一种带屋檐一体化的挤塑瓦片的制作方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及一种瓦片制作方法,具体涉及一种带屋檐一体化的挤塑瓦片的制作方法。
背景技术
现有的房屋上面铺设瓦片时,瓦片和屋檐都是分体式的,都过拼接安装在一起的,这种拼接的方式主要缺点是:不美观、安装困难,瓦片与屋檐之间有缝隙,因此需要一种带屋檐一体化瓦片,而市面上只有注塑一体并只能局限长度五十公分左右这样会造成美观上的瑕疵和安装上的繁琐。
发明内容
本发明的目的在于提供的一种造型美观、安装简单并可实现任意长度的带屋檐一体化的挤塑瓦片的制作方法,以解决上述背景技术中提出的瓦片和屋檐拼接安装不美观、安装困难、瓦片与屋檐之间有缝隙的问题。
为实现上述目的,本发明提供如下技术方案:
一种带屋檐一体化的挤塑瓦片成型生产线,包括原料混合机、挤出机、瓦片成型机、切割机、加热装置和屋檐成型装置,所述原料混合机的入口用于添加原料,所述原料混合机的出口与所述挤出机的入口连接,所述挤出机的出口处设有模头,所述模头与所述瓦片成型机的入口连接,所述挤出机的出口处模头挤出扁平片状的原料至瓦片成型机进行压合成型,所述挤出机的挤出速度与瓦片成型机的运行速度同步,自动切割机设置在瓦片成型机出口处,自动切割机与瓦片成型机的运行速度保持同步。
优选的,所述原料混合机包括两台,一台用于混合瓦片的主体材料,另一台用于混合瓦片主体表面附着的功能性材料,两台原料混合机分别连接两台挤出机,两台挤出机连接同一个模头。
优选的,所述功能性材料为防腐材料、脱模剂、隔热材料、隔音材料中的任意一种或几种。
优选的,所述屋檐成型装置包括推动装置及屋檐成型模具,所述屋檐成型模具包括上模块、下模块和连接座,所述上模块底部设有第一压花部和第一固定部,所述第一压花部与所述第一固定部之间的夹角为钝角,所述连接座设置在所述上模块顶部靠近所述第一压花部的位置,所述下模块顶部设有分别与所述第一压花部和所述第一固定部配合的第二压花部和第二固定部,所述第二固定部与所述下模块底部平面的夹角为锐角,所述连接座与推动装置连接。
优选的,所述第一压花部与所述第一固定部的夹角为110°-130°。
优选的,所述第二固定部与所述下模块底部平面的夹角为20°-30°。
优选的,所述原料混合机与挤出机之间设置有冷却机,用于冷却混合的原料。
一种带屋檐一体化的挤塑瓦片的制作方法,包括以下步骤:
(1)、原料混合,将瓦片主体成型的原料按比例进行混合,经原料与机械自摩擦使原料升温至115℃-125℃,混合均匀后将原料冷却至40℃-50℃(防止混合的原料结块),然后将原料加入到挤出机;
(2)、加热挤出,挤出机加热使原料继续升温至190℃-200℃,原料在挤出机内混炼,混炼均匀的原料经过挤出机内的挤出螺杆推向挤出机的模头,模头的宽度和厚度可调节,使挤出的混炼后的原料成扁平的片状,温度为180℃-190℃;
(3)、瓦片成型,经挤出机挤出的扁平的片状的原料引入瓦片成型机进行压合成型,降温定型,瓦片成型机的运行速度与挤出机的挤出速度保持同步;
(4)、自动切割,自动切割机根据设定的长度要求对成型的瓦片进行自动切割,自动切割机与瓦片成型机的运行速度保持同步;
