电驱前推式微波加热发泡成型机及其发泡成型方法
文献发布时间:2023-06-19 11:03:41
技术领域
本发明属于塑料制品加工领域,尤其涉及一种电驱前推式微波加热发泡成型机及其发泡成型方法。
背景技术
目前,塑料发泡成型机的发泡成型机构通常采用锅炉或者蒸汽发生器产生的蒸汽送入模具腔室内配合注入到模具腔室内的发泡塑料进行发泡,锅炉或者蒸汽发生器产生蒸汽一方面结构比较复杂,增加发泡成型机的整体体积;另一方面锅炉需要使用煤炭或者燃气,不仅耗能较大,排放也可能产生污染,增加制作和使用的成本。
发明内容
本发明为了解决上述现有技术中存在的缺陷和不足,提供了一种采用微波加热液体产生蒸汽配合发泡塑料进行发泡,一方面结构简单紧凑,缩小发泡成型机的整体体积,另一方面微波发生器只需使用电能,能耗较小,无污染,不仅降低制作和使用成本,而且节能环保的电驱前推式微波加热发泡成型机及其发泡成型方法。
本发明的技术方案:一种电驱前推式微波加热发泡成型机,包括机架、安装在机架上的发泡成型机构、料桶、真空冷却装置、电控箱、驱动电机以及连接驱动电机和发泡成型机构的传动机构,所述发泡成型机构包括固模、移模、固定在固模上的至少一个固模模框和固定在移模上的至少一个移模模框以及安装在固模上的至少一根发泡料注入管,每个固模模框和与其对应的移模模框合起来形成一个完整的模具腔室,每个模具腔室对应至少一根发泡料注入管,所述发泡料注入管用于向模具腔室内注入发泡塑料和液体,所述固模上设有至少一个微波屏蔽罩,所述移模上设有至少一个配合微波屏蔽罩的微波屏蔽盖,每个微波屏蔽盖盖住与其对应的微波屏蔽罩形成一个完整的微波屏蔽腔室,每个模具腔室对应一个微波屏蔽腔室,每个微波屏蔽腔室均单独连接微波发生器,所述微波屏蔽盖盖住微波屏蔽罩时刚好移模模框和固模模框合在一起,所述移模模框和固模模框均采用耐高温绝缘材料制成;
所述移模位于固模和驱动电机之间,所述驱动电机通过传动机构驱动移模水平移动;所述传动机构包括传动轴以及连接传动轴和移模的若干同步推动的推杆组件。
本发明采用微波加热液体产生蒸汽配合发泡塑料进行发泡,一方面结构简单紧凑,缩小发泡成型机的整体体积,另一方面微波发生器只需使用电能,能耗较小,无污染,不仅降低制作和使用成本,而且节能环保,同时每个模具腔室对应一个微波屏蔽腔室进行微波加热,确保每个模具腔室内的产品发泡均匀性,保证产品发泡质量。
优选地,所述发泡料注入管的一端设有注入头,所述注入头依次穿过固模、微波屏蔽罩和固模模框伸入模具腔室内,发泡料注入管的另一端设有注入口,所述注入口分别通过管道连接料桶和液体供应罐。
该种结构确保发泡塑料和液体通过发泡料注入管注入模具腔室内的稳定性和可靠性。
