底座用锁螺丝设备
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及自动化设备领域,尤其涉及一种底座用锁螺丝设备。
背景技术
随着科技的发展,为了满足工业生产的需求,工业水平越来越高。传统工业需要大量劳动力,而随着劳动里成本的增加,目前的工业设备逐渐采用自动化替代人工,不断降低人工劳动成本。
底座需要用到螺丝锁付,传统的做法是人工将底座安装于底座载具上,再通过人手进行螺丝锁付。传统的做法作业效率低下,人员工作强度大,长时间作业后,产品品质容易出现疏忽,导致螺丝浮锁或者滑牙未被检出。
因此,急需要一种提高生产效率、提高锁螺丝准确率且自动化程度高的底座用锁螺丝设备来克服上述缺陷。
发明内容
本发明的目的在于提供一种空间利用合理且降低冷却成本提高冷却效率的底座用锁螺丝设备。
为实现上述目的,本发明的底座用锁螺丝设备包括工作台、用于定位底座的载具、用于带动载具在工位间移动的移载模组、用于压紧底座的压料模组、用于对底座锁付螺丝的锁付模组、用于下料底座的下料模组及中控屏,载具安装于移载模组的输出端上,移动模组设于工作台上并带动载具沿前后方向依次在上料工位、锁付工位及下料工位之间移动;锁付模组包括用于输送螺钉的供料机构及用于将螺钉拧紧的锁付机构,供料机构位于工作台之外,供料机构与锁付机构之间通过气管连接,压料模组及锁付机构沿前后方向呈间隔开的设于工作台上,压料模组及锁付机构还向下朝向移载模组,压料模组及锁付机构均设于锁付工位上,下料模组设于下料工位上,下料模组向下朝向移载模组,中控屏设于工作台上,中控屏分别与移载模组、压料模组、锁付模组及下料模组电性连接,中控屏控制移载模组带动载具依次停留于上料工位、锁付工位及下料工位处,当载具停留于上料工位时,人工将底座安装于载具上,当载具停留于锁付工位时,压料模组向下压紧底座,锁付机构将螺丝锁紧于底座上;当载具停留于下料工位时,下料模组沿上下方向及左右方向移动以取走底座。
与现有技术相比,本发明的底座用锁螺丝设备借助中控屏、移载模组、压料模组、锁付模组及下料模组之间的相互配合,移载模组将载具从上料工位输送至锁付工位再到下料工位,在上料工位时,人工将底座上料至载具上;在锁付工位时,压料模组对底座进行压紧防止底座移位,锁付模组对底座进行锁付螺丝;在下料工位时,下料模组取走底座完成下料。故本发明的底座用锁螺丝设备的自动化程度高,减少人工成本,提高生产效率,降低返工率。
较佳地,移载模组为两个并沿左右方向呈间隔开的设置,压料模组及锁付模组均为两个并分别设于两移载模组的外侧。
较佳地,本发明的底座用锁螺丝设备还包括保护罩,保护罩罩于工作台上。
较佳地,本发明的底座用锁螺丝设备还包括传感装置,传感装置安装于工作台并位于锁付工位,传感装置与中控屏电性连接,当底座停留于锁付工位时,传感装置将信号传递于中控屏。
较佳地,本发明的底座用锁螺丝设备还包括一竖直地设于移载模组的外侧的总安装板,压料模组及锁付机构沿前后方向安装于总安装板上。
较佳地,压料模组包括气缸安装板、压料气缸、横杆及压头,压料气缸安装于气缸安装板上,压料气缸的输出端沿上下方向设置,横杆水平设置,横杆的一端与压料气缸的输出端连接,横杆的另一端的下方与压头连接。
较佳地,压头的底面具有缓冲层结构。
较佳地,供料机构包括圆振组件及直振组件,圆振组件的输出端与直振组件的输入端连接,直振组件的输出端通过气管与锁付机构连接。
