一种弯弧玻璃及其制备方法
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及玻璃制造技术领域,尤其涉及一种弯弧玻璃及其制备方法。
背景技术
目前,弧型夹层玻璃生产的过程中,通常使用特制的平弯弧型夹层玻璃初压机进行压排及真空袋和抽真空接头生产,采用热封机进行密封并使用真空接头连接真空气管进行抽真空,从而制得弧型夹层玻璃。
相关技术中,采用PVB夹层弯钢生产工艺制得的PVB夹层弯弧玻璃已较为较为成熟,而相较PVB夹层,使用SGP夹层制备的玻璃性能更优良,目前使用SGP夹层制备的玻璃仅在平钢生产工艺上比较成熟,使用SGP夹层制备弯弧玻璃的生产工艺还存在工艺复杂、成品率低、成本高的问题。
发明内容
本发明的目的是提供一种弯弧玻璃及其制备方法,旨在解决现有技术在制备SGP夹层的弯弧玻璃时存在工艺复杂、成品率低以及成本高的问题。
本发明实施例提供了一种弯弧玻璃,其包括贴合设置的第一弯弧玻璃基板和第二弯弧玻璃基板,所述第二弯弧玻璃基板的一面镀设有低辐射膜层,所述第二弯弧玻璃基板的另一面与所述第一弯弧玻璃基板之间贴合有SGP夹层。
进一步的,所述第一弯弧玻璃基板和第二弯弧玻璃基板的厚度范围为5-12mm。
进一步的,所述第一弯弧玻璃基板和第二弯弧玻璃基板的形状为单曲面弯弧或多曲面弯弧或多半径弯弧。
进一步的,所述低辐射膜层为可钢化低辐射膜层。
进一步的,所述SGP夹层的熔点为90℃-100℃。
进一步的,所述第一弯弧玻璃基板和第二弯弧玻璃基板的贴合面间隙中的直边为1-2mm、弧边为2-3mm、角部为2-3mm。
本发明实施例还提供了一种如上所述的弯弧玻璃的制备方法,包括:
对第一玻璃基板和第二玻璃基板分别进行热处理,得到预设弧度的第一弯弧玻璃基板和第二弯弧玻璃基板,其中,所述第二玻璃基板的一面镀设有低辐射膜层;
对所述第一弯弧玻璃基板和第二弯弧玻璃基板进行清洗烘干,然后通过SGP夹层使所述第一弯弧玻璃基板和第二弯弧玻璃基板进行合片,得到弯弧夹层玻璃;
采用防护布将所述弯弧夹层玻璃的四周贴合,然后再使用真空膜将所述弯弧夹层玻璃进行包裹,并使用粘质胶将所述真空膜进行粘结,从而使所述弯弧夹层玻璃密封在真空膜内;
从所述粘质胶所在的任意一边引出真空管,其中,所述真空管的一端连接于SGP夹层,另一端用于连接于高压釜的真空气嘴;将所述弯弧夹层玻璃移至高压釜内,利用所述真空气嘴进行抽气,抽气过程中伴随高压釜进行终压,最终得到高强度的弯弧玻璃。
本发明实施例提供了一种弯弧玻璃及其制备方法,其中,所述弯弧玻璃包括贴合设置的第一弯弧玻璃基板和第二弯弧玻璃基板,所述第二弯弧玻璃基板的一面镀设有低辐射膜层,所述第二弯弧玻璃基板的另一面与所述第一弯弧玻璃基板之间贴合有SGP夹层。本发明实施例提供的弯弧玻璃使用SGP材料作为夹层,使得弯弧玻璃具有较强的结构刚性和抗弯曲性的优点。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
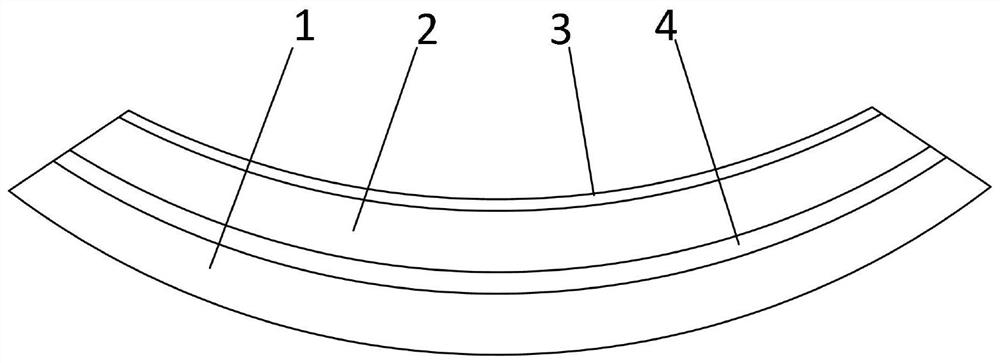
图1为本发明实施例提供的弯弧玻璃的结构示意图;
图2为本发明实施例提供的弯弧玻璃的抽气过程的原理示意图;
图3为本发明实施例提供的弯弧玻璃的制备方法的流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
还应当理解,在此本发明说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本发明。如在本发明说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
还应当进一步理解,在本发明说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
请参阅图1,图1为本发明实施例提供的一种弯弧玻璃的结构示意图。所述弯弧玻璃包括贴合设置的第一弯弧玻璃基板1和第二弯弧玻璃基板2,所述第二弯弧玻璃基板2的一面镀设有低辐射膜层3,所述第二弯弧玻璃基板的另一面与所述第一弯弧玻璃基板之间贴合有SGP夹层4。
