚点通讯并广播UWB标签当前所处位置,从而实时定位跟踪运输料架所在位置,便于控制系统自动暗灯。位置计算引擎用于接收回传的数据,通过锚点和标签之间的位置解算,计算出标签的具体位置。定位管理系统将标签的位置以动态图形化的方式实时呈现,同时支持其他业务管理系统的集成。
UWB系统的定位精度可达0.3m,传输距离可达80m,可以满足运输料架的定位要求。通过在集配中心、产线工位旁立柱安装锚点,可实时定位运输料架的位置,控制系统通过获取位置可对运输料架本身的PTL暗灯系统进行控制,实现物料拿取指引及防错。
在一个实施例中,运输料架包括牵引装置,牵引机构安装于运输料架的底盘,用于在导航装置失效的情况下,通过牵引机构控制运输料架移动。在导航装置失效的情况下,运输料架无法实现自动运输,此时可以通过牵引机构来孔子运输料架移动,来完成运输作业。
通过物料分拣方法、装置、系统、存储介质及处理器,通过获取生产线的物料清单,生产线包括多个工位;运输料架进入集配中心时,UWB系统自动定位运输料架,并控制料架进入拣配作业,同时自动绑定运输料架的拣配任务,并对该任务的PTL料架亮灯,开始拣选;将物料清单包括的目标物料从集配中心PTL料架分拣至运输料架;PTL料架暗灯操作与运输料架亮灯联动,实现PTL分拣一种物料,对应的运输料架该物料所在位置亮灯,放置完成后自动灭灯;控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位;UWB系统自动定位更新运输料架所在产线工位,结合MES装配物料清单并控制运输料架中当前工位目标物料所在位置处的目标指示灯执行亮灯操作;在目标物料分拣至目标工位完毕的情况下,控制目标指示灯执行灭灯操作,运输料架随线移动至生产线的下一个工位后UWB系统自动更新位置,并亮灯指引物料拿取作业。通过上述技术方案,可以实现物料分拣防错,100%物料拿取及放置指引,自动运送物料,提高物料分拣及配送效率,实现物料全流程透明可追溯,实现全流程自动化决策。按照物料清单分拣物料,并根据指示灯提示进行物料的分拣操作实现,物料从分拣取料、物料放置、配送、线边人员拿取过程中全流程无死角防错,极大的提高的取放料效率,解决了工程机械行业小批量多品类的零件的按序按量供应问题。可以实现自动运送物料,提高物料配送效率。
图1为一个实施例中物料分拣方法的流程示意图。应该理解的是,虽然图1的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,图1中的至少一部分步骤可以包括多个子步骤或者多个阶段,这些子步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些子步骤或者阶段的执行顺序也不必然是依次进行,而是可以与其它步骤或者其它步骤的子步骤或者阶段的至少一部分轮流或者交替地执行。
在一个实施例中,如图3所示,提供了一种运输料架,包括指示灯、UWB标签、处理器(PLC)。整个运输料架是由料架主体及零件限位结构组成,单个运输料架可存放21类零件,运输料架可兼容不同车型零件的排序分拣及配送作业。图4是运输料架的三视图。运输料架尺寸为1200mm*1000mm*1300mm。整体结构是由上下两部分组成,下层主体结构由4个减震脚轮、承载底板、方管立柱、加强筋、看板夹、牵引机构、叉取机构以及AGV导向机构等组成。各零部件间通过包胶来进行防护,防止分拣及转运过程中的零件面漆损伤,能够满足物料的承载及转运稳定性需求。整个运输料架设计3层存放物料,每一层物料间均有包胶隔板隔开,每一层的高度均充分考虑作业人员取料的人机高度,同时料架各物料的具体布局充分结合零件转配顺序及位置,可以实现自动运送物料,缩短找料时间,提高物料配送效率。在运输料架上镶嵌UWB无源定位标签,并在运输料架底部布置处理器(PLC)。牵引机构安装于运输料架的底盘,用于在导航装置失效的情况下,通过牵引机构控制运输料架移动。
在一个实施例中,如图5所示,提供了一种物料分拣装置,包括物料清单获取模块、分拣模块、运送控制模块、亮灯控制模块以及灭灯控制模块,其中:
物料清单获取模块502,用于获取生产线的物料清单,生产线包括多个工位。
分拣模块504,用于将物料清单包括的目标物料从集配中心的PTL料架分拣至运输料架。
运送控制模块506,基于UWB定位系统用于控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位。
亮灯控制模块508,用于控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作。
灭灯控制模块510,在目标物料分拣至目标工位完毕的情况下,控制目标指示灯执行灭灯操作,并控制运输料架移动至生产线的下一个工位以进行分拣作业
在一个实施例中,亮灯控制模块508还包括:针对每个目标物料,确定目标物料在PTL料架的第一位置和在运输料架的第二位置;控制与每个第一位置对应的指示灯和与每个第二位置对应的指示灯执行亮灯操作;灭灯控制模块510还用于:针对每个目标物料,在目标物料从第一位置分拣至第二位置的情况下,控制第一位置的指示灯和第二位置的指示灯执行灭灯操作。