(5)、瓦片加热,将切割好的瓦片一部分插入加热装置,加热装置夹住瓦片,加热装置夹住瓦片的位置与瓦片的轮廓相配合,并在瓦片插入加热装置的接口处包裹隔热材料,形成密封,将加热装置内部加热至120℃-140℃,保持1-2分钟后取出部分软化的瓦片;
(6)屋檐成型,将部分软化瓦片放在下模块上,此时将瓦片未软化的部分及一部分软化的部分对准放置在第二固定部内,另外一部分软化瓦片设置在第二压花部上,推动装置推动上模块下压,将第一压花部和第一固定部分别压向第二压花部和第二固定部,推动装置通过上模块对下模块上的瓦片施加1MPa-3MPa的作用力,持续1-2分钟,取出瓦片,待瓦片变凉硬化后,去掉毛边,得到带屋檐一体化的挤塑瓦片。
优选的,还包括如下步骤:(1.5)、功能性材料混合,将功能性材料的原料进行混合,混合均匀的功能性材料的原料经过另外一台挤出机加热温升至210℃-220℃,与主体成型的原料同时经过挤出机内的挤出螺杆推向挤出机的模头,并与主体成型的原料同时挤出。
优选的,所述功能性材料按质量比由以下组分组成,聚乙烯蜡30-40份、三硬脂酸甘油酯30-40份、阳离子交换树脂13-15份、硬脂酸酯钙3-4份、月桂酰氯2-2份、正硅酸乙酯2-3份、羟基羧酸1-2份、角闪石粉1-2份、十二烷基苯磺酸钠1-2份、聚二甲基硅氧烷2-3份、磷酸三丁酯3-4份、配合剂10-15份。
本发明的有益效果是:
1、本发明通过加热装置夹住瓦片的一部分,加热装置夹住瓦片的位置与瓦片的轮廓相配合,并在瓦片插入加热装置的接口处包裹隔热材料形成密封,隔绝热量可以防止外部瓦片变软,实现瓦片的部分软化,不受限于加热装置的大小,不会限制瓦片的整体长度,实现加工出任意长度的带屋檐一体化瓦片;
2、通过屋檐成型模具的第一、第二固定部与下模块底部平面呈锐角倾斜的设计,并将用于连接动力装置的连接座设置在靠近第一压花部上方的位置,使得屋檐压制成型时,压花部和靠近压花部的固定部既有来自动力装置的力,也有上模块自身的重力形成的挤压力,从而使得屋檐成型出来的图案清晰美观;
3、本发明制备的带屋檐一体化瓦片可以解决传统瓦片和屋檐拼接安装不美观、安装困难以及瓦片与屋檐之间有缝隙的问题。
附图说明
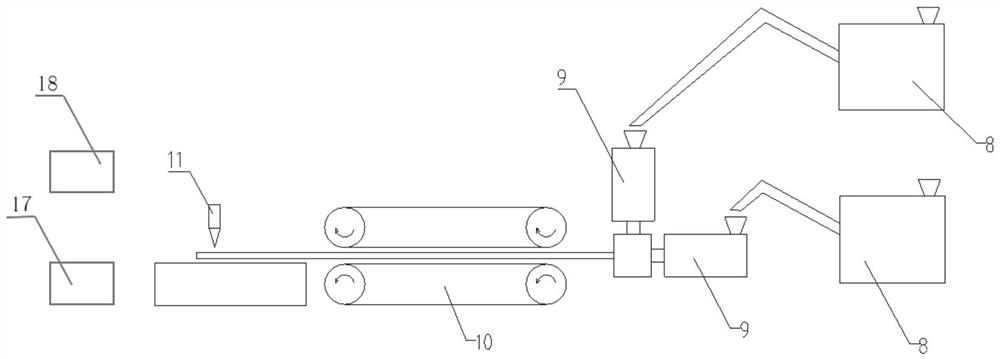
图1为本发明的带屋檐一体化的挤塑瓦片成型生产线的结构示意图;
图2为本发明的实施例使用的瓦片成型机的结构示意图;
图3为本发明的实施例使用的瓦片成型机中的相邻的两个上模具和下模具结构示意图;
图4为本发明的成型后瓦片结构示意图;
图5为本发明的屋檐成型模具的左视图;
图6为本发明的屋檐成型模具的上模块的后视图;
图7为本发明的屋檐成型模具的下模块的主视图;
图8为本发明的屋檐成型装置工作状态的结构示意图;
图9为本发明制作的带屋檐一体化的挤塑瓦片的结构示意图;
图中:1、上履带,2、下履带,3、上模具,4、下模具,5、弧形凸槽,6、弧形凹槽,7、间隙,8、混合机,9、挤出机,10、瓦片成型机,11、自动切割机,12、齿条,13、齿轮,14、盖瓦,15、沟瓦,16、节点,17、加热装置,18、屋檐成型装置,19、推动装置,20、屋檐成型模具,21-上模块;22-下模块;23-连接座;211-第一压花部;212-第一固定部;221-第二压花部;222-第二固定部。