优选地,所述推杆组件包括两根铰接在一起的上推杆和两根铰接在一起的下推杆,其中一根上推杆和其中一根下推杆正反转连接在传动轴上,另外一根上推杆和另外一根下推杆通过铰接座铰接在移模上。
该种结构使得驱动电机通过推杆组件推动或者拉动移模的移动更加平稳可靠。
优选地,所述注入口倾斜朝上设置,所述发泡料注入管的另一端还设有将从注入口处进入的发泡塑料和液体打入模具腔室内的料枪;所述固模模框通过固定柱固定在微波屏蔽罩的内侧,所述移模模框直接固定在微波屏蔽盖的内侧,所述固模模框上设有配合注入头的穿孔。
该种结构确保发泡塑料和液体通过发泡料注入管注入模具腔室内的通畅性;确保微波屏蔽盖盖住微波屏蔽罩的同时,移模模框很好的与固模模框合在一起,确保微波屏蔽腔室和模具腔室的密闭性。
优选地,所述微波发生器直接固定在微波屏蔽罩上并将微波发射到微波屏蔽罩内或者通过一波导管连接在微波屏蔽罩上并将微波传送到微波屏蔽罩内。
该种结构使得其可以将微波发生器内置或者外置两种选择,满足不同客户的需求。
优选地,所述机架包括底座、顶框、支撑框和后座,所述固模竖直安装在底座和顶框之间,且固模上设有配合发泡料注入管的穿孔,所述料桶安装在顶框上,所述真空冷却装置包括安装在底座上真空泵和真空桶。
该种结构确保固模、料桶和真空冷却装置的安装牢固可靠,同时方便发泡料注入管的安装。
优选地,所述移模通过导杆与后座连接,所述驱动电机为伺服电机,且驱服电机和传动轴之间设有一级减速机和二级减速机,所述驱动电机、一级减速机和二级减速机安装在后座上。
该种结构确保移模的移动平稳可靠,从而保证移模模框和固模模框之间的配合稳定可靠,同时确保驱动电机驱动传动轴的转动更加平稳可靠。
优选地,所述微波屏蔽腔室和模具腔室的数量均为2-5个,每个模具腔室对应2-8根发泡料注入管。
该种结构可以在确保其发泡成型效率的前提下,根据客户需求设计不同规格和大小的塑料发泡成型机,发泡料注入管的数量和位置也可以根据塑料发泡成型机的规格和大小进行调整。
一种电驱前推式微波加热发泡成型机的发泡成型方法,步骤如下:
1)驱动电机通过传动机构推动移模水平移动靠近固模,使得每个微波屏蔽盖盖住与其对应的微波屏蔽罩形成完整的微波屏蔽腔室,此时移动模框和与其对应的固定模框合在一起形成完整的模具腔室;
2)发泡塑料和液体分别通过管道送到注入口处混合在一起并通过料枪从发泡料注入管注入模具腔室内;
3)启动微波发生器将微波发射到微波屏蔽腔室内,微波穿入模具腔室内给发泡塑料和液体加热,将液体蒸发形成蒸汽配合发泡塑料进行发泡成型,然后通过真空冷却装置冷却;
4)发泡成型结束后,驱动电机通过传动机构拉动移模水平移动远离固模,使得移模模框和固模模框脱开,取出发泡成型后的产品。
优选地,所述移模模框和固模模框均采用塑料类耐高温绝缘材料制作。
