一种端头呈完全独石结构的云母电容器及其制备方法
文献发布时间:2023-06-19 11:21:00
技术领域
本发明属于阻容元器件制造的技术领域,涉及一种端头呈完全独石结构的云母电容器及其制备方法。
背景技术
云母是一种含硅酸铝的矿物质,主要成分是Al
鉴于云母具有优良的机械性能,很容易装配成叠片式的电容器。云母电容器是以天然云母片为介质的电容器,正是由于云母介质的优异性能,使得云母电容器具有以下优点,是其它电容器不能代替的。
1)损耗小:容量小于或等于82pF时,损耗在(10~30)×10
2)容量的温度和时间稳定性好:温度系数最好的可稳定在±10×10
3)高频特性优良:因其固有电感小,云母电容器可以在较高的频率下工作。
4)精度高:一般可达到±1%、±2%、±5%,最高精度可达到±0.01%。
5)耐热性好:在外封装材料允许的条件下,可以生产200℃以上的高温云母电容器,玻璃封装的可以达到300℃以上;
云母电容器不仅广泛用于电子、电力和通讯设备的仪器仪表中,而且还用于对稳定性和可靠性要求很高的航天、航空、航海、火箭、卫星、军用电子装备以及石油勘探设备中。
云母电容器最重要的特点就是损耗小、电阻值大于1×10
发明内容
本发明解决的问题在于提供一种端头呈完全独石结构的云母电容器及其制备方法,填补了现有云母电容器端电极引出部分完全独石结构、立体化的国内空白,保证了云母电容器芯组引出的可靠度。
本发明是通过以下技术方案来实现:
一种端头呈完全独石结构的云母电容器,包括由交错、叠层装配的云母银片经烧结形成的电容器芯组,其端头为完全独石结构;所述云母银片是在每片云母片两面均设大银电极层和小银电极层,其中大银电极层端头处的高度和小银电极层的高度均与云母片宽度相等,大银电极层与小银电极层之间留有阻挡层,大银电极层在云母片的两侧边均留有宽度相等的绝缘边;
所述相邻的云母银片均按照阻挡层对准、相贴合的原则,交错、叠层进行芯组装配,装配片数依云母电容器的容量而定;
所述电容器芯组的两个端头均涂覆有端头银浆,经烧结后作为其引出部分。
所述大银电极层端头处的宽度与小银电极层的宽度相一致。
相邻云母银片的端头部分被银层完全地填充或涂覆。
所述的云母电容器芯组的端头经涂覆端头银浆后,其端面、端头的两个侧面以及上、下银电极层之间均被连通,实现了端头引出的立体化。
一种端头呈完全独石结构的云母电容器的制备方法,包括以下操作:
1)将云母片按要求的尺寸裁剪之后清洗,然后经丝网印刷在云母片的两面对称地进行大银电极层与小银电极层的印制,其中两端头部分的高度均与云母片宽度相等;
银电极层印制完成后将云母银片转移至加热平板上,在170~230℃的温度下烘干3~5min;
2)将烘干的云母银片摊平放置在隧道烧结炉的传动网带上,自400℃的炉头传送至600℃的炉尾同时进行云母银片的烧结,传送/烧结时间为25~35min;
3)相邻的云母银片交错、叠层装配时,按照阻挡层对准、相贴合的原则进行芯组装配,装配片数依云母电容器所需要的容量而定;
4)将装配好的芯组按照:垫块、单层护片、芯组、双层护片、芯组、双层护片、芯组、单层护片、垫块的顺序装入烧结模具内,并施加压力将芯组压紧,再一起放入高温箱式炉内,在500℃~540℃、保温1小时的条件下,完成芯组烧结;
5)端头涂银:将胶布紧贴于平板玻璃上,用玻璃棒把端头银浆平抹在胶布上,厚度约0.5mm;夹取烧结好的芯组,端头向下蘸取端头银浆,经晾干、烧结,再重复这种操作1~2次,完成芯组的两个端头的涂银;
