两轴连接装置
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及轴连接机构,具体为一种两轴连接装置。
背景技术
传统轮胎成型机成型鼓两侧均有由油缸推动的正反包装置,正反包装置一侧安装在成型鼓主轴箱上,一侧安装在尾座上,而成型鼓由尾座支撑,成型鼓主轴箱和尾座都采用定位销定位,防止在正反包时产生位移。
成型鼓与正反包装置安装在同一根轴上,这一侧正反包相当于是内力,尾座不会产生位移。尾座轴与成型鼓轴是两个部件,在轴向相互没有定位,尾座侧正反包时油缸产生的巨大推力,会对成型鼓主轴箱侧的定位销造成巨大的作用力。
成型鼓主轴箱侧的定位销与成型鼓轴约有1.5米的高度差,会形成一个1.5米的力臂,相当于对定位销的力放大了1.5倍;经现场检测,使用一年的成型机有16mm的位移,重新固定定位销后也有6mm的位移。
因此,正反包装置工作时,液压缸的巨大推力造成定位销容易松动,主轴箱发生变形,影响设备的精度,对轮胎的制造质量造成不良影响。
发明内容
针对现有技术的不足,本发明所要解决的技术问题是提出了一种实现两轴既能相互锁定,又能相互转动,且能方便快捷分离的两轴连接装置。
能够解决上述技术问题的两轴连接装置,其技术方案包括左、右同轴的轴座和轴套,所不同的是:
1、所述轴套的左端轴承孔位内焊接有轴承座套,所述轴承座套内安装有滚动轴承,所述滚动轴承中安装有导向套。
2、所述轴座的轴体向右贯穿配合于导向套中,轴体的右端面上开设有至少三条圆周均布的径向“T”型槽,各“T”型槽内滑动安装有“T”型滑块。
3、所述轴体的轴孔中设置有安装于滑动套或直线轴承内的伸缩杆,所述伸缩杆的右端于轴孔外通过径向张合机构连接各“T”型滑块,伸缩杆的左端连接轴孔内设置的轴向伸缩机构。
4、在轴向伸缩机构带动下,左、右移动的伸缩杆通过径向张合机构带动各“T”型滑块同步收缩和张开。
当各“T”型滑块同步收缩至小于导向套的内径时,轴座的轴体可与导向套即轴套分离。
当各“T”型滑块同步张开至导向套上时,轴座的轴体可与导向套即与轴套连接而带动导向套转动。
所述径向张合机构的一种结构包括与各“T”型滑块对应设置的连杆,各连杆的内端铰连于伸缩杆右端,各连杆的外端铰连于对应的“T”型滑块。
所述轴向伸缩机构的一种结构包括通过气缸座安装的张合气缸,所述张合气缸向右伸出的气缸杆连接伸缩杆的左端。
本发明于成型机上的应用方式为:所述轴座安装在成型机的成型鼓主轴上,所述轴套安装于成型机的尾座上。
本发明的有益效果:
1、本发明两轴连接装置将两轴连接上后可一起旋转,但相互施加推力时不产生相对位移,且能快速分离。
2、本发明结构中,两轴既能相互锁定,又能相互转动,分离方便快捷。
3、本发明结构中,“T”型滑块行程短,结构紧凑。
附图说明
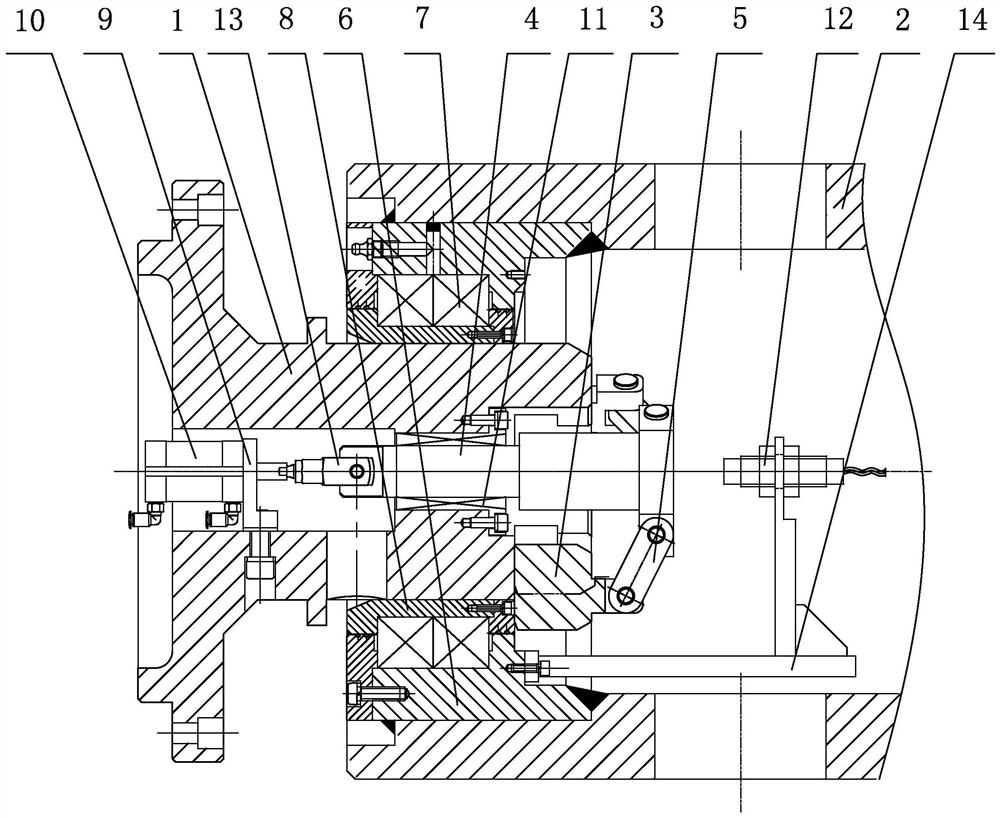
图1为本发明一种实施方式的结构示意图。