本发明采用微波加热液体产生蒸汽配合发泡塑料进行发泡,一方面结构简单紧凑,缩小发泡成型机的整体体积,另一方面微波发生器只需使用电能,能耗较小,无污染,不仅降低制作和使用成本,而且节能环保,同时每个模具腔室对应一个微波屏蔽腔室进行微波加热,确保每个模具腔室内的产品发泡均匀性,保证产品发泡质量。
附图说明
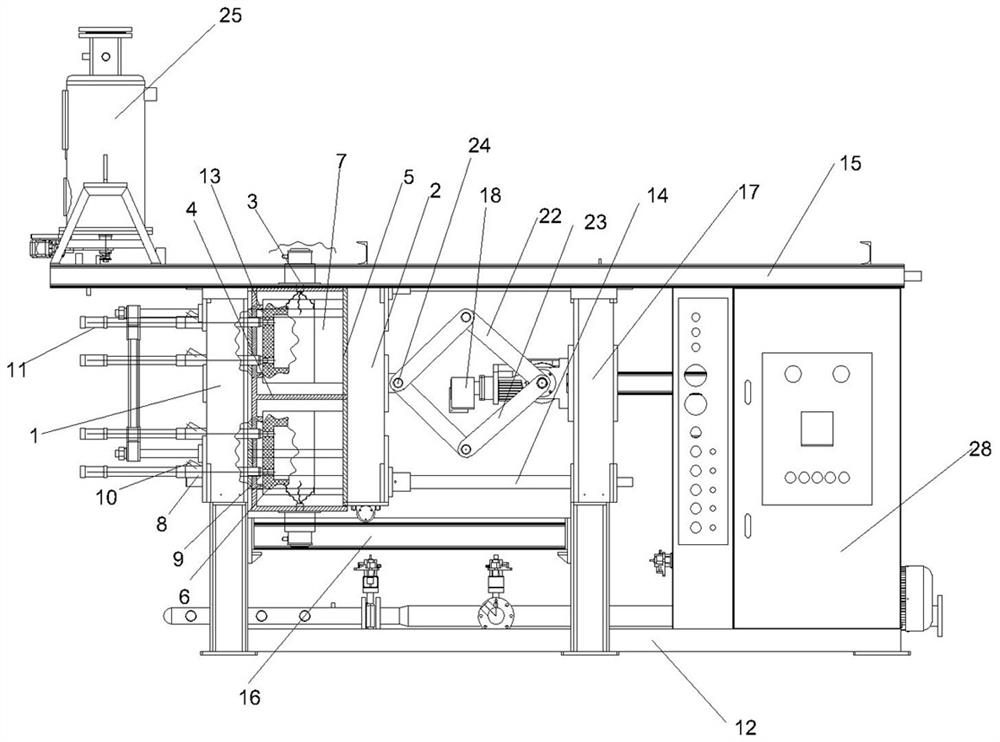
图1为本发明的结构示意图;
图2为本发明的俯视示意图;
图中1.固模,2.移模,3.微波发生器,4.微波屏蔽罩,5.微波屏蔽盖,6.固模模框,7.移模模框,8.发泡料注入管,9.注入头,10.注入口,11.料枪,12.底座,13.固定柱,14.导杆,15.顶框,16.支撑框,17.后座,18.驱动电机,19.一级减速机,20.二级减速机,21.传动轴,22.上推杆,23.下推杆,24.铰接座,25.料桶,26.真空桶,27.真空泵,28.电控箱。
具体实施方式
下面结合附图对本发明作进一步详细的说明,但并不是对本发明保护范围的限制。
如图1和2所示,一种电驱前推式微波加热发泡成型机,包括机架、安装在机架上的发泡成型机构、料桶25、真空冷却装置、电控箱28、驱动电机18以及连接驱动电机18和发泡成型机构的传动机构,发泡成型机构包括固模1、移模2、固定在固模1上的两个固模模框6和固定在移模2上的两个移模模框7以及安装在固模1上的4根发泡料注入管8,每个固模模框和与其对应的移模模框合起来形成一个完整的模具腔室,每个模具腔室对应2根发泡料注入管8,发泡料注入管8用于向模具腔室内注入发泡塑料和液体,固模1上设有两个微波屏蔽罩4,移模2上设有两个配合微波屏蔽罩4的微波屏蔽盖5,每个微波屏蔽盖盖住与其对应的微波屏蔽罩形成一个完整的微波屏蔽腔室,每个模具腔室对应一个微波屏蔽腔室,每个微波屏蔽腔室均单独连接微波发生器3,微波屏蔽盖5盖住微波屏蔽罩4时刚好移模模框7和固模模框6合在一起;移模2位于固模1和驱动电机18之间,驱动电机18通过传动机构驱动移模2水平移动;传动机构包括传动轴21以及连接传动轴21和移模2的两组同步推动的推杆组件。发泡料注入管8的一端设有注入头9,注入头9依次穿过固模1、微波屏蔽罩4和固模模框6伸入模具腔室内,发泡料注入管8的另一端设有注入口10,注入口10分别通过管道连接料桶25和液体供应罐。推杆组件包括两根铰接在一起的上推杆22和两根铰接在一起的下推杆23,其中一根上推杆和其中一根下推杆正反转连接在传动轴21上,另外一根上推杆和另外一根下推杆通过铰接座24铰接在移模2上。注入口10倾斜朝上设置,发泡料注入管8的另一端还设有将从注入口10处进入的发泡塑料和液体打入模具腔室内的料枪11;固模模框6通过固定柱13固定在微波屏蔽罩4的内侧,移模模框7直接固定在微波屏蔽盖5的内侧,固模模框6上设有配合注入头9的穿孔。