本实施例中,所述第一弯弧玻璃基板1和第二弯弧玻璃基板2为同向弯弧的玻璃板,所述第二弯弧玻璃基板2的一面镀设低辐射膜层3后形成低辐射玻璃,可使得所述第二弯弧玻璃基板2具备优良的隔热保温性能;所述SGP夹层4作为第一弯弧玻璃基板1和第二弯弧玻璃基板2的贴合夹层,SGP通过其金属键与玻璃配位体形成螯合环粘结,可以使得所述第一弯弧玻璃基板1和第二弯弧玻璃基板2稳定的贴合粘结,从而使得所述弯弧玻璃具备较强的结构刚性和抗弯曲性能。
在一实施例中,所述第一弯弧玻璃基板1和第二弯弧玻璃基板2的厚度范围为5-12mm。不同规格的弯弧玻璃可选用不同的基板厚度,在该厚度范围内,使用所述SGP夹层4制备得到的弯弧玻璃均具有较强的结构刚性和抗弯曲性能。
在一实施例中,所述第一弯弧玻璃基板1和第二弯弧玻璃基板2的形状为单曲面弯弧或多曲面弯弧或多半径弯弧。通过设计不同的形状,可满足幕墙玻璃等场景所需的从平面到弧面的渐变过渡、流线性、圆滑平整的多样化要求。
在一实施例中,所述低辐射膜层3为可钢化低辐射膜层。可钢化低辐射膜层具备优良的隔热保温性能,且较非可钢膜层具备耐高温、耐氧化性及更牢固的特性;将可钢化低辐射膜层镀设至所述第二弯弧玻璃基板2后,可使得所述第二弯弧玻璃基板2具备优良的隔热保温性能。
在一实施例中,所述SGP夹层4的熔点为90℃-100℃。所述SGP夹层4的具体熔点为93℃,相比传统的PVB夹层,SGP的流动性优于PVB,将SGP用于夹层玻璃制备时,对夹层玻璃的封边性更优,粘结性更强。
在一实施例中,所述第一弯弧玻璃基板1和第二弯弧玻璃基板2的贴合面间隙中的直边为1-2mm、弧边为2-3mm、角部为2-3mm。在制备弯弧玻璃的过程中,难以保证所述第一弯弧玻璃基板1和第二弯弧玻璃基板2的弯弧形状一致,这样会导致第一弯弧玻璃基板1和第二弯弧玻璃基板2之间聚集大量气体,从而导致贴合面间隙中聚集性气泡而报废,而本实施例通过流动性更优的PVB来填充贴合面间隙后,可以消除第一弯弧玻璃基板1和第二弯弧玻璃基板2之间聚集的气泡,提高成品率,并且使所述第一弯弧玻璃基板1和第二弯弧玻璃基板2的贴合面间隙更薄且仍具备较强的结构刚性和抗弯曲性能。
如图3所示,本发明实施例还提供了一种如上所述的弯弧玻璃的制备方法,具体包括:步骤S301~S304。
S301、对第一玻璃基板和第二玻璃基板分别进行热处理,得到预设弧度的第一弯弧玻璃基板和第二弯弧玻璃基板,其中,所述第二玻璃基板的一面镀设有低辐射膜层。
本实施例中,所述第一玻璃基板为普通玻璃,所述第二玻璃基板镀设低辐射膜层后形成低辐射玻璃基板;首先通过物理钢化法对所述第一玻璃基板和第二玻璃基板分别进行热处理,也就是将形状为平板的玻璃基板进行热处理得到形状为弯弧的玻璃基板的过程,这样即可得到第一弯弧玻璃基板1和第二弯弧玻璃基板2。
在一实施例中,所述步骤S301包括:
将所述第一玻璃基板的锡面朝上送入钢化炉,将所述第一玻璃基板均匀加热至610-630℃后,送入弯风栅段按所需弧度进行起弧,同时进行冷却,得到第一弯弧玻璃基板;
将所述第二玻璃基板的锡面朝上送入钢化炉,将所述第二玻璃基板均匀加热至610-630℃后,送入弯风栅段按所需弧度进行起弧,同时进行冷却,得到第二弯弧玻璃基板。
本实施例中,以制备8mm第一玻璃基板与8mm第二玻璃基板的SGP夹胶弯弧玻璃为例。
具体的,先对所述第一玻璃基板进行热处理:将所述第一玻璃基板的锡面朝上送入钢化炉,钢化炉的炉温控制在700℃,将所述第一玻璃基板均匀加热至630℃后,送入弯风栅段并进行起弧,起弧的同时使用1000pa的风压对所述第一玻璃基板进行冷却,并在冷却完成后得到8mm厚的第一弯弧玻璃基板1。
对所述第二玻璃基板进行热处理:将所述第二玻璃基板的锡面朝上送入钢化炉,钢化炉的炉温控制在705℃,将所述第二玻璃基板均匀加热至630℃后,送入弯风栅段并进行起弧,得到所需弧度的第二玻璃基板,起弧的同时使用1500pa的风压对所述第二玻璃基板进行冷却,并在冷却完成后得到8mm厚的第二弯弧玻璃基板2。