6)芯组耐电压检测:在2倍的额定电压下,芯组平放于绝缘板上,用两个检测头同时触碰芯组的两端,延时3~5秒;逐只测试,剔除飞弧、击穿的电压废品;
7)按照云母电容器的要求选用相应的引出线、焊料及焊接方式进行焊接。
所述相邻云母银片的端头部分被银层完全地填充或涂覆。
所述云母银片的大银电极层端头处的高度和小银电极层的高度均与云母片宽度相等;大银电极层端头处的宽度与小银电极层的宽度相一致。
所述的焊接过程为:将芯组平放于绝热地焊接板上,一边夹取引出线并在焊接部位蘸取助焊剂,平贴于芯组端头的焊接处;同时持达到340℃~380℃的电烙铁,并在烙铁头上蘸取焊料,压紧于引出线的焊接起点、向右平滑至焊接终点,完成引出线的焊接。
与现有技术相比,本发明具有以下有益的技术效果:
本发明提供的云母电容器,通过对云母片上的电极层形状进行改进,将端头处的银层高度延长至与云母片宽度一致,相邻云母银片的端头部分被银层完全地填充或涂覆,使得其端头在烧结后呈完全独石结构,填补了现有云母电容器端电极引出部分完全独石结构、立体化的国内空白。本发明从理论上和实际操作中规避了电容器部分产品的实际容量达不到要求的标称容量、耐电压能力降低甚至直接失效的难题;本发明可满足全部独石结构的云母电容器的银电极制作,具有设计合理、操作方便、零成本增加、控制可靠、推介范围广等优点。
本发明提供的端头呈完全独石结构的云母电容器及其制备方法,通过将银层端头处的高度延长至与云母片宽度一致,在保证阻挡层宽度需求的情况下,引出端由原来的银层宽度×芯组厚度的平面接触,改进为云母片宽度×芯组厚度×小银层宽度的立体接触,增大了端电极引出时的接触面积,大大提高了端电极完全引出的可靠性,提高了产品容量的命中率;增大了云母电容器的耐电压变化率dv/dt的能力,大大的提高了产品的抗频率冲击性。
本发明提供的端头呈完全独石结构的云母电容器及其制备方法,增大了端电极引出时的接触面积,使产品的接触电阻下降,tanδ值更小,使用频率特性更优;端电极接触更可靠,阻值更大。
采用本发明后,经过在生产线批产10万只产品的统计数据表明:不仅使芯组的引出可靠性得到增强,也使产成品在电参数方面的合格率得以显著提高:
1.在芯组耐电压测试中,使芯组的耐电压合格率由原来的65%左右,提高至95%以上;引出更可靠,使产品的电阻合格率也相应提高。
2.在容量测试时,使芯组的容量命中率由原来的85%左右,提高至94%以上。
3.在成品测试过程中,使产品的损耗合格率由原来的90%左右,提高至96%以上。
4.在成品筛选过程中,使产品的淘汰率由原来的6%左右,降低至2%以下。
5.由于产品引出可靠性的提高,使得其耐电压变化率dv/dt的能力显著增强,在同等使用条件下,大大的提高了产品的抗频率冲击性。
附图说明
图1-1~图1-4为本发明的银层形状示意图,其中图1-1为正面视图,图1-2为前后侧视图;图1-3为背面视图;图1-4为左右侧视图;
图2-1~图2-4为本发明的芯组装配示意图,其中图2-1为正面视图,图2-2为前后侧视图;图2-3为背面视图;图2-4为左右侧视图;
图3-1~图3-4为本发明的端头引出示意图,其中图3-1为正面视图,图3-2为前后侧视图;图3-3为背面视图;图3-4为端头引出的剖面示意图。
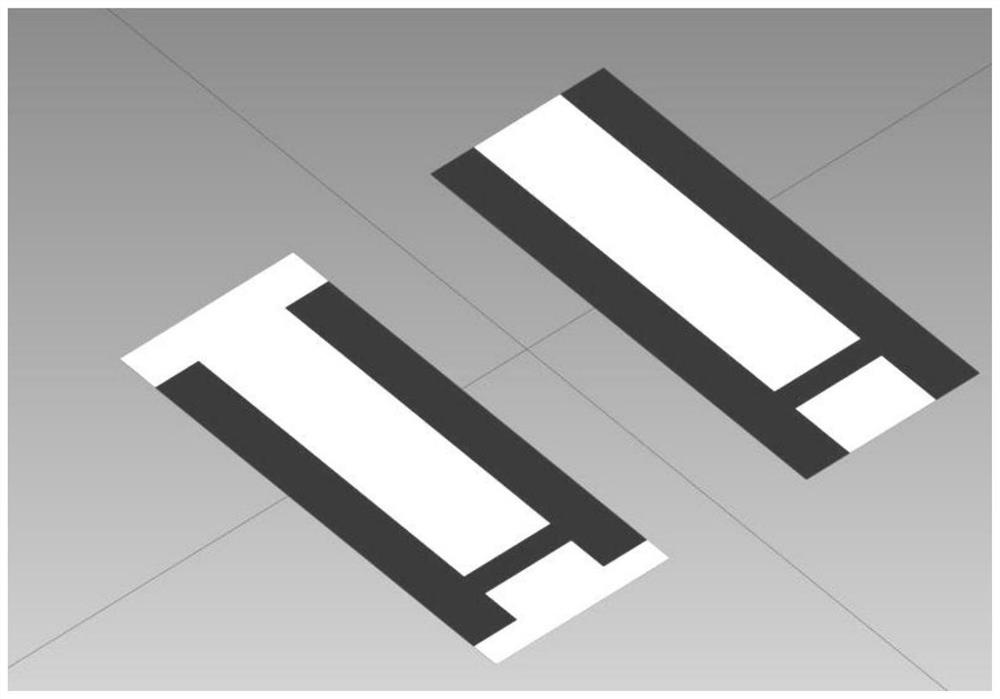
图4是本发明的银层对比示意图(白色部分为银层),左图为本发明的银层形状示意图,右图为改进前的银层形状示意图。