微波发生器3直接固定在微波屏蔽罩4上并将微波发射到微波屏蔽罩4内。机架包括底座12、顶框15、支撑框16和后座17,固模1竖直安装在底座12和顶框15之间,且固模1上设有配合发泡料注入管8的穿孔,料桶25安装在顶框15上,真空冷却装置包括安装在底座12上真空泵27和真空桶26。移模2通过导杆14与后座17连接,驱动电机18为伺服电机,且驱服电机和传动轴21之间设有一级减速机19和二级减速机20。传动轴21连接在一级减速机19上,两组推杆组件连接在传动轴21的两端。驱动电机18、一级减速机19和二级减速机20安装在后座17上。
一种电驱前推式微波加热发泡成型机的发泡成型方法,步骤如下:
1)驱动电机通过传动机构推动移模水平移动靠近固模,使得每个微波屏蔽盖盖住与其对应的微波屏蔽罩形成完整的微波屏蔽腔室,此时移动模框和与其对应的固定模框合在一起形成完整的模具腔室;
2)发泡塑料和液体分别通过管道送到注入口处混合在一起并通过料枪从发泡料注入管注入模具腔室内;
3)启动微波发生器将微波发射到微波屏蔽腔室内,微波穿入模具腔室内给发泡塑料和液体加热,将液体蒸发形成蒸汽配合发泡塑料进行发泡成型,然后通过真空冷却装置冷却;
4)发泡成型结束后,驱动电机通过传动机构拉动移模水平移动远离固模,使得移模模框和固模模框脱开,取出发泡成型后的产品。
移模模框7和固模模框6均采用塑料类耐高温绝缘材料制作。
本发明中的上推杆的一端和下推杆的一端正反转连接在传动轴上,传动轴正转的时候,可以驱动上推杆往下转动,下推杆往上转动,使得推杆组件伸展开推动移模前移;传动轴反转的时候,可以驱动上推杆往上转动,下推杆往下转动,使得推杆组件收缩将移模拉回。该种结构类似伸缩型X架构中的其中一段,为常规的伸缩结构,故其具体结构不作细述。
本发明的电控箱中可以配置PLC控制器,只需设置动作参数,即可自动控制微波发生器、驱动电机等部件的动作频率和动作时间。
本发明中的真空冷却装置为市面采购的常规真空冷却装置,故不作细述。
本发明主要用于EPS,EPP,EPTU等可发性塑料颗粒的发泡成型。
本发明中用于发泡的液体通常采用干净的水,液体供应罐通常采用干净水箱,干净水箱一般为外设部件,通过管道连接注液口,通过水泵将水箱内的水送到注液口处与发泡塑料一起被送入模具腔室内。
本发明采用微波加热液体产生蒸汽配合发泡塑料进行发泡,一方面结构简单紧凑,缩小发泡成型机的整体体积,另一方面微波发生器只需使用电能,能耗较小,无污染,不仅降低制作和使用成本,而且节能环保,同时每个模具腔室对应一个微波屏蔽腔室进行微波加热,确保每个模具腔室内的产品发泡均匀性,保证产品发泡质量。
- 电驱前推式微波加热发泡成型机及其发泡成型方法
- 一种电驱前推式微波加热发泡成型机