新型隔热垫密封制备工艺
文献发布时间:2024-01-17 01:15:20
技术领域
本发明涉及隔热垫领域技术,尤其是指一种新型隔热垫密封制备工艺。
背景技术
对于新能源汽车来说,新能源模组(即电池)的安全问题是非常关键的,并且市场对于新能源汽车的续航里程需求增大,新能源模组的容量也越来越大,能量密度也越来越高,新能源模组一旦发生热失控将会十分危险,隔热垫对新能源模组的安全工作起到了重要的作用。
现有的隔热垫制备工艺中一般采用缠绕密封膜来防止气凝胶芯材的颗粒外露,因此需要在气凝胶芯材的六个面均贴有密封膜,在贴合密封膜过程中需要至少3次贴合过程才能将气凝胶芯材的六个面全部贴上密封膜,不仅贴合过程更加复杂,影响隔热垫制备效率,而且密封膜的包装成本也会更高,因此,有必要对现有的隔热垫制备工艺作出进一步改进。
发明内容
有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种新型隔热垫密封制备工艺,其能解决现有之隔热垫制备工艺贴密封膜过程复杂、制备效率低以及密封膜包装成本高的问题。
为实现上述目的,本发明采用如下之技术方案:
一种新型隔热垫密封制备工艺,包括有以下步骤:
(1)裁切气凝胶:对气凝胶裁切得到气凝胶芯材;
(2)裁切密封膜:对密封膜进行裁切而得到密封膜芯材;
(3)卷绕密封膜:将裁切好的密封膜芯材通过设备缠绕在气凝胶的四个表面得到半成品;
(4)热压密封膜:将缠绕好密封膜芯材的半成品放入真空压机中进行热压,使密封膜与气凝胶贴合固定在一起;
(5)刷涂密封涂层:将气凝胶芯材上没有缠绕密封膜芯材的两个面刷涂密封涂层得到密封垫成品。
作为一种优选方案,进一步包括以下步骤:
(6)修边:使用刀模将半成品中多余的密封膜毛边进行裁切去除;
(7)成品检验:检验密封垫成品的外观、测量密封垫厚度以及密封垫尺寸;
(8)包装:将隔热垫成品进行包装。
作为一种优选方案,所述步骤(2)中的密封膜为PET膜,裁切得到的是PET膜芯材。
作为一种优选方案,所述步骤(5)中的密封涂层为EVA乳胶涂层。
本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
通过将气凝胶芯材上没有缠绕密封膜的两个面刷涂密封涂层,来代替密封膜,使得贴合密封膜过程中只需采用一张密封膜将气凝胶芯材一周的4个面贴合密封膜即可,其余两个没有贴密封膜的面通过刷密封涂层来代替密封膜,防止气凝胶颗粒外露,不仅贴密封膜过程更加方便,提高了隔热垫整体的制备效率,而且降低了密封膜的使用成本。
为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
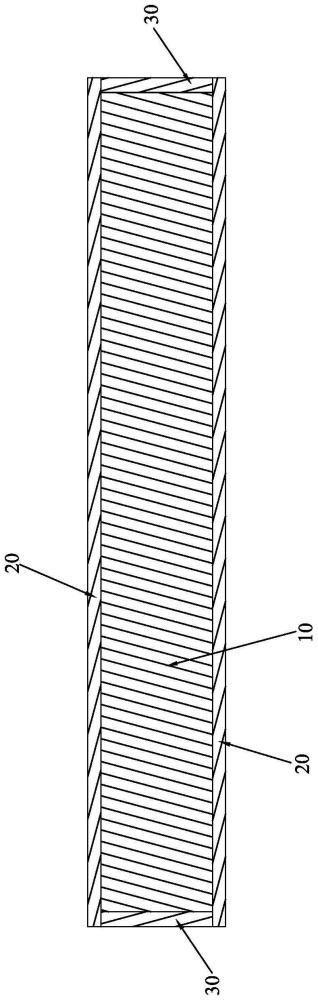
图1是本发明之较佳实施例的截面示意图。
附图标识说明:
10、气凝胶芯材20、密封膜芯材
30、密封涂层。
具体实施方式
请参照图1所示,本发明揭示了一种新型隔热垫密封制备工艺,包括有以下步骤:
(1)裁切气凝胶:对气凝胶裁切得到气凝胶芯材10。
(2)裁切密封膜:对密封膜进行裁切而得到密封膜芯材20;在本实施例中,所述密封膜为PET膜,对应的,密封膜芯材20为PET膜芯材。
(3)卷绕密封膜:将裁切好的密封膜芯材20通过设备缠绕在气凝胶的四个表面得到半成品。
(4)热压密封膜:将缠绕好密封膜芯材20的半成品放入真空压机中进行热压,使密封膜与气凝胶贴合固定在一起。
(5)刷涂密封涂层30:将气凝胶芯材上没有缠绕密封膜芯材20的两个面刷涂密封涂层得到密封垫成品;在本实施例中,所述密封涂层30为EVA乳胶涂层。
在本实施例中,进一步包括以下步骤:
(6)修边:使用刀模将半成品中多余的密封膜毛边进行裁切去除。
(7)成品检验:检验密封垫成品的外观、测量密封垫厚度以及密封垫尺寸。
(8)包装:将隔热垫成品进行包装。
本发明的设计重点在于:通过将气凝胶芯材上没有缠绕密封膜的两个面刷涂密封涂层,来代替密封膜,使得贴合密封膜过程中只需采用一张密封膜将气凝胶芯材一周的4个面贴合密封膜即可,其余两个没有贴密封膜的面通过刷密封涂层来代替密封膜,防止气凝胶颗粒外露,不仅贴密封膜过程更加方便,提高了隔热垫整体的制备效率,而且降低了密封膜的使用成本。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。