软包型电池壳体、其成型设备及软包型二次电池
文献发布时间:2024-01-17 01:13:28
技术领域
相关申请的交叉引用
本申请要求于2020年10月6日向韩国知识产权局提交的韩国专利申请第10-2020-0129025号和于2021年6月8日提交的韩国专利申请第10-2021-0074479号的优先权,其公开内容通过引用并入本文。
技术领域
本发明涉及一种软包型电池壳体及该软包型电池壳体的成型设备以及软包型二次电池,更具体地,涉及一种能够防止模具边缘与电极片之间发生干涉的软包型电池壳体,该软包型电池壳体的成型设备以及软包型二次电池。
背景技术
通常,二次电池包括镍镉电池、镍氢电池、锂离子电池以及锂离子聚合物电池。这种二次电池正在被应用于例如数码相机、P-DVD、MP3P、移动电话、PDA、便携式游戏设备、电动工具、电动自行车等的小型产品以及例如电动车辆和混合动力车辆的需要高功率的大型产品、用于储存剩余电力或可再生能源的储能设备以及备用储能设备。
通常,为了制造二次电池,首先,将电极活性材料浆料施加到正极集电体和负极集电体以制造正极和负极。然后,将电极堆叠在隔板的两侧以形成电极组件。此外,电极组件被容纳在电池壳体中,然后在电池壳体中注入电解质之后将电池壳体密封。
这种二次电池根据容纳电极组件的壳体的材料分为软包型二次电池和罐型二次电池。在软包型二次电池中,电极组件被容纳在由柔性聚合物材料制成的软包中。此外,在罐型二次电池中,电极组件被容纳在由金属或塑料材料制成的壳体中。
通过对具有柔性的软包膜进行冲压加工而形成杯部来制造软包,软包是软包型二次电池的壳体。此外,当形成杯部时,电极组件被容纳在杯部的容纳空间中,然后,杯部的侧面被密封以制造二次电池。
在冲压加工中,通过将软包膜插入诸如冲压设备的成型设备中并使用冲头对软包膜施加压力以拉伸软包膜,来执行拉伸成型。软包膜设置为多层,并且设置在软包膜中的湿气阻隔层由金属制成。然而,如果提高湿气阻隔层的成型性使得杯部的壁接近垂直状态并且提高杯部的边缘的曲率半径,则存在边缘中的模具边缘按压电极片而导致模具边缘与电极片之间的干涉的问题。
[现有技术文献]
[专利文献]
(专利文献1)韩国专利公开第2017-0124882号
发明内容
技术问题
本发明的一个方面提供一种能够防止在模具边缘与电极片之间发生干涉的软包型电池壳体,该软包型电池壳体的成型设备以及软包型二次电池。
本发明的目的不限于上述目的,本领域技术人员通过以下描述可以清楚地理解本文未描述的其他目的。
技术方案
根据本发明的一个方面,提供一种软包型电池壳体,包括:杯部,所述杯部被配置为容纳电极组件,所述电极组件通过堆叠电极和隔板而形成;以及多个模具边缘,所述多个模具边缘被配置为将杯部的壁连接到从壁延伸的侧部,其中,至少一个模具边缘包括:第一区域,所述第一区域形成为以第一曲率半径倒圆;以及第二区域,所述第二区域形成为以小于第一曲率半径的第二曲率半径倒圆。
第一曲率半径可以为1.7mm至2.7mm。
第二曲率半径可以为1.2mm以下。
第二曲率半径可以为0.7mm以下。
软包膜可以被模制而制作,并且所述软包膜可以包括:密封剂层,所述密封剂层由第一聚合物制成并且形成在最内层;表面保护层,所述表面保护层由第二聚合物制成并且形成在最外层;以及湿气阻隔层,所述湿气阻隔层被堆叠在表面保护层与密封剂层之间,其中,湿气阻隔层可以形成为厚度为50μm至80μm并且粒径为10μm至13μm的铝合金薄膜,并且密封剂层可以具有60μm至100μm的厚度。
当形成一个杯部时指定深度可以是7mm,当形成两个杯部时指定深度可以是6.5mm。
一个第一区域可以形成在彼此面对的两个模具边缘中的每一个上。
第一区域可以在一个模具边缘上设置多个。
第二区域可以形成在多个第一区域之间。
根据本发明的另一方面,提供一种软包型二次电池,包括:电极组件,所述电极组件通过堆叠电极和隔板而形成;以及电池壳体,所述电池壳体包括被配置为在其中容纳电极组件的杯部,其中,电池壳体包括被配置为将杯部的壁连接到从壁延伸的侧部的多个模具边缘,并且至少一个模具边缘包括:第一区域,所述第一区域形成为以第一曲率半径倒圆;以及第二区域,所述第二区域形成为以小于第一曲率半径的第二曲率半径倒圆。
电极组件可以具有15000mm
从电极组件的一侧突出的电极片可以被安置在第一区域上。
根据本发明的又一方面,提供一种电池壳体的成型设备,所述电池壳体的成型设备包括:模具,软包膜被安置在所述模具的顶表面上,所述模具包括形成为从顶表面向内凹陷的至少一个成型空间;以及冲头,所述冲头设置在成型空间的上方,并且被配置为在下降的同时将软包膜插入成型空间中以模制软包膜,其中,模具包括被配置为将成型空间连接到顶表面的多个冲压边缘,并且至少一个冲压边缘包括:第三区域,所述第三区域形成为以第三曲率半径倒圆;以及第四区域,所述第四区域形成为以小于第三曲率半径的第四曲率半径倒圆。
第三曲率半径可以为1.5mm至2.5mm。
第四曲率半径可以为1mm以下。
根据本发明的又一方面,提供一种软包型二次电池,包括:电极组件,所述电极组件通过堆叠电极和隔板而形成;以及电池壳体,所述电池壳体包括被配置为在其中容纳电极组件的杯部,其中电池壳体包括被配置为将杯部的壁连接到从壁延伸的侧部的多个模具边缘,并且至少一个模具边缘对应于从电极组件的一侧突出的电极片并且包括向内凹陷地凹入的第一区域。
所述至少一个模具边缘可以进一步包括第二区域,所述第二区域连接到第一区域并且形成为比第一区域向内更少地凹入。
第-区域可以形成为以第一曲率半径倒圆,并且第二区域可以形成为以小于第一曲率半径的第二曲率半径倒圆。
实施例的其他细节包括在具体实施方式和附图中。
有益效果
根据本发明的实施例,至少具有以下效果。
在模具边缘中,其上安置有电极片的第一区域可以形成为以相对较大的第一曲率半径倒圆,并且其上未安置有电极片的第二区域可以形成为以相对较小的第二曲率半径倒圆。因此,即使杯部的壁接近垂直状态,并且杯部的模具边缘的曲率半径减小,也可以防止模具边缘与电极片之间发生干涉。