在一个实施例中,物料分拣装置还包括警示模块(图中未示出):针对每个目标物料,在目标物料未从第一位置分拣至第二位置的情况下,控制第二位置的指示灯执行警示操作。
在一个实施例中,运输料架包括导航装置和定位装置,导航装置安装于运输料架的底盘,控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位包括:通过定位装置实时确定运输料架的当前位置和目标工位的位置;通过导航装置控制运输料架从当前位置移动至目标工位。
在一个实施例中,运输料架包括牵引装置,牵引机构安装于运输料架的底盘,用于在导航装置失效的情况下,通过牵引机构控制运输料架移动。
所述物料分拣装置包括处理器和存储器,上述物料清单获取模块、分拣模块、运送控制模块、亮灯控制模块以及灭灯控制模块等均作为程序单元存储在存储器中,由处理器执行存储在存储器中的上述程序模块中实现相应的功能。
处理器中包含内核,由内核去存储器中调取相应的程序单元。内核可以设置一个或以上,通过调整内核参数来实现对物料方法。
存储器可能包括计算机可读介质中的非永久性存储器,随机存取存储器(RAM)和/或非易失性内存等形式,如只读存储器(ROM)或闪存(flash RAM),存储器包括至少一个存储芯片。
本审实施例提供了一种物料分拣系统,包括:
集配中心,用于存储目标物料;
运输料架,用于将目标物料从集配中心运送至目标物料对应的目标工位;
生产线,包括多个工位,用于进行分拣作业;以及
物料分拣装置,包括被配置成执行上述物料分拣方法的处理器。
处理器可以获取到生产线的多个工位的物料清单。根据物料清单,可以将目标物料从集配中心分拣至运输料架。处理器可以控制运输料架将目标物料从集配中心运动至与目标物料对应的目标工位。那么,处理器可以控制运输料架中目标物料所在位置出的目标指示灯执行亮灯操作。其中,运输料架上存放每种类型的物料的所在位置都安装有一个指示灯。当运输料架移动至目标工位的情况下,处理器可以控制目标工位对应的目标物料所在位置处的目标指示灯亮灯。则,目标工位的生产人员可以根据指示灯的提示,分拣目标指示灯处的目标物料。在目标物料分拣至目标工位完毕的情况下,处理器可以控制目标指示灯灭灯,运输料架可以移动至下一个工位进行分拣操作。如此,按照物料清单分拣物料,并根据指示灯提示进行物料的分拣操作,可以提高物料配送的效率,从而提高生产效率。
在一个实施例中,运输料架包括:定位装置,用于确定所述运输料架的当前位置;导航装置,安装于所述运输料架的底盘,用于控制所述运输料架从所述当前位置移动至目标工位;牵引机构,安装于所述运输料架的底盘,用于在导航装置失效的情况下,通过所述牵引机构控制所述运输料架移动。
导航装置安装于运输料架的底盘,导航装置用于自动引导运输料架从集配中心往返于生产线的目标工位。定位装置用于实时定位运输料架的当前位置。处理器可以确定目标工位的位置和运输料架的当前位置,通过导航装置引导运输料架从当前位置移动至目标工位。导航装置可以是AGV装置,定位装置可以是UWB标签。通过UWB基站定位运输料架的UWB标签的位置。当空运输料架返回集配中心时,将物料清单重置信号发集配中心,开启下一个拣料循环。在导航装置失效的情况下,运输料架无法实现自动运输,此时可以通过牵引机构来孔子运输料架移动,来完成运输作业。
本申请实施例提供了一种存储介质,其上存储有程序,该程序被处理器执行时实现上述物料分拣方法。
本申请实施例提供了一种处理器,所述处理器用于运行程序,其中,所述程序运行时执行上述物料分拣方法。
在一个实施例中,提供了一种计算机设备,该计算机设备可以是服务器,其内部结构图可以如图6所示。该计算机设备包括通过系统总线连接的处理器A01、网络接口A02、存储器(图中未示出)和数据库(图中未示出)。其中,该计算机设备的处理器A01用于提供计算和控制能力。该计算机设备的存储器包括内存储器A03和非易失性存储介质A04。该非易失性存储介质A04存储有操作系统B01、计算机程序B02和数据库(图中未示出)。该内存储器A03为非易失性存储介质A04中的操作系统B01和计算机程序B02的运行提供环境。该计算机设备的数据库用于存储物料分拣方法的数据。该计算机设备的网络接口A02用于与外部的终端通过网络连接通信。该计算机程序B02被处理器A01执行时以实现一种物料分拣方法。
本领域技术人员可以理解,图6中示出的结构,仅仅是与本申请方案相关的部分结构的框图,并不构成对本申请方案所应用于其上的计算机设备的限定,具体的计算机设备可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
本申请实施例提供了一种设备,设备包括处理器、存储器及存储在存储器上并可在处理器上运行的程序,处理器执行程序时实现以下步骤:获取生产线的物料清单,生产线包括多个工位;将物料清单包括的目标物料从集配中心的PTL料架分拣至运输料架;控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位;基于UWB定位系统控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作;在目标物料分拣至目标工位完毕的情况下,控制目标指示灯执行灭灯操作,并控制运输料架移动至生产线的下一个工位以进行分拣作业。