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,一种带屋檐一体化的挤塑瓦片成型生产线,包括原料混合机8、挤出机9、瓦片成型机10、切割机11、加热装置17和屋檐成型装置18,所述原料混合机8的入口用于添加原料,所述原料混合机8的出口与所述挤出机9的入口连接,所述挤出机9的出口处设有模头,所述模头与所述瓦片成型机10的入口连接,所述挤出机9的出口处模头挤出扁平片状的原料至瓦片成型机10进行压合成型,所述挤出机9的挤出速度与瓦片成型机10的运行速度同步,自动切割机11设置在瓦片成型机10出口处,自动切割机11与瓦片成型机10的运行速度保持同步。
如图2至图3所示,在本实施例中,所述瓦片成型机10包括相对设置的上履带1和下履带2,驱动所述上履带1和下履带2转动的动力装置,上履带1排列设置有若干上模具3,下履带2上排列设置有若干下模具4,所述上履带1和下履带2的转动方向相反使得所述上模具3和下模具4压合后朝同一方向同步移动,所述上模具3和下模具4之间为待压合的瓦片原料,相邻的上模具3之间以及相邻的下模具4之间存在相同的间隙7,上模具3上设有半径为R1的弧形凸槽5,下模具4上设有与所述弧形凸槽5配合的弧形凹槽6,弧形凸槽5与弧形凹槽6压合后用于成型相邻瓦片之间的节点16,所述间隙7偏离弧形凸槽5的中心,所述间隙7距离弧形凸槽5的中心最近的边与弧形凸槽5的中心的距离为L1,所述间隙7的宽度为L2,其中0≤L1≤R1-L2,R1=5-10mm,L1=3-6mm,L2=3-6mm,本实施例具体为,R1=8mm,L1=3mm,L2=4mm;若干上模具3和下模具4等间距排列;上模具3和下模具4包括用于成型沟瓦15的部分和成型盖瓦14的部分,其中上模具3和下模具4用于成型盖瓦14的部分的横截面为弧形,该弧形的圆心角为160°-180°;所述动力装置包括设置在上模具3和下模具4的侧面的齿条12和与所述齿条12配合的驱动齿轮13,所述驱动齿轮13与驱动电机(图中未示出)连接。
瓦片成型机的工作原理:瓦片成型机10工作中,上模具3和下模具4为咬合状态,位于上模具3和下模具4之间的为瓦片原料,动力装置驱动上履带1和下履带2转动,在成型机10入口处,由挤出机9挤出的扁平板块状的未固化的瓦片原料进入瓦片成型机10,上模具3和下模具4在入口处由分开至咬合,并牵引瓦片原料持续不断的进入瓦片成型机10,瓦片原料压合成型固化后形成瓦片,瓦片在瓦片成型机10出口处出来,出来的瓦片原料固化成型形成成品瓦片,瓦片成型机10出口处的上模具3和下模具4由咬合状态至分开状态,并由于上履带1和下履带2的转动运行至瓦片成型机10的入口处,进行循环成型。
如图5至图8所示,在本实施例中,所述屋檐成型装置18包括推动装置19及屋檐成型模具20,所述屋檐成型模具20包括上模块21、下模块22和连接座23,所述上模块21底部设有第一压花部211和第一固定部212,所述第一压花部211与所述第一固定部212之间的夹角为钝角,所述连接座23设置在所述上模块21顶部靠近所述第一压花部211的位置,所述下模块22顶部设有分别与所述第一压花部211和所述第一固定部212配合的第二压花部221和第二固定部222,所述第二固定部222与所述下模块22底部平面的夹角为锐角,所述连接座23与推动装置19连接。