本发明的效果不受前述说明的限制,因此本说明书中包含更多不同的效果。
附图说明
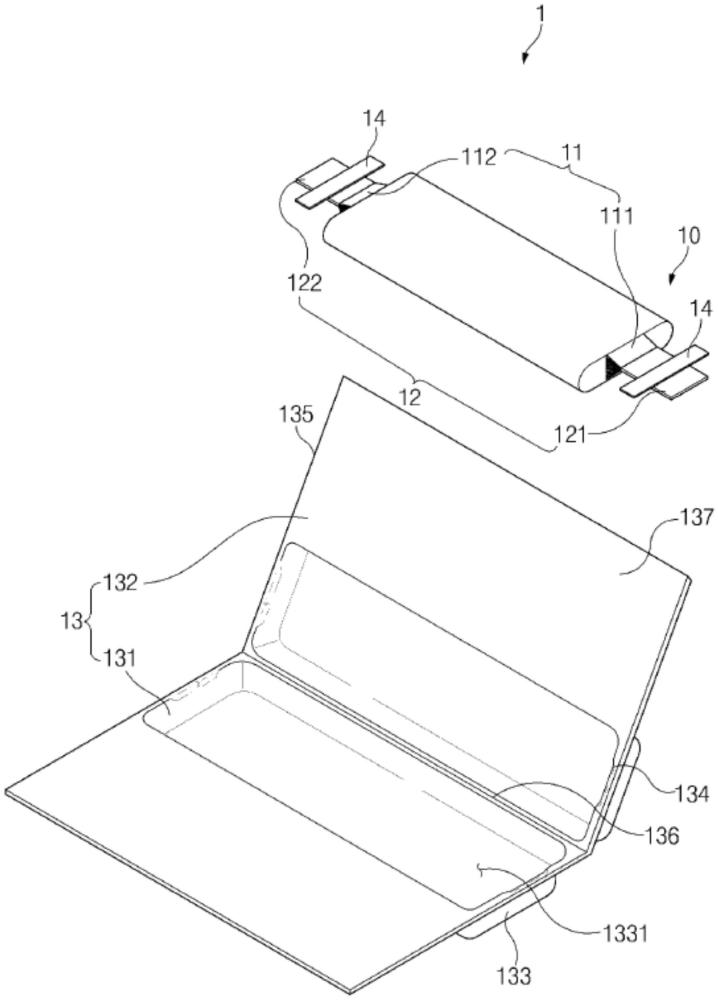
图1是根据本发明的实施例的二次电池的组装图。
图2是根据本发明的实施例的软包膜的剖视图。
图3是示出合金编号为AA8079的铝合金和合金编号为AA8021的铝合金的铁和硅含量的图。
图4是示出根据合金编号为AA8079的铝合金和合金编号为AA8021的铝合金的铁含量的抗拉强度(Rm)、拉伸率和粒径的变化的图。
图5是合金编号为AA8079的铝合金和合金编号为AA8021的铝合金的晶粒的放大SEM照片。
图6是根据本发明的比较例的模具边缘和电极片的放大示意图。
图7是根据本发明的实施例的电池壳体的局部平面图。
图8是示出根据本发明的实施例的将电极组件插入电池壳体的杯部中的状态的局部平面图。
图9是根据本发明的实施例的模具边缘的第一区域和电极片的放大示意图。
图10是根据本发明的实施例的杯部的模具边缘的第二区域和电极片的放大示意图。
图11是根据本发明的实施例的成型设备的示意图。
图12是根据本发明的实施例的模具的局部放大图。
图13是根据本发明的另一实施例的二次电池的局部透视图。
具体实施方式
本发明的优点和特征及其实现方法将通过以下结合附图描述的实施例来阐明。然而,本发明可以以不同的形式实施,并且不应被解释为限于在此阐述的实施例。相反,提供这些实施例是为了使本公开彻底和完整,并将本发明的范围充分传达给本领域技术人员。此外,本发明仅由权利要求的范围限定。相同的附图标记始终指代相同的元件。
除非本发明中使用的术语有不同的定义,否则在此使用的所有术语(包括技术术语和科学术语)具有与本领域技术人员通常理解的相同含义。此外,除非在描述中明确定义,否则在常用词典中定义的术语不被理想地或过度地解释为具有正式含义。
在以下描述中,技术术语仅用于解释特定示例性实施例,而不是限制本发明。在本说明书中,除非特别提及,否则单数形式的术语可以包括复数形式。“包括”和/或“包含”的含义不排除提及的部件之外的其他部件。
在下文中,将参照附图详细描述优选实施例。
图1是根据本发明的实施例的二次电池1的组装图。
根据本发明的实施例,当模制软包膜135以制造软包型电池壳体13时,由于可以提高软包膜135的抗拉强度和拉伸率,所以可以增加韧性以提高成型性。
为此,根据本发明实施例的软包膜135包括:由第一聚合物制成并形成在最内层的密封剂层1351(参见图2);由第二聚合物制成并形成在最外层的表面保护层1353(参见图2);以及堆叠在表面保护层1353与密封剂层1351之间的湿气(或气体)阻挡层1352(参见图2)。湿气阻隔层1352可以形成为厚度为50μm至80μm并且粒径为10μm至13μm的铝合金薄膜,并且密封剂层1351可以具有60μm至100μm的厚度。特别地,湿气阻隔层1352可以具有55μm至65μm的厚度,并且密封剂层1351可以具有75μm至85μm的厚度。
电极组件10通过交替堆叠电极和隔板而形成。首先,将电极活性物质、粘合剂和增塑剂彼此混合的浆料涂布到正极集电体和负极集电体以制造诸如正极和负极的电极。然后,将各个隔板层叠在电极之间以形成电极组件10,将电极组件10插入电池壳体13中,并注入电解质以密封电池壳体13。
电极组件10可以具有15000mm
特别地,电极组件10包括两种类型的电极(例如,正极和负极)以及插设在电极之间以使电极彼此绝缘的隔板。电极组件10可以是堆叠型、果冻卷型、堆叠折叠型等。两种类型的电极,即正极和负极中的每一者具有将活性材料浆料涂布到具有金属箔或金属网形状的电极集电体的结构。活性材料浆料通常可以通过在添加溶剂的状态下搅拌粒状活性材料、导体等来形成。溶剂可以在后续工序中去除。
如图1所示,电极组件10包括电极片11。电极片11分别连接到电极组件10的正极和负极以从电极组件10向外突出,从而在电极组件10的内部和外部之间提供电子移动通过的路径。电极组件10的电极集电体由涂布有电极活性材料的部分和未涂覆有电极活性材料的末端即非涂覆部构成。此外,每个电极片11可以通过切割未涂覆部或通过超声波焊接将单独的导电构件连接到未涂覆部来形成。如图1所示,电极片11可以向电极组件10的每个不同方向突出,但不限于此。例如,电极片可以向各个方向突出,例如,从一侧向同一方向彼此平行地突出。
在电极组件10中,向二次电池1的外部供电的电极引线12通过点焊连接到电极片11。此外,电极引线12的一部分被绝缘部14包围。绝缘部14可以设置为限于侧面134,在该侧面134,电池壳体13的第一壳体131和第二壳体132被热熔接,使得电极引线12被接合到电池壳体13。此外,可以防止从电极组件10产生的电通过电极引线12流向电池壳体13,并且可以保持电池壳体13的密封。因此,绝缘部14可以由不导电的、具有非导电性的非导体制成。通常,尽管主要使用容易附接到电极引线12并且厚度相对较薄的绝缘胶带作为绝缘部14,但本发明不限于此。例如,可以使用各种构件作为绝缘部14,只要这些构件能够使电极引线12绝缘即可。
电极引线12的一端连接到电极片11,电极引线12的另一端突出到电池壳体13的外部。即,电极引线12包括一端连接到阴极片111以在阴极片111突出的方向上延伸的阴极引线121以及一端连接到阳极片112以在阳极片112突出的方向上延伸的阳极引线122。另一方面,如图1所示,正极引线121和负极引线122的另一端都突出到电池壳体13的外部。因此,在电极组件10中产生的电可以被供给到外部。此外,由于正极片111和负极片112中的每一个形成为向各个方向突出,因此正极引线121和负极引线122中的每一个可以沿各个方向延伸。
