一种基于闪蒸技术的冷床余热回收装置及工艺
文献发布时间:2024-01-17 01:16:56
技术领域
本发明涉及冶金工业高温固体余热回收领域,尤其涉及一种基于闪蒸技术的冷床余热回收装置及工艺。
背景技术
冷床是冶金工业生产中重要的冷却设备,在生产棒材、型材等钢铁产品时,钢材经过轧制工序后送至冷床上进行自然冷却,使轧件由冷却前的高温段的800~950℃降低到下冷床时低温段的80~100℃以下,这个过程中损失了大量的热量,既造成了能源的浪费,又对环境造成了污染。尤其在夏天,恶化了工作环境。因此,轧钢冷床余热回收是节约能源和提高能源利用率的重要途径。采用一定的余热回收技术对轧钢冷床余热进行回收和利用,不但可以创造可观的经济效益,同时可以减少环境污染,具有一定的节能减排意义。
由于钢材在冷床上逐步进行冷却,所以冷床上各段温度不同,造成热源不稳定,加之冷床上方常常进行轧件的吊装工作,冷床余热回收存在很大的困难,目前还没有大规模推广的冷床余热回收技术。
目前,关于冷床余热回收的技术文献举例如下:公开号为CN1338601A的专利文件公开了一种回收钢材钢坯辐射热装置,包括水箱、传热元件、集热管、钢材钢坯、冷床。工作原理是钢材钢坯上方设置有集热管,集热管可有效地回收钢材钢坯辐射热,传热元件将水箱和集热管连接,将集热管回收的钢材钢坯辐射热用来加热水箱中的水,供厂区洗澡、取暖和制冷。该方案采用二次间接换热回收钢材钢坯辐射热,其余热利用效率较低,且回收的余热只能产生热水,工艺适用范围有限,不利于大范围推广。
公布号为CN102861883A的专利文件公布了一种连铸机钢坯余热回收装置,包括软化水装置、软化水箱、辐射受热面、汽水分离装置、分汽缸、循环水泵。工作原理是连铸机上方设辐射受热面,利用钢坯辐射热将辐射受热面中的水加热成高压汽水混合物,汽水混合物经上升管送入汽水分离装置,分离出的蒸汽进入分汽缸入蒸汽管网,分离出的热水流经下降管,由强制循环泵加压后再次送入辐射受热面,组成一个循环水管路。该方案采用蒸汽锅炉原理回收连铸机上钢坯余热,但由于连铸机上钢坯分布距离较远,这与锅炉受热面相对集中结构有较大区别,方案中各辐射受热面的循环管路行程差较大,导致循环阻力相差很大,容易造成水量分配不均的缺陷,进而影响余热回收装置的正常运行。
公布号为CN109029018A的专利文件公布了一种余热回收装置,包括吸热机构、热交换机构以及驱动机构。该方案提供了一种机械驱动的冷床余热回收装置,仅限于描述吸热机构通过机械翻转的方式来靠近冷床以吸收热量或者远离冷床。未见关于余热回收工艺原理方面的描述,技术覆盖范围有限。
发明内容
本发明提供了一种基于闪蒸技术的冷床余热回收装置及工艺,不但可以利用闪蒸技术回收冷床上钢材的高温余热,更能使冷床车间的工作环境得到大幅改善,具有节能减排和改善工作环境的双重效果。同时,相比于现有技术更有余热利用效率高、运行安全稳定的优点。
为了达到上述目的,本发明采用以下技术方案实现:
一种基于闪蒸技术的冷床余热回收装置,包括吸热罩、闪蒸器、软水箱、软水器,若干个所述吸热罩采用并联方式安装在冷床上方,所述吸热罩是利用流动水与钢材的辐射热及热空气的对流热量进行换热,水吸收热量以后进入闪蒸器进行汽水分离,分离出的饱和蒸汽送入蒸汽管网,分离出的饱和水与来自软水箱的软化水混合后重新返回吸热罩,所述软水器的入口连接除盐水管路,所述软水器的出口连接软水箱,所述软水箱向闪蒸器补充软化水。