较佳地,锁付机构包括第二安装板、锁付气缸、旋转气缸、上滑动板、下滑动板、固定板、连接杆、电批、连接器、锁付通道及气嘴通道,上滑板及下滑板水平设置并沿上下方向相隔开并同步地滑设于第二安装板上,固定板水平地安装于第二安装板的下方,锁付气缸安装于第二安装板上,锁付气缸的输出端朝下设置并与上滑板连接,旋转气缸安装于上滑板上,旋转气缸的输出端与连接杆连接,连接杆及电批竖直设置,连接杆与电批之间通过连接器连接,连接器安装于下滑板上,电批可上下穿置于锁付通道内,气嘴通道与锁付通道相连通。
较佳地,下料模组包括第三安装板、直线横移机构、升降气缸、吸嘴安装板及吸嘴,直线横移机构安装于第三安装板上,升降气缸安装于直线横移机构的输出端上,吸嘴安装板安装于升降气缸的输出端上,吸嘴为若干个并连接于吸嘴安装板的底面,吸嘴向下朝向移载模组。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
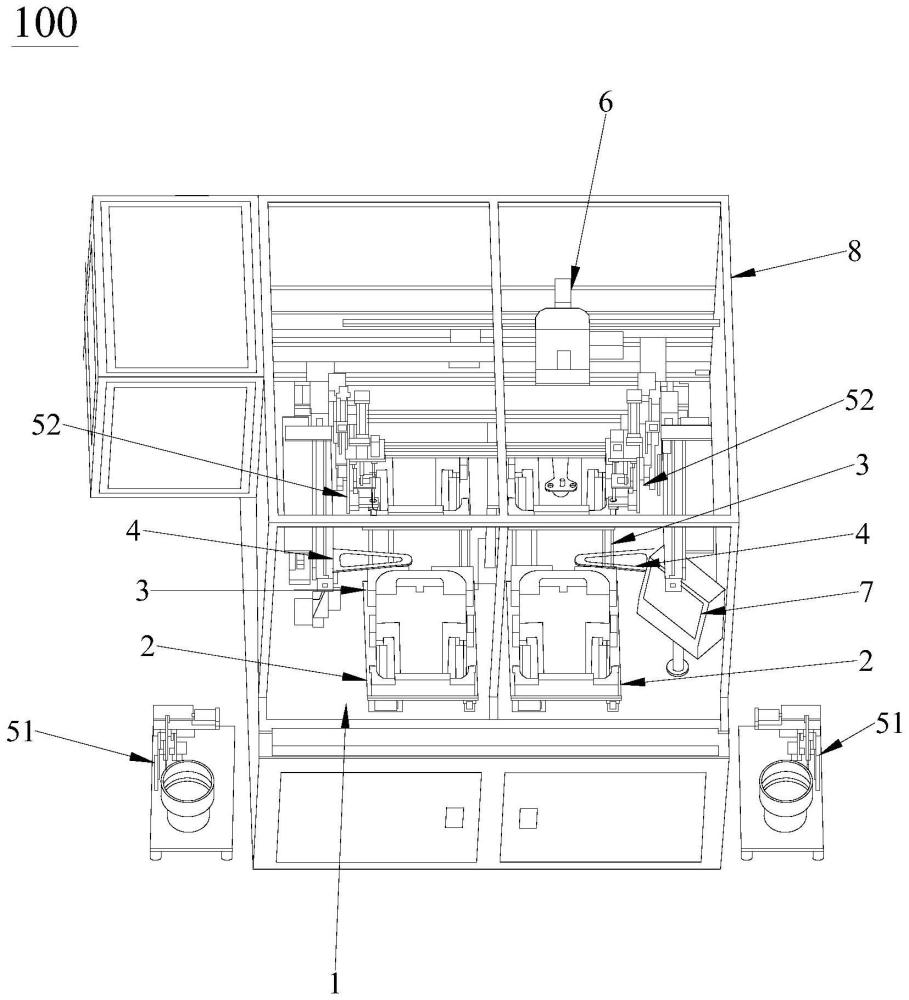
图1是本发明底座用锁螺丝设备的立体结构示意图。
图2是本发明底座用锁螺丝设备的压料模组的正视结构示意图。
图3是本发明底座用锁螺丝设备的压料模组的侧视结构示意图。
图4是本发明底座用锁螺丝设备的锁付模组的供料机构的的侧视结构示意图。
图5是本发明底座用锁螺丝设备的锁付模组的锁付机构的正视结构示意图。
图6是本发明底座用锁螺丝设备的锁付模组的锁付机构的侧视结构示意图。
图7是本发明底座用锁螺丝设备的下料模组的正视结构示意图。
图8是本发明底座用锁螺丝设备的下料模组的侧视结构示意图。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参阅图1,本发明的底座用锁螺丝设备100包括工作台1、用于定位底座200的载具2、用于带动载具2在工位间移动的移载模组3、用于压紧底座200的压料模组4、用于对底座200锁付螺丝的锁付模组、用于下料底座200的下料模组6及中控屏7。载具2安装于移载模组3的输出端上,移载模组3设于工作台1上并带动载具2沿前后方向依次在上料工位、锁付工位及下料工位之间移动。锁付模组包括用于输送螺钉的供料机构51及用于将螺钉拧紧的锁付机构52,供料机构51位于工作台1之外,供料机构51与锁付机构52之间通过气管(图中未示)连接。压料模组4及锁付机构52沿前后方向呈间隔开的设于工作台1上,压料模组4及锁付机构52还向下朝向移载模组3,压料模组4及锁付机构52均设于锁付工位上。借助压料模组4,从而压紧底座200,以便于锁付机构52在锁付时不会造成底座200移动而出现锁付不合格的情况。下料模组6设于下料工位上,下料模组6向下朝向移载模组3。中控屏7设于工作台1上,中控屏7分别与移载模组3、压料模组4、锁付模组及下料模组6电性连接,中控屏7控制移载模组3带动载具2依次停留于上料工位、锁付工位及下料工位处,当载具2停留于上料工位时,人工将底座200安装于载具2上;当载具2停留于锁付工位时,压料模组4向下压紧底座200,锁付机构52将螺丝锁紧于底座200上;当载具2停留于下料工位时,下料模组6沿上下方向及左右方向移动以取走底座200。故本发明的底座用锁螺丝设备100,借助移载模组3、锁付模组、压料模组4及下料模组6之间的配合,从而保证底座200经过压制、锁螺丝、接触压制、输送下料工位下料的过程的流畅性,采用自动化机构替代人工,降低人工成本,提高工作效率。具体地,于本实施例中,移载模组3可为皮带传输机构或者链条传输机构或者其他的现有的直线传动机构,由于移载模组3为本领域技术人员所知,故不在此赘述。更具体地,如下:
请继续参阅图1,移载模组3为两个并沿左右方向呈间隔开的设置,压料模组4及锁付模组均为两个并分别设于两移载模组3的外侧。可理解的做,其中一个压料模组4及锁付模设于左侧的移载模组3的左侧,另一个压料模组4及锁付模组设于右侧的移载模组3的右侧。
请继续参阅图1,本发明的底座用锁螺丝设备100还包括保护罩8,保护罩8罩于工作台1上。借助保护罩8,从而保护工作台1上的零件维持洁净的环境,避免外界的灰尘干扰。本发明的底座用锁螺丝设备100还包括传感装置(图中未示),传感装置安装于工作台1并位于锁付工位,传感装置与中控屏7电性连接,当底座200停留于锁付工位时,传感装置将信号传递于中控屏7。中控屏7控制压料模组4对底座200进行下压及控制锁付机构52对底座200进行螺丝锁紧。本发明的底座用锁螺丝设备100还包括一竖直地设于移载模组3的外侧的总安装板9,压料模组4及锁付机构52沿前后方向安装于总安装板9上。总安装板9为两块并分别设于移载模组3的外侧。
请参阅图2及图3,压料模组4包括气缸安装板41、压料气缸42、横杆43及压头44。压料气缸42安装于气缸安装板41上。可理解的是,气缸安装板41安装于总安装板9上。压料气缸42的输出端沿上下方向设置,横杆43水平设置,横杆43的一端与压料气缸42的输出端连接,横杆43的另一端的下方与压头44连接。较优的是,压头44的底面具有缓冲层结构(图中未示),保证了压头44不会压坏底座200。当传感装置检测到底座200已经到达锁付工位时,压料模组4启动,压料气缸42带动横杆43向下移动以使得压头44压紧底座200。待底座200锁螺丝完毕后,压料气缸42带动横杆43向上移动以使得压头44松开底座200。
请参阅图4,供料机构51包括圆振组件511及直振组件512,圆振组件511的输出端与直振组件512的输入端连接,直振组件512的输出端通过气管与锁付机构52连接。由于圆振组件511及直振组件512的具体结构及工作原理为本领域技术人员所熟知,故不在此赘述。可理解的是,供料机构51将螺丝通过气管与锁付机构52的气嘴通道5201(下文有提及)连接。
请参阅图5及图6,锁付机构52包括第二安装板521、锁付气缸522、旋转气缸523、上滑板524、下滑板525、固定板526、连接杆527、电批528、连接器529、锁付通道520及气嘴通道5201。上滑板524及下滑板525水平设置并沿上下方向相隔开并同步地滑设于第二安装板521上,固定板526水平地安装于第二安装板521的下方。可理解的是,第二安装板521呈竖直地安装于总安装板9上。锁付气缸522安装于第二安装板521上,锁付气缸522的输出端朝下设置并与上滑板524连接,旋转气缸523安装于上滑板524上,旋转气缸523的输出端与连接杆527连接,连接杆527及电批528竖直设置,连接杆527与电批528之间通过连接器529连接,连接器529安装于下滑板525上。