正极引线121和负极引线122可以由彼此不同的材料制成。也就是说,正极引线121可以由与正极集电体相同的材料即铝(Al)材料制成,并且负极引线122可以由与负极集电体相同的材料即铜(Cu)材料或涂覆有镍(Ni)的铜材料制成。此外,电极引线12的向电池壳体13的外侧突出的部分可以设置为端子部并且与外部端子电连接。
电池壳体13是软包,其通过模制柔性材料制造并且在其中容纳电极组件10。在下文中,将对电池壳体13为软包的情况进行说明。当使用冲头22(参见图11)等对具有柔性的软包膜135进行拉伸成型时,软包膜135的一部分被拉伸而形成具有包括软包状的容纳空间1331的杯部133,从而制造电池壳体13。
电池壳体13容纳电极组件10,使得电极引线12的一部分暴露,然后被密封。如图1所示,电池壳体13包括第一壳体131和第二壳体132。在第二壳体132中可以设置形成有杯部133以容纳电极组件10的容纳空间1331,并且第二壳体132可以覆盖容纳空间1331的上侧,使得电极组件10不分离到电池壳体13的外部。如图1所示,第一壳体131的一侧和第二壳体132的一侧可以彼此连接。然而,本发明不限于此。例如,第一壳体131和第二壳体132可以单独制造以彼此分离。
当在软包膜135中模制杯部133时,可以在一个软包膜135中仅形成一个杯部133,但本发明不限于此。例如,可以在一个袋膜135中拉伸成型两个杯部使它们彼此相邻。然后,杯部133分别形成在第一壳体131和第二壳体132中。这里,分别形成在第一壳体131和第二壳体132中的杯部133中的每一个可以具有相同的深度D,但不限于此,并且可以具有不同的深度D。
根据本发明的实施例,杯部133的深度D可以为3mm以上,特别是6.5mm以上。因此,与一般的小型电池相比,根据本发明实施例的杯部133可以容纳具有更大电极容量的电极组件10。
在将电极组件10容纳在设置于第一壳体131的杯部133中的容纳空间1331中之后,电池壳体13可以相对于在电池壳体13中的两个杯部133之间形成的桥部136折叠,使得两个杯部133彼此相对。然后,第二壳体132的杯部133也从电极组件10的上侧容纳电极组件10。因此,由于两个杯部133容纳一个电极组件10,因此,与设置一个杯部133的情况相比,可以容纳具有更厚厚度的电极组件10。此外,由于第一壳体131和第二壳体132通过折叠电池壳体13而彼此一体地连接,所以可以减少稍后执行密封工艺时要密封的侧面134的数量。因此,可以提高工序速率,并且可以减少密封工序的数量。
电池壳体13可以包括设置有容纳电极组件10的容纳空间1331的杯部133,以及形成在杯部133的侧部以通过脱气孔排放在杯部133中产生的气体的脱气部137。当电极组件10被容纳在电池壳体13的杯部133中并且注入电解质然后进行活化处理时,在电池壳体13内部产生气体,并因此,进行向外部排气的脱气工序。
当电极引线12连接到电极组件10的电极片11,并且绝缘部14形成在电极引线12的一部分上时,电极组件10被容纳在设置于第一壳体131的杯部133中的容纳空间1331中,并且第二壳体132从上侧覆盖容纳空间。此外,电解质被注入到容纳空间中,并且延伸到第一壳体131和第二壳体132中的每一者的杯部133外侧的侧面134被密封。电解质可以使在二次电池1的充电和放电期间由电极的电化学反应产生的锂离子移动。电解质可以包括非水有机电解质或使用高分子电解质的聚合物其中所述非水有机电解质是锂盐和高纯度有机溶剂的混合物。此外,电解质可以包括硫化物类固体电解质、氧化物类固体电解质或聚合物类固体电解质,并且固体电解质可以具有容易因外力而变形的柔性。软包型二次电池1可以通过上述方法制造。
图2是根据本发明的实施例的软包膜135的剖视图。
作为根据本发明实施例的软包型二次电池1的电池壳体13的软包可以通过拉伸软包膜135来制造。即,通过使用冲头22等拉伸软包膜135来形成杯部133,从而制造电池壳体13。根据本发明的实施例,如图2所示,软包膜135可以包括密封剂层1351、湿气阻隔层1352以及表面保护层1353,并且根据需要还包括拉伸辅助层1354。
密封剂层1351可以由第一聚合物制成并且形成在最内层以与电极组件10直接接触。这里,最内层是指相对于湿气阻隔层1352朝向与设置电极组件10的方向相反的方向时最后设置的层。可以在使用冲头22等对如上所述的具有堆叠结构的袋膜135进行拉伸成型时将袋膜135的一部分拉伸以形成包括具有袋状的容纳空间1331的杯部133的同时制造电池壳体13。另外,当电极组件10容纳在容纳空间1331中时,注入电解质。之后,当第一壳体131和第二壳体132彼此接触而彼此面对,并且对侧边134施加热压时,密封剂层1351被彼此粘接,从而密封袋。这里,由于密封剂层1351与电极组件10直接接触,所以密封剂层1351必须具有绝缘性。此外,因为密封剂层1351还与电解质接触,所以密封剂层1351必须具有耐腐蚀性。此外,由于电池壳体13的内部被完全密封以防止材料在电池壳体13的内部与外部之间移动,因此必须实现高密封性。即,密封剂层1351被彼此接合的侧边134应该具有优异的热接合强度。通常,形成密封剂层1351的第一聚合物可以包括选自由聚乙烯、聚丙烯、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚氯乙烯、丙烯酸聚合物、聚丙烯腈、聚酰亚胺、聚酰胺、纤维素、芳纶、尼龙、聚酯、聚对苯并双恶唑、聚芳酯、聚四氟乙烯和玻璃纤维组成的组中的一种或多种材料。尤其,对于密封剂层1351,使用诸如聚丙烯(PP)或聚乙烯(PE)等聚烯烃类树脂。聚丙烯(PP)具有优异的机械性能,例如拉伸强度、刚性、表面硬度、耐磨性、耐热性,并且具有优异的化学性能,例如耐腐蚀性,并因此主要用于制造密封剂层1351。此外,密封剂层1351可以由流延(casted)聚丙烯、酸改性聚丙烯或聚丙烯-丁烯-乙烯三元共聚物制成。这里,酸处理聚丙烯可以是马来酸酐聚丙烯(MAHPP)。此外,密封剂层1351可以具有由一种材料制成的单层结构或两种或更多种材料各自形成为层的复合层结构。