所述吸热罩包括换热器、隔热材料、进水集管、出水集管、吊装结构,所述换热器为盘管管路,盘管管路进口连接进水集管,盘管管路的出口连接出水集管,所述的进水集管和出水集管连接闪蒸器,所述盘管管路形成受热平面横向罩在冷床上方,所述盘管管路通过吊装结构固定,在所述盘管管路的四周固定有隔热材料。
所述盘管管路为双层蛇形管排,上下两层管排在冷床上方错列排布,双层蛇形管排之间通过一个弯管连通。
所述闪蒸器内设置有汽水分离器,闪蒸器上端设有蒸汽出口、放散口和安全阀以及压力表接口,所述闪蒸器的汽水分离器的下方位置设有进水口、补水口、出水口和液位计接口,所述出水口在闪蒸器的最下端。
所述软水箱上设有液位计接口。
所述吸热罩与闪蒸器的连接管路上设有旁支管道,在该旁支管道上安装有紧急放水阀;在所述吸热罩的出水管路上还设有吸热罩出水温度计。
所述闪蒸器的出水管路通过循环水泵连接吸热罩的换热器。
所述软水箱的出水管路通过补水泵连接闪蒸器。
所述闪蒸器通往蒸汽管网的管路上设置有蒸汽调节阀、蒸汽流量计和蒸汽压力表。
一种基于闪蒸技术的冷床余热回收装置的冷床余热回收工艺,工艺过程如下:
1)吸热罩中的循环水吸收冷床上钢材的辐射热及热空气的对流热量后被加热成0.8~1.2Mpa饱和水,0.8~1.2Mpa饱和水然后进入闪蒸器,并在闪蒸器中进行降压汽水分离,分离的0.6~0.8MPa饱和蒸汽送入蒸汽管网,分离出的0.6~0.8MPa饱和水水重新返回吸热罩;
2)除盐水管路送来的除盐水经过软化后送至软水箱中,软水箱中的软水通过补水泵送入闪蒸器中用于补充分离蒸汽损失的用水量。
3)当吸热罩出水温度高于1.6Mpa压力下对应的饱和温度205℃时,开启紧急放水阀。
与现有技术相比,本发明的有益效果是:
本发明充分利用冷床上450~850℃高温钢材的显热,利用热水作为换热介质,只在闪蒸器内产生蒸汽,由于换热面内全部为液相水,相比于现有技术中换热面水部分汽化成汽水混合物的方式,换热系数更高,换热面积缩小,有利于节省投资。同时,本发明的换热器采用四周封闭、上不封顶的结构,不但可以吸收钢材的辐射热,还可以吸收上浮热空气的对流热,余热回收效率更高。理论上,可将冷床上40%~60%的低品质余热提升为高品质热源,为低品质余热应用开辟了新的途径。
附图说明
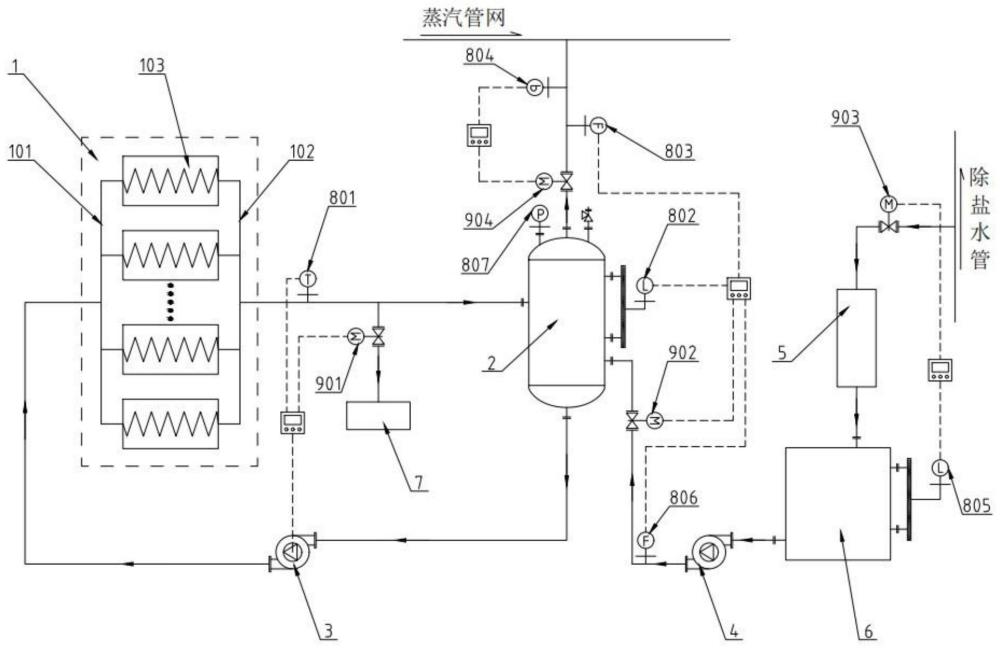
图1是本发明一种基于闪蒸技术的冷床余热回收工艺流程图。
图2是本发明一种基于闪蒸技术的冷床吸热罩平面布置图。
图3是本发明吸热罩安装示意图。
图4是本发明吸热罩结构示意图。
图5是本发明换热器结构示意图。
图6是本发明闪蒸器结构示意图。
图7是本发明软水箱结构示意图。
图中:1—吸热罩、101—进水集管、102—出水集管、103—换热器、104—吊装结构、1031—换热器进口、1032—换热器出口、1033—盘管管路、1034—框架结构、1035—隔热材料、2—闪蒸器、201—罐体、202—进水口、203—出水口、204—补水口、205—放散口、206—蒸汽出口、207—液位计接口、208—压力表接口、209—汽水分离器、210—安全阀、3—循环水泵、4—补水泵、5—软水器、6—软水箱、601—箱体、602—软水箱进水口、603—软水箱出水口、604—软水箱液位计接口、7—降温水池、801—吸热罩出水温度计、802—闪蒸器液位计、803—蒸汽流量计、804—蒸汽压力表、805—软水箱液位计、806—补水流量计、807—闪蒸气压力表、901—紧急放水阀、902—补水调节阀、903—给水调节阀、904—蒸汽调节阀、10—冷床。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步说明:
见图1-图6,一种基于闪蒸技术的冷床余热回收装置,包括吸热罩1、闪蒸器2、软水箱6、软水器5,若干个吸热罩1采用并联方式安装在冷床10上方,所述吸热罩1是利用流动水与钢材的辐射热及热空气的对流热量进行换热,水吸收热量以后进入闪蒸器2进行汽水分离,分离出的饱和蒸汽送入蒸汽管网,分离出的饱和水重新返回吸热罩1,所述软水器5的入口连接除盐水管路,所述软水器5的出口连接软水箱6,所述软水箱6向闪蒸器2补充软水。
所述吸热罩1包括换热器103、隔热材料1035、进水集管101、出水集管102、吊装结构104,所述换热器103为盘管管路,盘管管路进口连接进水集管101,盘管管路的出口连接出水集管102,所述的进水集管101和出水集管102连接闪蒸器2,所述盘管管路形成受热平面横向罩在冷床10上方,所述盘管管路通过吊装结构104固定,在所述盘管管路的四周固定有隔热材料1035;
所述盘管管路为双层蛇形管排,上下两层管排在冷床上方错列排布,双层蛇形管排之间通过一个弯管连通。
所述闪蒸器2内设置有汽水分离器209,闪蒸器2上端设有蒸汽出口206、放散口205和安全阀210以及压力表接口208,所述闪蒸器2的汽水分离器209的下方位置设有进水口202、补水口204、出水口203和液位计接口207,所述出水口在闪蒸器的最下端。
所述软水箱的箱体601上设有软水箱液位计接口604。
所述吸热罩1与闪蒸器2的连接管路上设有旁支管道,在该旁支管道上安装有紧急放水阀901;在所述吸热罩1的出水管路上还设有吸热罩出水温度计801。
所述闪蒸器2的出水管路通过循环水泵3连接吸热罩1的换热器103。
所述软水箱6的出水管路通过补水泵4连接闪蒸器2。
所述闪蒸器2通往蒸汽管网的管路上设置有蒸汽调节阀904、蒸汽流量计803和蒸汽压力表804。
一种基于闪蒸技术的冷床余热回收装置的冷床余热回收工艺,工艺过程如下:
1)吸热罩1中的循环水吸收冷床10上钢材的辐射热及热空气的对流热量后被加热成0.8~1.2Mpa饱和水,0.8~1.2MPa饱和水然后进入闪蒸器2,并在闪蒸器2中进行降压汽水分离,分离的0.6~0.8MPa饱和蒸汽送入蒸汽管网,分离出的0.6~0.8Mpa饱和水水重新返回吸热罩1;
2)除盐水管路送来的除盐水经过软化后送至软水箱6中,软水箱6中的软水通过补水泵4送入闪蒸器2中用于补充分离蒸汽损失的用水量;
3)当吸热罩1出水温度高于1.6Mpa压力下对应的饱和温度205℃时,开启紧急放水阀901。
一种基于闪蒸技术的冷床余热回收工艺,采用直流闪蒸方式,将吸热罩1覆盖在冷床10上炙热的钢材上方,吸热罩1由多组并联的换热器103组成,换热器103内布置可吸收热量的盘管管路1033,依靠吸热罩1的盘管管路1033中的水吸收钢材的辐射热和热空气对流热,产生高温饱和水,进入闪蒸器2中进行汽水分离,分离出的蒸汽用于发电或采暖,分离出的热水与补水泵4补入的冷水混合后,通过循环水泵3再送入吸热罩1中完成循环换热。在实际应用中,将换热器103布置在尽可能靠近钢材的高度,以最大幅度的吸收钢材辐射热。