电批528可上下穿置于锁付通道520内,气嘴通道5201与锁付通道520相连通。可理解的是,螺丝经过气嘴通道5201后位于锁付通道520内,锁付通道520与底座200的锁螺丝的位置对齐。较优的是,第二安装板521上设有沿竖直方向设置的滑轨5211,上滑板524和下滑板525的一侧设有滑设于滑轨5211上的滑块5213。当锁付机构52工作时,锁付气缸522带动上滑板524向下移动,上滑板524的移动带动旋转气缸523、连接杆527、电批528、连接器529及下滑板525一起向下移动,从而使得电批528穿过锁付通道520而接触螺丝并带动螺丝向下接触底座200,旋转气缸523启动,从而带动连接杆527及电批528一起转动,从而拧紧螺丝。待螺丝拧紧后,旋转气缸523停止,锁付气缸522带动上滑板524向上移动,从而带动旋转气缸523、连接杆527、电批528、连接器529及下滑板525一起向上移动,此时的底座200可在移载模组3的运输下移向下料工位。可理解的是,电批528具有磁性,从而穿置锁付通道520时,能够吸住螺钉而不让螺钉移动。
请参阅图7及图8,下料模组6包括第三安装板61、直线横移机构62、升降气缸63、吸嘴65安装板64及吸嘴65。直线横移机构62安装于第三安装板61上,可理解的是,第三安装板61设于移载模组3的上方。升降气缸63安装于直线横移机构62的输出端上,吸嘴65安装板64安装于升降气缸63的输出端上,吸嘴65为若干个并连接于吸嘴65安装板64的底面,吸嘴65向下朝向移载模组3。当移载模组3带动底座200移动到下料工位时,升降气缸63调动吸嘴65安装板64下降,吸嘴65吸附底座200后升降气缸63带动吸嘴65安装盘向上移动,直线横移机构62带动升降气缸63沿左右方向移动以将底座200带出下料工位。可理解的是,下料模组6的左侧或者右侧为底座200收料区。可理解的是,下料模组6取走底座200之后,移载模组3带动载具2沿原路呈直线地返回上料工位。
结合附图,对本发明的底座用锁螺丝设备100的工作原理进行说明:初始时,载具2位于上料工位,人工将底座200上料后,移载模组3带动底座200往后移动至锁付工位,压料模组4的压头44向下移动压住底座200,供料机构51将螺丝输送至锁付机构52的锁付通道520内,锁付将螺丝锁紧于底座200上,锁紧螺丝后,压头44上升,移载模组3带动底座200移动至下料工位,下料模组6的吸嘴65下降以将底座200吸附后再上升并沿左侧或者右侧移出。下料完毕后,移载模组3带动载具2返回初始的上料工位上。
与现有技术相比,本发明的底座用锁螺丝设备100借助中控屏7、移载模组3、压料模组4、锁付模组及下料模组6之间的相互配合,移载模组3将载具2从上料工位输送至锁付工位再到下料工位,在上料工位时,人工将底座200上料至载具2上;在锁付工位时,压料模组4对底座200进行压紧防止底座200移位,锁付模组对底座200进行锁付螺丝;在下料工位时,下料模组6取走底座200完成下料。故本发明的底座用锁螺丝设备100的自动化程度高,减少人工成本,提高生产效率,降低返工率。
以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
在本说明书的描述中,参考术语“实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。