根据本发明的实施例,密封剂层1351可以具有60μm至100μm的厚度,特别是75μm至85μm的厚度。如果密封剂层1351的厚度小于60μm,则密封剂层1351的耐久性可能会劣化,例如,在密封期间内部可能会破裂。相反,如果密封剂层的厚度大于100μm,则软包的总厚度过厚,反而成型性可能会劣化,或者相对于二次电池体积的能量密度可能降低。当密封剂层1351的厚度薄时,软包膜135的绝缘击穿电压可能会降低,因此绝缘性能会劣化。当使用绝缘性差的软包膜135制造电池时,缺陷率可能会增加。
湿气阻隔层1352被堆叠在表面保护层1353与密封剂层1351之间,以确保软包的机械强度,阻止二次电池1外部的气体或水分的进入和排出,并防止电解质泄漏。湿气阻隔层1352可以由铝合金薄膜制成。铝合金薄膜可以确保具有预定水平或更高水平的机械强度,并且重量轻。因此,由于电极组件10和电解质,铝合金薄膜可以补充电化学特性并确保散热。
更具体地,根据本发明实施例的铝合金薄膜可以具有10μm至13μm,优选地10.5μm至12.5μm,更优选地11μm至12μm的粒径。当铝合金薄膜的粒径满足上述范围时,可以在模制杯部时增加成型深度而不会产生小孔或裂纹。
除了铝之外,铝合金薄膜可以包括选自由铁(Fe)、铜(Cu)、铬(Cr)、锰(Mn)、镍(Ni)、镁(Mg)和锌(Zn)组成的组中的一种或两种或更多种。
此外,根据本发明的实施例,湿气阻隔层1352的厚度可以为50μm至80μm,特别是55μm至65μm。
根据相关技术,湿气阻隔层具有小于50μm的厚度从而使成型性劣化。因此,当软包膜135被拉伸成型时,杯部的壁的形成存在限制,当杯部形成为具有深的深度时上述杯部的壁接近垂直状态,并且减小杯部边缘的曲率半径存在限制。此外,当电池壳体受到来自外部的冲击时,由于穿孔强度较弱,因此内部电极组件可能容易损坏。
相反,如果湿气阻隔层的厚度大于约80μm,则不仅制造成本增加,而且二次电池的总厚度过厚,而使相对于二次电池体积的能量密度降低。如果为了减小二次电池的总厚度而将密封剂层的厚度减小到小于60μm,则密封耐久性可能劣化。
然而,当仅增加铝合金薄膜的厚度时,成型深度可能会增加,但成型后的铝合金薄膜中可能会产生小孔或裂纹从而使密封耐久性劣化。
本发明人反复研究的结果,当使用具有特定粒径的铝合金薄膜作为湿气阻隔层的材料时,湿气阻隔层和密封剂层各自的厚度控制在特定范围内,发现杯部成型得较深,密封耐久性也保持良好。因此,做出了本发明。
特别地,根据本发明的湿气阻隔层1352包括具有10μm至13μm、优选10.5μm至12.5μm、更优选11μm至12μm的粒径的铝合金薄膜。当铝合金薄膜的粒径满足上述范围时,在杯部成型时成型深度可以增加而不会产生小孔或裂纹。当铝合金薄膜的粒径超过13μm时,铝合金薄膜的强度下降,由于拉伸时内应力难以分散,因此裂纹或小孔的产生增加。当粒径小于10μm时,铝合金薄膜的柔性降低,成型性的提高受到限制。
粒径根据铝合金薄膜的组成和铝合金薄膜的加工方法而变化。这里,可以使用扫描电子显微镜(SEM)来观察和测量铝合金薄膜的厚度方向上的截面。特别地,在本发明中,可以使用扫描电子显微镜获取铝合金薄膜的厚度方向上的截面,然后,可以测量通过SEM图像观察到的晶粒中的预定数量的晶粒的最大直径,取最大直径的平均值作为粒径。
表面保护层1353由第二聚合物制成并且形成在最外层上以保护二次电池1免受外部摩擦和碰撞,并且还使电极组件10与外部电绝缘。这里,最外层表示相对于湿气阻隔层1352向与设置电极组件10的方向相反的方向配向时最后设置的层。形成表面保护层1353的第二聚合物可以包括选自由聚乙烯、聚丙烯、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚氯乙烯、丙烯酸聚合物、聚丙烯腈、聚酰亚胺、聚酰胺、纤维素、芳纶、尼龙、聚酯、聚对苯二甲双恶唑、聚芳酯、聚四氟乙烯和玻璃纤维组成的组中的一种或多种材料。特别地,可以主要使用具有耐磨性和耐热性的聚合物,例如聚对苯二甲酸乙二醇酯(PET)。此外,表面保护层1353可以具有由一种材料制成的单层结构或其中两种或更多种材料分别形成为层的复合层结构。
根据本发明的实施例,表面保护层1353的厚度可以为5μm至25μm,特别是7μm至12μm。如果表面保护层1352的厚度小于5μm,则外部绝缘性可能劣化。相反,如果表面保护层1352的厚度大于25μm,则软包的总厚度可能更厚,因此,相对于二次电池1的体积的能量密度可能降低。
尽管PET价格便宜,具有优异的耐久性,并且具有优异的电绝缘性,但相对于作为对于湿气阻隔层1352频繁使用的铝,PET的结合力较差,而且通过施加应力而拉伸PET时的表现可能是不同的。因此,当表面保护层1353和湿气阻隔层1352彼此直接接合时,保护层1353和湿气阻隔层1352可能在拉伸成型期间剥离。因此,湿气阻隔层1352没有被均匀地拉伸,从而导致成型性劣化。
根据本发明的实施例,电池壳体13可以由第三聚合物制成并且还包括堆叠在表面保护层1353与湿气阻隔层1352之间的拉伸辅助层1354。拉伸辅助层1354可以堆叠在表面保护层1352与湿气阻隔层1352之间以防止表面保护层1352和湿气阻隔层1352被拉伸时表面保护层1353和湿气阻隔层1352剥离。形成拉伸辅助层1354的第三聚合物可以包括选自由聚乙烯、聚丙烯、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚氯乙烯、丙烯酸聚合物、聚丙烯腈、聚酰亚胺、聚酰胺、纤维素、芳纶、尼龙、聚酯、聚对苯二甲双恶唑、聚芳酯、聚四氟乙烯和玻璃纤维组成的组中的一种或多种材料。特别地,由于尼龙树脂容易粘附到表面保护层1352的聚对苯二甲酸乙二醇酯(PET),并且在拉伸时的表现类似于湿气阻隔层1352的铝合金,因此可以主要使用尼龙树脂。此外,拉伸辅助层1354可以具有由一种材料制成的单层结构或其中两种或更多种材料分别形成为层的复合层结构。