多组换热器103的换热器进口1031与进水集管101连通,进水集管101通过管道与循环水泵3出口连通,循环水泵3入口通过管道与闪蒸器2出水口203连通,通过进水集管101将回水均匀分配到每一个换热器103。多个换热器103的换热器出口1032与出水集管102连通,通过出水集管102将每个换热器103的出水汇总,出水集管102通过管道与闪蒸器2的进水口202连通,将换热器103出水送入闪蒸器2内,完成闪蒸过程,闪蒸器的蒸汽出口206通过管道连接主蒸汽管网,产生的蒸汽通过管道输送至主蒸汽管网。闪蒸器放散口205通过管道连接安全阀210,安全阀210通过管道与户外连通,通过安全阀210的开启实现闪蒸器内的蒸汽放散至户外。闪蒸器2内分离出的饱和水与补水口204进入的冷水在闪蒸器2底部混合后,由出水口203排出。循环水泵3提供循环动力,将出水口203排出的水输送至进水集管101,重新返回吸热罩内完成水循环过程。
软水器5的进水口通过管道与厂区除盐水管连通,将除盐水送入软水器5进口中进行软化。软水器5出口通过管道与软水箱进水口602连通,软水箱出水口603通过管道与补水泵4入口连通,补水泵4出口通过管道与闪蒸器的补水口204连通。通过补水泵4将软化水不断补充到闪蒸器2内完成补水过程。
紧急放水阀901设置于吸热罩1的出水集管102至闪蒸器2进水口202之间的旁支管道上,该旁支管道连接降温水池7。给水调节阀903设置于软水器5的进水口与除盐水管之间的管道上。补水调节阀902设置于补水泵4出口与闪蒸器的补水口204之间的管道上。蒸汽调节阀904设置于闪蒸器2的蒸汽出口206与主蒸汽管网之间的管道上。
吸热罩出水温度计801设置于吸热罩1的出水集管102与闪蒸器进水口202之间管道上。补水流量计806设置于补水泵4出口与闪蒸器的补水口204之间的管道上。闪蒸器液位计802设置于闪蒸器罐体201的侧壁上。。蒸汽流量计803和蒸汽压力表804设置于闪蒸器的蒸汽出口206与主蒸汽管网之间的管道上。软水箱液位计805设置于软水箱箱体601侧壁上。闪蒸器压力表807设置在闪蒸器2的顶部。
工艺系统连锁控制方式包括温度控制、压力控制、水位控制,可确保整个工艺过程可安全、稳定运行。吸热罩出水温度计801与循环水泵3连锁,通过循环水量控制吸热罩1的出水温度。吸热罩出水温度计801与紧急放水阀901连锁,防止吸热罩1出水温度过高,实现超温保护。闪蒸器内压力超过安全阀设定的泄放压力时,安全阀自动开启,将闪蒸器内压力泄放,实现超压保护。蒸汽压力表804与蒸汽调节阀904连锁,通过蒸汽调节阀904控制输出蒸汽的压力。软水箱液位计805与给水调节阀903连锁,通过给水调节阀903控制软水箱6内的液位,实现水位保护,防止缺水事故。补水调节阀902与闪蒸器液位计802、蒸汽流量计804、补水流量计806连锁,防止出现虚假水位,实现闪蒸器水位的三冲量控制。