S302、对所述第一弯弧玻璃基板和第二弯弧玻璃基板进行清洗烘干,然后通过SGP夹层使所述第一弯弧玻璃基板和第二弯弧玻璃基板进行合片,得到弯弧夹层玻璃。
本实施例中,通过清洗机使用去离子纯水对所述第一弯弧玻璃基板1和第二弯弧玻璃基板2进行清洗烘干,然后通过SGP夹层4使所述第一弯弧玻璃基板1和第二弯弧玻璃基板2进行合片,得到弯弧夹层玻璃;合片后使用0.03-0.05mm厚的PVC膜贴合在所述第二弯弧玻璃基板2的低辐射膜层3上进行防护,目的是防止低辐射膜层3发生氧化或被划伤,便于后续对所述弯弧夹层玻璃进行抽真空处理。
S303、采用防护布将所述弯弧夹层玻璃的四周贴合,然后再使用真空膜将所述弯弧夹层玻璃进行包裹,并使用粘质胶将所述真空膜进行粘结,从而使所述弯弧夹层玻璃密封在真空膜内。
结合图2所示,本实施例中,对弯弧夹层玻璃进行抽真空之前需对其进行密封;具体的,首先,使用可透气的防护布将所述弯弧夹层玻璃的四周贴合,目的是防止夹层中的SGP在抽真空时从弯弧夹层玻璃的夹层间隙中溢出;然后,使用真空膜6通过对折的方式将弯弧夹层玻璃进行包裹,并使用粘质胶5将真空膜6对折后对应的三条边进行粘结,从而将所述弯弧夹层玻璃密封在所述真空膜6内。
本实施例中的所述防护布可以选用百里布,所述粘质胶5可以选用蛇胶,采用的防护布、粘质胶5以及真空膜6均可回收重复使用,有效的降低了生产成本。
S304、从所述粘质胶所在的任意一边引出真空管,其中,所述真空管的一端连接于SGP夹层,另一端用于连接于高压釜的真空气嘴;将所述弯弧夹层玻璃移至高压釜内,利用所述真空气嘴进行抽气,抽气过程中伴随高压釜进行终压,最终得到高强度的弯弧玻璃。
本实施例中,所述真空管7用于对所述弯弧夹层玻璃内的夹层进行抽真空,可利用所述粘质胶5的可塑性直接将所述真空管7的一端连接到所述弯弧夹层玻璃的侧端夹层内,可增加抽真空的力度;具体的,将所述弯弧夹层玻璃移至高压釜内,将所述高压釜的真空气嘴与所述真空管7的另一端,即可进行抽气,并且在抽气过程中伴随高压釜进行终压,最终得到高吻合度的弯弧玻璃。
在一实施例中,所述步骤S304包括:
将所述弯弧夹层玻璃移至高压釜后,利用所述真空气嘴抽气至真空度为-0.8bar以下,抽气20-40min后开始运行高压釜,通过高压釜对所述弯弧夹层玻璃依次进行升温升压、保温保压、降温保压以及泄压排气四个阶段的处理后,得到高吻合度的弯弧玻璃。
本实施例中,对所述弯弧夹层玻璃进行抽气的过程:通过所述的高压釜的真空气嘴进行抽气,使得所述真空膜6内部的真空度达到-0.8bar以下,并且在抽气20-40min后开始运行所述高压釜,对所述弯弧夹层玻璃依次进行升温升压、保温保压、降温保压以及泄压排气四个阶段的处理;具体的,所述升温升压阶段中,将温度由室温升至保温所需温度135-138℃,压力升至所需保压压力12.5-13bar;所述保温保压阶段中,使温度135-138℃和压力12.5-13bar保持90-120min;所述降温保压阶段中,按照2-3℃/min的速度快速均匀冷却;所述泄压排气阶段中,温度降至45℃以下时进行泄压排气;经过这四个阶段的处理后,得到高强度的弯弧玻璃。
对得到的所述弯弧玻璃进行测试,测得所述SGP夹层4的撕裂强度大于50MJ/m
说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的系统而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。应当指出,对于本技术领域的普通技术人员来说,在不脱离本申请原理的前提下,还可以对本申请进行若干改进和修饰,这些改进和修饰也落入本申请权利要求的保护范围内。
还需要说明的是,在本说明书中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的状况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
- 一种彩釉Low-E弯弧玻璃制备方法及弯弧玻璃
- 一种玻璃弯钢化设备的自动调弧检测装置及下成弧机构