在相关技术中,湿气阻隔层1352具有大约40μm的厚度,因此拉伸辅助层1354具有大约15μtm的相当薄的厚度。即,拉伸辅助层与湿气阻隔层的厚度比为1∶2.67,并且湿气阻隔层的厚度比相当高。然而,如上所述,根据本发明的实施例,由于湿气阻隔层1352具有大约50μm至大约80μm的厚度,特别是55μm至65μm的厚度,因此湿气阻隔层1352的成型性提高。这里,为了也提高拉伸辅助层1354的成型性,拉伸辅助层1354可以具有20μm至50μm的厚度,特别是25μm至38μm的厚度。如果拉伸辅助层1354具有小于20μm的厚度,则拉伸辅助层可能与湿气阻隔层的改进的成型性不一致,因此在拉伸过程中被损坏。相反,如果密封剂层1343具有大于50μm的厚度,则软包的总厚度很厚以增加二次电池的体积并且降低能量密度。特别地,根据本发明的实施例,拉伸辅助层1354与湿气阻隔层1352的厚度比可以小于1∶2.5。也就是说,与根据现有技术的拉伸辅助层1354的厚度比相比,拉伸辅助层1354的厚度比可以进一步增加。然而,当拉伸辅助层1354的厚度过厚时,软包的总厚度较厚,因此,厚度比可以大于1∶1.5,以防止软包的总厚度过厚。即,厚度比可以是1∶1.5至1∶2.5。
图3是示出合金编号为AA8079的铝合金和合金编号为AA8021的铝合金的铁和硅的含量的图。
如上所述,形成湿气阻隔层1352的铝合金薄膜可以具有10μm至13μm、优选10.5μm至12.5μm、更优选11μm至12μm的粒径。
此外,铝合金薄膜中的铁(Fe)含量可以为1.2wt%至1.7wt%,优选为1.3wt%至1.7wt%,更优选为1.3wt%至1.45wt%。如果铝合金薄膜中的铁(Fe)含量小于1.2wt%,则铝合金薄膜的强度可能会降低,而在成型过程中产生裂纹和小孔。如果铁(Fe)含量超过1.7wt%,则铝合金薄膜的柔性降低,从而导致成型性的改善受到限制。
此外,铝合金薄膜中的硅(Si)含量可以为0.2wt%以下,优选为0.05wt%至0.2wt%,更优选为0.1wt%至0.2wt%。当硅含量超过0.2wt%时,成型性可能劣化。
特别地,根据本发明的铝合金薄膜可以是具有合金编号AA8021的铝合金。
另一方面,具有合金编号AA8079的铝合金薄膜主要用于根据相关技术的电池软包。
当铝合金含有大量铁时,机械强度提高,而当铝合金含有少量铁时,柔性提高。
如图3所示,合金编号为AA8079的铝合金(以下称为AA8079铝合金)含有0.6wt%至1.2wt%的铁和0.3wt%以下的硅。在合金编号AA8079的铝合金的情况下,包含相对较少的铁,并且当使用该铝合金制造湿气阻隔层1352时,可以提高柔性,但是强度会降低,因此成型性会受到限制。
另一方面,如图3所示,AA8021铝合金可以包含1.2wt%至1.7wt%,特别地1.3wt%至1.7wt%的铁,以及0.2wt%以下的硅。在使用AA8021铝合金制造湿气阻隔层1352的情况下,由于包含相对大量的铁,所以可以提高抗拉强度、拉伸率和穿孔强度。
另一方面,当对任何材料施加拉伸力时,抗拉强度与拉伸率之间的关系可以以曲线图表示。在此,如果曲线图的纵轴是抗拉强度,横轴是拉伸率,则曲线图的下部区域是对应材料的韧性。韧性是指材料的抵抗断裂的韧性程度,韧性越高,材料直至材料不断裂为止被拉伸越多。
因此,当使用AA8021铝合金制造湿气阻隔层1352时,可以提高抗拉强度和拉伸率,从而可以提高韧性和成型性。
图4是示出根据AA8079铝合金和AA8021铝合金的铁和硅含量的抗拉强度、拉伸率和粒径的曲线图,图5是AA8079铝合金和AA8021铝合金的晶粒的放大SEM图。
如图4所示,抗拉强度、拉伸率和粒径根据铝合金的铁含量而变化。特别地,由于抗拉强度和拉伸率与铁含量成正比,因此,抗拉强度和拉伸率也随着铁含量增加而增加。另一方面,由于粒径与铁含量成反比,因此粒径随着铁含量的增加而减小。
AA8079铝合金具有13μm至21μm的相对较大的粒径。因此,存在拉伸时内部应力较少地分散从而小孔数增加并且电池壳体13的成型性降低的问题。
AA8021铝合金具有10μm至13μm的相对较小的粒径。因此,由于拉伸时内部应力更加分散,因此可以减少小孔的数量,从而提高电池壳体13的成型性。
根据本发明的软包膜135的总厚度可以为160μm至200μm,优选地为180μm至200μm。当软包膜135的厚度满足上述范围时,可以最小化由于软包的厚度增加而使电池容纳空间的减小和密封耐久性的劣化的同时增加成型深度。
根据本发明的软包膜135通过包括具有特定厚度和粒径的铝合金薄膜而具有优异的抗拉强度和拉伸率。特别地,根据本发明的软包膜135被切割成15mm×80mm的尺寸后,在以50mm/min的拉伸速度拉伸时测量的抗拉强度可以为200N/15mm至300N/15mm,优选为210N/15mm至270N/15mm,更优选为220N/15mm至250N/15mm,拉伸率可以为120%至150%,优选为120%至140%,更优选为120%至130%。如上所述,根据本发明的软包膜堆叠体具有高抗拉强度和拉伸率以提高韧性。因此,当模制杯部时,即使模制深度深,产生裂纹的可能性也很低。
此外,根据本发明的软包膜堆叠体通过包括具有特定厚度和粒径的铝合金薄膜而具有优异的穿孔强度。特别地,根据本发明的软包膜堆叠体可以具有30N以上的穿孔强度。图6是根据本发明的比较例的模具边缘138和电极片11的放大示意图。
杯部133包括各种类型的边缘,例如,包括形成为与冲头22的冲压边缘221相对应的冲头边缘和形成为与模具21的冲压边缘213相对应的模具边缘138。冲头边缘139将围绕杯部133的周边的多个壁1333中的每一个连接到底部1332,并且模具边缘138将多个壁1333中的每一个连接到侧面134。然而,如果模具的冲压边缘没有倒角,则模具的冲压边缘锋利,因此,在形成软包膜135时,应力集中在杯部的模具边缘上而容易产生裂纹。