作为优选的实施方案,所述第一压花部211与所述第一固定部212的夹角为110°-130°。
作为优选的实施方案,,所述第二固定部221与所述下模块22底部平面的夹角为20°-30°。
在本实施例中,如图1所示,所述原料混合机8包括两台,一台用于混合瓦片的主体材料,另一台用于混合瓦片主体表面附着的功能性材料,两台原料混合机8分别连接两台挤出机9,两台挤出机9连接同一个模头。
作为优选的实施方案,所述功能性材料为防腐材料、脱模剂、隔热材料、隔音材料中的任意一种或几种。
在本实施例中,所述原料混合机8与挤出机9之间设置有冷却机,用于冷却混合的原料。
一种带屋檐一体化的挤塑瓦片的制作方法,包括以下步骤:
(1)、原料混合,将瓦片主体成型的原料按比例进行混合,经原料与机械自摩擦使原料升温至115℃-125℃,混合均匀后将原料冷却至40℃-50℃(防止混合的原料结块),然后将原料加入到挤出机9;本实施例选用PVC树脂作为主体成型的原料的主料;
(2)、加热挤出,挤出机9加热使原料继续升温至190℃-200℃,原料在挤出机9内混炼,混炼均匀的原料经过挤出机9内的挤出螺杆推向挤出机9的模头,模头的宽度和厚度可调节,使挤出的混炼后的原料成扁平的片状,温度为180℃-190℃。
(3)、瓦片成型,经挤出机9挤出的扁平的片状的原料引入瓦片成型机10进行压合成型,降温定型,瓦片成型机10的运行速度与挤出机9的挤出速度爆出同步;
(4)、自动切割,自动切割机11根据设定的长度要求对成型的瓦片进行自动切割,自动切割机11与瓦片成型机10的运行速度保持同步;
(5)、瓦片加热,将切割好的瓦片一部分插入加热装置17,加热装置17夹住瓦片的一部分,加热装置17夹住瓦片的位置与瓦片的轮廓相配合,并在瓦片插入加热装置17的接口处包裹隔热材料,形成密封,将加热装置内部加热至120℃-140℃,保持1-2分钟后取出部分软化的瓦片;;
(6)将部分软化瓦片放在下模块22上,此时将瓦片未软化的部分及一部分软化的部分对准放置在第二固定部222内,另外一部分软化瓦片设置在第二压花部221上,推动装置19推动上模块21下压,将第一压花部211和第一固定部212分别压向第二压花部221和第二固定部222,推动装置通过上模块对下模块上的瓦片施加1MPa-3MPa的作用力,持续1-2分钟,取出瓦片,待瓦片变凉硬化后,去掉毛边,得到带屋檐一体化的挤塑瓦片。
作为优选的实施方案,还包括如下步骤:(1.5)、功能性材料混合,将功能性材料的原料进行混合,混合均匀的功能性材料的原料经过另外一台挤出机9加热温升至210℃-220℃,与主体成型的原料同时经过挤出机9内的挤出螺杆推向挤出机9的模头,并与主体成型的原料同时挤出。
作为优选的实施方案,所述功能性材料按质量比由以下组分组成,聚乙烯蜡30-40份、三硬脂酸甘油酯30-40份、阳离子交换树脂13-15份、硬脂酸酯钙3-4份、月桂酰氯2-2份、正硅酸乙酯2-3份、羟基羧酸1-2份、角闪石粉1-2份、十二烷基苯磺酸钠1-2份、聚二甲基硅氧烷2-3份、磷酸三丁酯3-4份、配合剂10-15份。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 一种带屋檐一体化的挤塑瓦片的制作方法
- 一种屋檐瓦片拆除用装置