在一个实施例中,控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作包括:针对每个目标物料,确定目标物料在集配中心的第一位置和在运输料架的第二位置;控制与每个第一位置对应的指示灯和与每个第二位置对应的指示灯执行亮灯操作;控制目标指示灯执行灭灯操作还包括:针对每个目标物料,在目标物料从第一位置分拣至第二位置的情况下,控制第一位置的指示灯和第二位置的指示灯执行灭灯操作。
在一个实施例中,方法还包括:针对每个目标物料,在目标物料未从第一位置分拣至第二位置的情况下,控制第二位置的指示灯执行警示操作。
在一个实施例中,运输料架包括导航装置和定位装置,导航装置安装于运输料架的底盘,控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位包括:通过定位装置实时确定运输料架的当前位置和目标工位的位置;通过导航装置控制运输料架从当前位置移动至目标工位。
在一个实施例中,运输料架包括牵引装置,牵引机构安装于运输料架的底盘,用于在导航装置失效的情况下,通过牵引机构控制运输料架移动。
本申请还提供了一种计算机程序产品,当在数据处理设备上执行时,适于执行初始化有如下方法步骤的程序:获取生产线的物料清单,生产线包括多个工位;将物料清单包括的目标物料从集配中心分拣至运输料架;控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位;控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作;在目标物料分拣至目标工位完毕的情况下,控制目标指示灯执行灭灯操作,并控制运输料架移动至生产线的下一个工位以进行分拣作业。
在一个实施例中,控制运输料架中目标物料所在位置处的目标指示灯执行亮灯操作包括:针对每个目标物料,确定目标物料在集配中心的第一位置和在运输料架的第二位置;控制与每个第一位置对应的指示灯和与每个第二位置对应的指示灯执行亮灯操作;控制目标指示灯执行灭灯操作还包括:针对每个目标物料,在目标物料从第一位置分拣至第二位置的情况下,控制第一位置的指示灯和第二位置的指示灯执行灭灯操作。
在一个实施例中,方法还包括:针对每个目标物料,在目标物料未从第一位置分拣至第二位置的情况下,控制第二位置的指示灯执行警示操作。
在一个实施例中,运输料架包括导航装置和定位装置,导航装置安装于运输料架的底盘,控制运输料架将目标物料从集配中心运送至与目标物料对应的目标工位包括:通过定位装置实时确定运输料架的当前位置和目标工位的位置;通过导航装置控制运输料架从当前位置移动至目标工位。
在一个实施例中,运输料架包括牵引装置,牵引机构安装于运输料架的底盘,用于在导航装置失效的情况下,通过牵引机构控制运输料架移动。
本领域内的技术人员应明白,本申请的实施例可提供为方法、系统、或计算机程序产品。因此,本申请可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本申请可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、CD-ROM、光学存储器等)上实施的计算机程序产品的形式。
本申请是参照根据本申请实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
在一个典型的配置中,计算设备包括一个或多个处理器(CPU)、输入/输出接口、网络接口和内存。
存储器可能包括计算机可读介质中的非永久性存储器,随机存取存储器(RAM)和/或非易失性内存等形式,如只读存储器(ROM)或闪存(flash RAM)。存储器是计算机可读介质的示例。
计算机可读介质包括永久性和非永久性、可移动和非可移动媒体可以由任何方法或技术来实现信息存储。信息可以是计算机可读指令、数据结构、程序的模块或其他数据。计算机的存储介质的例子包括,但不限于相变内存(PRAM)、静态随机存取存储器(SRAM)、动态随机存取存储器(DRAM)、其他类型的随机存取存储器(RAM)、只读存储器(ROM)、电可擦除可编程只读存储器(EEPROM)、快闪记忆体或其他内存技术、只读光盘只读存储器(CD-ROM)、数字多功能光盘(DVD)或其他光学存储、磁盒式磁带,磁带磁磁盘存储或其他磁性存储设备或任何其他非传输介质,可用于存储可以被计算设备访问的信息。按照本文中的界定,计算机可读介质不包括暂存电脑可读媒体(transitory media),如调制的数据信号和载波。
还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
以上仅为本申请的实施例而已,并不用于限制本申请。对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围之内。