为了解决这个问题,如图6所示,模具21的冲压边缘213可以被倒圆,使得杯部333的模具边缘338可以形成为圆形,从而以一定程度分散集中到模具边缘的应力。
然而,当杯部的深度形成为大于或等于一定深度时,当杯部的模具边缘的曲率半径形成为小(例如,2mm以下)时软包膜135中仍然会产生裂纹。例如,基于一个杯部133的模制,指定深度可以是大约7mm,基于两个杯部133的模制,指定深度可以是大约6.5mm。
在本说明书中,模具边缘138和338形成为圆形是指曲面形成为具有曲率,并且该曲面可以总体上具有恒定的曲率,但不限于此。
因此,根据本发明的实施例,密封剂层1351可以具有60μm至100μm,特别是75μm至85μm的厚度,并且湿气阻隔层1352可以具有50μm至80μm,特别是55μm至65μm的厚度。湿气阻隔层1352可以由具有10μm至13μm的粒径的铝合金薄膜制成。
因此,由于湿气阻隔层1352的成型性提高,因此,如图6所示,当软包膜135被拉伸成型时,当杯部333形成为具有大于或等于指定深度的深度时,杯部333的壁3333可以接近垂直状态,并且杯部333的边缘338和339中的每一者的曲率半径R3可以减小。
或者,根据本发明的另一实施例,当软包膜135被拉伸成型时,杯部333可以形成为具有小于或等于指定深度的深度,使得杯部333的壁3333接近垂直状态,杯部333的边缘338和339中的每一者的曲率半径R3减小。
特别地,杯部333的壁3333可以形成为接近垂直侧面以具有从底部3332起90°至95°、优选地90°至93°的倾斜角。此外,杯部133的边缘338和339中的至少一个可以被倒圆而具有与杯部333的深度的1/20至1/6相对应的曲率半径。特别地,即使杯部133的边缘338和339中的至少一个被倒圆而具有1mm以下,特别是0.7mm以下的曲率半径R3,也可以防止产生裂纹。
当如上所述制造电池壳体13时,由于容纳空间1331的体积增加,因此容纳在容纳空间1331中的电极组件10的体积也可以增加,并且与二次电池1的体积相比的能量效率也可以增加。此外,制造成本不会显著增加,在不减小密封剂层1351的厚度的情况下软包的总厚度不会显著增加,并且密封耐久性不会劣化。此外,由于软包型电池壳体13和软包型二次电池1中的每一个在整体上都具有尖形形状,所以二次电池1的外观可以是优异的,并且可以提高市场性。
然而,当杯部333的壁3333接近垂直状态时,杯部333的边缘338和339中的每一者的曲率半径减小,如图6所示,模具边缘338和电极片11可能相互干涉。特别地,由于电极片11从堆叠在电极组件10中的电极突出,因此电极片11可以设置为与电极组件10中的电极数量一样多的多个电极片11。另外,在多个电极片11堆叠并相互连接之后,电极片11被置于侧面134上。这里,从模具边缘338到侧面134安置电极片11。因此,随着模具边缘338的曲率半径R3减小,模具边缘338可以朝向杯部333的内侧插入,并且模具边缘338处的柔性可能会劣化。然后,模具边缘338与电极片11之间的距离可能会进一步减小,模具边缘338可能挤压电极片11而引起模具边缘338与电极片11之间的干涉。特别地,随着电极片11的数量增加,堆叠的电极片11的厚度变厚,因此杯部333的壁3333与电极片11之间的空间变窄。因此,当模具边缘338进一步挤压电极片11时,可能不能顺利地供电,甚至电极片11可能断开。
图7是根据本发明的实施例的电池壳体13的局部平面图。图8是示出根据本发明的实施例的将电极组件10插入电池壳体13的杯部中的状态的局部平面图。
根据本发明的实施例,可以提高软包膜135的成型性。因此,即使杯部133的壁1333接近垂直状态,并且杯部133的模具边缘138的曲率半径R1和R2减小,也可以防止边缘138和电极片11相互干涉。
为此,根据本发明实施例的软包型电池壳体13包括:容纳电极组件10的杯部133,所述电极组件10通过堆叠电极和隔板而形成;多个模具边缘138,所述多个模具边缘138将杯部133的壁1333连接到从壁1333延伸的侧面134。至少一个模具边缘138包括第一区域1381和第二区域1382,第一区域1381形成为以第一曲率半径R1(参见图9)倒圆,第二区域1382形成为以小于第一曲率半径R1的第二曲率半径R2(参见图10)倒圆。
此外,根据本发明实施例的软包型电池壳体1包括通过堆叠电极和隔板形成的电极组件10以及包括在其中容纳电极组件10的杯部133的电池壳体13。电池壳体13包括将杯部133的壁1333连接到从壁1333延伸的侧面134的多个模具边缘138。至少一个模具边缘138包括形成为以第一曲率半径R1倒圆的第一区域1381和形成为以小于第一曲率半径R1的第二曲率半径R2倒圆的第二区域1382。
如上所述,电池壳体13包括围绕杯部133的周边的多个壁1333以及从壁1333延伸的侧面134。此外,模具边缘138将多个壁1333中的每一个连接到侧面134。根据本发明的实施例,至少一个模具边缘138形成为以两个不同的曲率半径R1和R2倒圆。即,如图7所示,至少一个模具边缘138包括形成为以第一曲率半径R1倒圆的第一区域1381和形成为以小于第一曲率半径R1的第二曲率半径R2倒圆的第二区域1382。
这里,第一曲率半径R1可以为1.7mm至2.7mm,第二曲率半径R2可以为1.2mm以下,优选地0.7mm以下。即,第一曲率半径R1可以是第二曲率半径R2的1.5倍至4倍。
如图7和图8所示,第一区域1381是在其上安置从电极组件10的一侧突出的电极片11的区域。另一方面,第二区域1382是在其上不安置电极片11的区域。因此,第一区域1381形成为以相对较大的第一曲率半径R1倒圆,并且第二区域1382形成为以相对较小的第二曲率半径R2倒圆。