换热器103采用螺栓连接方式悬挂在吊装结构104一端,吊装结构104另一端固定在横梁上,通过调整吊装结构104的安装高度可以调整换热器103距冷床10上钢材的距离。进口集管101通过管道连接换热器进口1031,将循环热水分配到换热器103中。出水集管102通过管道连换热器出口1032,将换热器103内产生的高温热水输送至闪蒸器2。换热器进口1031至进口集管101之间的连接管道上设有阀门,换热器出口1032至出水集管102之间的连接管道上设有阀门,当单台换热器出现故障,可同时关闭上述两台阀门,将换热器隔离出系统,保证整个系统的安全稳定运行。
盘管管路1033固定在框架结构1034上,盘管管路1033采用双层蛇形盘管布置方式,双层蛇形管完全遮盖钢材,盘管管路1033上方不覆盖钢板,在吸收钢材辐射热的同时,又可以使上浮热气流流过盘管管路1033吸收对流热。隔热材料1035将框架结构1034内外完全包裹,保证框架结构1034在高温下的结构强度。
盘管管路1033采用厚壁光管,盘管管路1033密集排布,两层管路错排布置,将换热器横向投影面积下的炙热的钢材完全遮盖。(见图5)
换热器采用四周封闭结构,换热器上方不设顶盖,热气流上浮穿过盘管管路1033,增强对流换热效果。
冷床包括步进式冷床以及其他冷床。
闪蒸器2内部设有汽水分离器209,汽水分离器209以上的内腔为蒸汽空间,汽水分离器209以下内腔为水空间。水空间的罐体201侧壁设有进水口202、补水口204、液位计接口207,水空间的罐体201底部设有出水口203。蒸汽空间的罐体201上设有蒸汽出口206、放散口205、压力表接口208、安全阀210。来自吸热罩的流动水由进水口202进入闪蒸器内部降压,闪蒸出的饱和蒸汽经汽水分离器209分离出夹带的液滴后,由蒸汽出口206外送蒸汽管网。分离出的饱和水与来自补水口204的软化水混合后,由出水口203排出送往循环水泵。当闪蒸器内压力超过允许值,安全阀210自动开启,泄放蒸汽降压,保证闪蒸器2始终处于安全压力下工作。
软水箱6的箱体601采用碳钢材质,顶部设有软水箱进水口602,箱体601侧壁设有软水箱液位计接口604,箱体601侧壁设有软水箱出水口。
整个工艺系统工作过程分为补水过程、水循环过程、蒸汽输出过程。厂区除盐水通过自身压力输送至软水器5中,除盐水经过软化形成软化水输送至软水箱6内,补水泵4将软水箱6内水抽出送往闪蒸器2作为补水,补水调节阀902根据闪蒸器液位和蒸汽输出流量、补水流量实时调整补水量,完成工艺补水过程,保证供水安全。闪蒸罐底部出水通过循环水泵3输送至吸热罩1,水吸热后形成0.8~1.2Mpa饱和水,输送至闪蒸器2中,0.8~1.2Mpa饱和水在闪蒸器2内中压力骤降使一部分热焓转化为相变潜热,分离出0.6~0.8MPa饱和蒸汽和饱和水,分离出的0.6~0.8MPa饱和蒸汽经闪蒸器2内部的汽水分离器209进一步分离出夹带的液滴后,由管道输送至厂区蒸汽管网,完成蒸汽输出过程。分离出的0.6~0.8MPa饱和水与补水在闪蒸器内混合后,一起由闪蒸器排水口排出,借助循环水泵3送入吸热罩内继续水循环过程。
综上,本发明的方案用于安装在轧钢生产线的冷床上方,利用辐射和热对流原理回收冷床上450~850℃高温钢材散失的热量,产生蒸汽供生产或生活使用。在节能的同时,降低生产车间的环境温度,改善生产环境。吨钢可回收热量0.2~0.3GJ,吨钢折合二氧化碳减排量0.022~0.033t,具有良好的经济效益和环境效益。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。