图号标识:1、轴座;2、轴套;3、“T”型滑块;4、伸缩杆;5、连杆;6、轴承座套;7、滚动轴承;8、导向套;9、气缸座;10、张合气缸;11、直线轴承;12、行程开关;13、叉形接杆;14、支架。
具体实施方式
下面结合附图所示实施方式对本发明的技术方案作进一步说明。
本发明两轴连接装置,包括左、右同轴的轴座1和轴套2,所述轴座1安装于成型机的成型鼓主轴上,所述轴套2安装于成型机的尾座上。
所述轴座1包括轴体和轴体左端的法兰盘座,轴座1的轴孔为左、中、右三段内孔,中间内孔为安装有直线轴承11的轴承孔,左端内孔中通过气缸座9安装有张合气缸10,所述直线轴承11内滑动安装有伸缩杆4,所述伸缩杆4的左端于左端内孔中通过叉形接杆13连接张合气缸10向右伸出的气缸杆,伸缩杆4的右端伸出右端内孔外,伸出的轴端上同轴安装有环座;轴座1的轴体右端面上开设有圆周均布的“T”型滑槽,各“T”型滑槽中滑动安装有“T”型滑块3,圆周均布还设有与各“T”型滑块3一一对应的连杆5,各连杆5的内端铰链于伸缩杆4右端环座的对应位置上,各连杆5的外端于对应的“T”型滑块3上铰装,如图1所示。
上述结构中,张合气缸10的气缸杆的伸缩,带动伸缩杆4左、右移动,伸缩杆4的向右移动,通过连杆5径向收缩“T”型滑块3,伸缩杆4的向左移动,通过连杆5径向张开“T”型滑块3。
所述轴套2的左端轴承孔位内焊接有轴承座套6,所述轴承座套6内安装有滚动轴承7,所述滚动轴承7轴向限位于左端盖和轴承座套6的套孔底部,所述滚动轴承7中安装有导向套8,所述导向套8的左端勾挂限位在滚动轴承7左端上,导向套8的右端通过右压盖限位在滚动轴承7右端上;所述轴套2的套孔内(轴承孔位右侧)设有行程开关12,所述行程开关12安装于支架14上,所述支架14安装于轴承座套6上,如图1所示。
本发明的运行方式为:
1、所述张合气缸10的气缸杆带动伸缩杆4向右移动,伸缩杆4带动圆周均布的“T”型滑块3收缩,使其收缩直径小于轴座1的轴体直径即小于导向套8的套孔内径。
2、所述尾座向成型鼓主轴移动,轴座1的轴体与导向套8滑动配合后进入到轴套2的套孔内,伸缩杆4右端的环座触碰行程开关12,行程开关12指令尾座到位停止,所述的到位位置亦即圆周均布的“T”型滑块3平齐于右压盖。
3、所述张合气缸10的气缸杆带动伸缩杆4向左移动,伸缩杆4带动圆周均布的“T”型滑块3张开,圆周均布的“T”型滑块3沿“T”型滑槽向外移动而卡在右压盖上。
4、正反包开始,成型鼓主轴通过轴座1的轴体带动导向套8旋转,正反包时在尾座侧产生的轴向推力由“T”型滑块3抵消,而不再通过成型鼓主轴传递到成型鼓主轴箱及其定位销上。
5、正反包结束,所述张合气缸10的气缸杆带动伸缩杆4向右移动,伸缩杆4带动圆周均布的“T”型滑块3收缩回位,尾座背向成型鼓主轴移动,轴座1的轴体脱离导向套8而实现快速分离。
- 车辆端动力输出轴连接装置、辅助设备端动力输出轴连接装置以及包括车辆端和辅助设备端动力输出轴连接装置的动力输出轴连接单元
- 两轴连接装置