第一区域1381的长度可以对应于电极片11的宽度,使得电极片11被稳定地安置。这里,对应是指第一区域1381的长度等于或略大于电极片11的宽度。如果第一区域1381的长度小于电极片11的宽度,则电极片11可能无法稳定地安置在模具边缘138上。
由于模具边缘138沿着杯部133的壁1333的周边形成,因此模具边缘138设置为与壁1333的数量一样多的多个模具边缘。例如,如图7所示,如果杯部133具有矩形形状,则可以形成四个模具边缘138。然而,本发明不限于此,模具边缘138的数量可以根据杯部133的壁1333的数量而变化得不同。
此外,如果多个电极片11向电极组件10的不同方向突出,则在其上安置电极片11的第一区域1381也可以形成在不同的模具边缘138上。例如,如图7所示,一个第一区域1381可以形成在彼此面对的两个模具边缘138中的每一个上。这里,第一区域1381可以大致设置在模具边缘138的中心处,并且第二区域1382可以形成在第一区域1381的两侧的每一侧上。然而,本发明不限于此,并且如果多个电极片11从电极组件10的一侧向相同方向并排突出,则第一区域1381在一个模具边缘138上形成多个。在这种情况下,第二区域1382可以形成在多个第一区域1381之间。
由于第一区域1381和第二区域1382以不同的曲率半径R1和R2倒圆,因此可以在第一区域1381与第二区域1382之间形成台阶部。
然而,本发明不限于此,将第一区域1381与第二区域1382连接的连接区域可以形成为不形成台阶部。连接区域也可以形成为圆形,并且可以在从第一区域1381延伸到第二区域1382的同时从第一曲率半径R1连续地变化到第二曲率半径R2。因此,第一区域1381和第二区域1382可以连续地连接而不在它们之间形成台阶部。
图9是根据本发明的实施例的模具边缘138的第一区域1381和电极片11的放大示意图。图10是根据本发明的实施例的杯部133的模具边缘138的第二区域1382和电极片11的放大示意图。
如上所述,在其上安置电极片11的第一区域1381以相对较大的第一曲率半径R1倒圆。
第一曲率半径R1可以为1.7mm至2.7mm。因此,如图9所示,由于模具边缘138不挤压电极片11,因此可以防止模具边缘138和电极片11在在其上安置电极片11的第一区域1381上相互干涉。
另一方面,在其上不安置电极片11的第二区域1382以相对较小的第二曲率半径R2倒圆。第二曲率半径R2可以为1.2mm以下,优选为0.7mm以下。
因此,如图10所示,相对于二次电池1的体积的能量效率也可以增加,并且由于软包型电池壳体13和软包型二次电池1中的每一个总体上制造成锐利形状,所以二次电池1的外观也可以是优异的,并且可以提高市场性。
图11是根据本发明的实施例的成型设备2的示意图。
根据本发明的实施例的用于模制软包膜135的成型设备2包括:模具21,软包膜135被置于模具21的顶表面上,并且模具21包括形成为从顶表面向内凹陷的至少一个成型空间211;以及冲头22,冲头22设置在成型空间211的上方,并在下降的同时将软包膜135插入成型空间211中以模制软包膜135。模具21包括将成型空间211连接至顶表面的多个冲压边缘213,并且至少一个冲压边缘213包括形成为以第三曲率半径倒圆的第三区域2131(参见图12)和形成为以小于第三曲率半径的第四曲率半径倒圆的第四区域2132(参见图12)。
当使用成型设备2模制软包膜135时,可以如上所述仅形成一个杯部133,但本发明不限于此。例如,两个杯部133可以被拉伸成型为彼此相邻。为此,如图6所示,可以在模具21中彼此相邻地形成两个成型空间211,并且可以在两个成型空间211之间形成分隔壁212。当在将冲头22插入到两个成型空间211中的同时对软包膜135进行拉伸成型时,一个杯部可以形成在第一壳体131和第二壳体132中的每一个中以对应于两个成型空间211中的每一个,因此,总共形成两个杯部133。还可以在两个杯部133之间形成桥部136以对应于分隔壁212。
当稍后折叠电池壳体13时,桥部136可以用作基准部。当二次电池1的制造完成时,桥部136可以在二次电池1的一侧形成折叠部(未示出)。由于折叠部将第一壳体131和第二壳体132彼此一体连接,因此,当稍后执行密封工艺时,可以减少要密封的侧面134的数量。因此,可以提高工艺速率,并且可以减少密封工序的数量。这里,随着折叠部的宽度减小,杯部133的壁1333与电极组件10之间的空间也会减小。因此,由于二次电池1的整体体积减小,因此相对于体积的能量密度会增加。
由于折叠部的宽度与桥部136的厚度成正比,并且桥部136形成为对应于分隔壁212,因此桥部136的厚度与分隔壁212的厚度成正比。因此,当模制软包膜135时,桥部136的厚度可以被最小化,为此,分隔壁212的厚度可以被最小化。
然而,如果分隔壁212形成为在薄的状态下具有过高的高度,则分隔壁212可能在拉伸成型过程中被损坏。特别地,根据现有技术,模具21具有底部,但是在这种情况下,当冲头22模制软包膜135时,存在于软包膜135与成型空间211之间的空间中的气体可能不会被排出。
因此,最近,可以去除模具21的底部,使得存在于软包膜135与成型空间211之间的空间中的气体容易排出,但是分隔壁212的高度可能过高。
因此,根据本发明的实施例,如图10所示,分隔壁212的上部可以保持在最小的厚度,并且可以在分隔壁212的下部形成厚度大于分隔壁212的厚度的加强部2121。加强部2121可以形成为比将要形成在电池壳体13中的杯部133的深度D更深,并且加强部2121可以形成在不损坏分隔壁212的位置处。加强部2121的具体位置可以根据分隔壁212的厚度、分隔壁212的材料、冲头22的压力和将要形成的杯部133的深度D来实验确定。
然而,本发明不限于此,分隔壁212可以形成为朝向下部厚度逐渐增加。即,分隔壁212的截面的至少一部分可以具有大致三角形形状,并且形成在分隔壁212中的成型空间211的内壁214可以具有倾斜度。形成在分隔壁212中的成型空间211的内壁214的准确倾斜度可以通过分隔壁212的上部的厚度、分隔壁212的材料、冲头22的压力以及将要形成的杯部133的深度D来实验确定。因此,分隔壁212的强度可以增加,以防止分隔壁212在拉伸成型过程中被损坏。
图12是根据本发明的实施例的模具21的局部放大图。
根据本发明的实施例,软包型电池壳体13的至少一个模具边缘138包括形成为以第一曲率半径R1倒圆的第一区域1381和形成为以小于第一曲率半径R1的第二曲率半径R2倒圆的第二区域1382。
此外,为了制造电池壳体13,根据本发明实施例的模具21包括将其顶表面与成型空间211相互连接的多个冲压边缘213,并且至少一个冲压边缘213包括以第三曲率半径倒圆的第三区域2131和以小于第三曲率半径的第四曲率半径倒圆的第四区域2132。
软包膜135安置于模具21的顶表面上,特别地,覆盖成型空间211,并且设置在成型空间211上方的冲头22下降以将软包膜135插入成型空间211中以模制软包膜135。因此,形成杯部133并且制造软包型电池壳体13。这里,软包型电池壳体13的模具边缘138形成为对应于模具21的多个冲压边缘213。
冲压边缘213的第三区域2131对应于电池壳体13的第一区域1381。这里,第三区域2131的第三曲率半径可以是通过从第一区域1381的第一曲率半径R1中减去软包膜135的厚度而得到的值。例如,如果软包膜135的厚度为0.2mm,则第一区域1381的第一曲率半径R1可以为1.7mm至2.7mm,因此第三区域2131的第三曲率半径可以在1.5mm至2.5mm的范围内。
此外,冲压边缘213的第四区域2132对应于电池壳体13的第二区域1382。这里,第二区域2132的第四曲率半径可以是通过从第二区域1382的第二曲率半径R2中减去软包膜135的厚度而得到的值。例如,第二区域1382的第二曲率半径R2可以为1.2mm以下,优选为0.7mm以下,第四区域2132的第四曲率半径可以为1mm以下,优选可以为0.5mm以下。
模具21的冲压边缘213对应于电池壳体13的模具边缘138,并且模具21的成型空间211对应于电池壳体13的杯部133。因此,由于冲压边缘213也沿着成型空间211的周边形成,因此,如果成型空间211具有矩形形状,则可以形成四个冲压边缘213。
此外,第三区域2131也可以形成在不同的冲压边缘213的每一个上。例如,一个第三区域2131可以形成在彼此面对的两个冲压边缘213中的每一个上。这里,第三区域2131可以大致设置在冲压边缘213的中心处,并且第二区域2132可以形成在第一区域2131的两侧中的每一侧上。然而,本发明不限于此。例如,第三区域2131可以在一个模具边缘138上形成有多个,并且第四区域2132可以形成在第三区域2131之间。
由于第三区域2131和第四区域2132以不同的曲率半径倒圆,因此在第三区域2131与第四区域2132之间可以形成台阶部。然而,本发明不限于此,可以形成将第三区域2131连接到第四区域2132的连接区域从而不形成台阶部。连接区域也可以形成为圆形的,并且可以在从第三区域2131延伸到第四区域2132的同时从第三曲率半径连续地变化到第四曲率半径。因此,第三区域2131和第四区域2132可以被连续地连接而在它们之间不形成台阶部。
图13是根据本发明的另一实施例的二次电池1的局部透视图。
在根据本实施例的电池壳体13中包括的至少一个模具边缘138可以对应于电极片11(参见图1)并且包括向内凹陷地凹入的第一区域1381。至少一个模具边缘138可以进一步包括第二区域1382,该第二区域1382连接到第一区域1381并且形成为与第一区域1381相比向内侧较少地凹入。
更详细地,当从外侧观察二次电池1时,第一区域1381可以比第二区域1382向内侧即朝向侧面134更深地凹陷。因此,与电极片11干涉的突起或拐角可以不形成在电极片11的宽度方向,即,模具边缘138的长度方向上。
也就是说,当电极组件10被容纳在电池壳体13中时,即使电极片11不准确地对应于第一区域1381并且部分地偏向第二区域1382,电极片11和第二区域1382也可以不相互干涉。例如,即使第一区域1381的长度小于电极片11的宽度,电极片11和第二区域1382也不会相互干涉。
此外,由于第一区域1381凹陷地凹入,因此电极片11不会被第一区域1381过度挤压。
因此,即使电极组件10的电极片11的宽度改变,也不必变更成型设备。
此外,在本实施例中,第一区域1381和第二区域1382可以分别形成为以不同的曲率半径倒圆。即,第一区域1381的第一曲率半径R1可以大于第二区域1382的第二曲率半径R2。
本发明技术领域的普通技术人员将理解,本发明可以在不改变技术思想或基本特征的情况下以其他特定形式实施。因此,以上公开的实施例被认为是说明性的而不是限制性的。因此,本发明的范围由所附权利要求而非前述说明以及本文描述的示例性实施例限定。在本发明的权利要求的等同含义内以及在权利要求范围内进行的各种修改应被视为在本发明的范围内。
[附图标记的说明]
1:二次电池2:成型设备
10:电极组件11:电极片
12:电极引线13:电池壳体
14:绝缘部21:模具
22:冲头111:正极片
112:负极片121:正极引线
122:负极引线131:第一壳体
132:第二壳体133:杯部
134:侧面135:软包膜
136:桥部137:脱气部
138:模具边缘139:冲头边缘
211:成型空间212:分隔壁
213:模具的冲压边缘221:冲头的冲压边缘
1331:容纳空间1332:底部
1333:壁1351:密封剂层
1352:湿气阻隔层1353:表面保护层
1354:拉伸辅助层1381:第一区域
1382:第二区域2121:加强部
2131:第三区域2132:第四区域