图5-1~图5-2为本发明的芯组端头剖面对比示意图(白色部分为银层),左图为本发明的端头剖面示意图,右图为改进前的端头剖面示意图。
其中,1为小银电极层;2为大银电极层;3为绝缘边;4为阻挡层;5为引出端。
具体实施方式
下面结合实施例对本发明做进一步详细描述,所述是对本发明的解释而不是限定。
用原有的银电极形状装配云母电容器时,因芯组端头的两边存在层间间隙(银层只涂覆部分高度),未形成完全的独石结构;这样在端头涂银工序中,容易产生两种极端现象:①当芯组的端面的平整度较差时,致使低于端面的银片不能蘸上端头银浆,难以实现完全引出,致个别产品的实际容量小于要求的标称容量;②因芯组端头的两边存在层间间隙,在端头涂银时,易使端头银浆由于虹吸原理,沿云母银片之间10μm左右的缝隙渗入芯组内部,使得阻挡层或绝缘边变窄,导致产品的耐电压降低甚至直接失效;③部分产品的引出效果差,致其损耗值较大;④端头接触不可靠,有虚接触的可能,致产品的阻值小于1×10
因此,本发明提出一种端头呈完全独石结构的云母电容器,包括由交错、叠层装配的云母银片经烧结形成的电容器芯组,其端头为完全独石结构;所述云母银片是在每片云母片两面均设大银电极层和小银电极层,其中大银电极层端头处的高度和小银电极层的高度均与云母片宽度相等,大银电极层与小银电极层之间留有阻挡层,大银电极层在云母片的两侧边均留有宽度相等的绝缘边;
所述相邻的云母银片均按照阻挡层对准、相贴合的原则,交错、叠层进行芯组装配,装配片数依云母电容器的容量而定;
所述电容器芯组的两个端头均涂覆有端头银浆,经烧结后作为其引出部分。
进一步的,所述大银电极层端头处的宽度与小银电极层的宽度相一致。
进一步的,相邻云母银片的端头部分被银层完全地填充或涂覆。
进一步的,所述的云母电容器芯组的端头经涂覆端头银浆后,其端面、端头的两个侧面以及上、下银电极层之间均被连通,实现了端头引出的立体化。
一种端头呈完全独石结构的云母电容器的制备方法,包括以下操作:
1)将云母片按要求的尺寸裁剪之后清洗,然后经丝网印刷在云母片的两面对称地进行大银电极层与小银电极层的印制,其中两端头部分的高度均与云母片宽度相等;
银电极层印制完成后将云母银片转移至加热平板上,在170~230℃的温度下烘干3~5min;
2)将烘干的云母银片摊平放置在隧道烧结炉的传动网带上,自400℃的炉头传送至600℃的炉尾同时进行云母银片的烧结,传送/烧结时间为25~35min;
3)相邻的云母银片交错、叠层装配时,按照阻挡层对准、相贴合的原则进行芯组装配,装配片数依云母电容器所需要的容量而定;
4)将装配好的芯组按照:垫块、单层护片、芯组、双层护片、芯组、双层护片、芯组、单层护片、垫块的顺序装入烧结模具内,并施加压力将芯组压紧,再一起放入高温箱式炉内,在500℃~540℃、保温1小时的条件下,完成芯组烧结;
5)端头涂银:将胶布紧贴于平板玻璃上,用玻璃棒把端头银浆平抹在胶布上,厚度约0.5mm;夹取烧结好的芯组,端头向下蘸取端头银浆,经晾干、烧结,再重复这种操作1~2次,完成芯组的两个端头的涂银;
6)芯组耐电压检测:在2倍的额定电压下,芯组平放于绝缘板上,用两个检测头同时触碰芯组的两端,延时3~5秒;逐只测试,剔除飞弧、击穿的电压废品;
7)按照云母电容器的要求选用相应的引出线、焊料及焊接方式进行焊接。
本发明是基于进行云母银片的银层形状的改进,并进一步改进芯组、电容器的特性:
如图1-1~图1-4所示,在每一片云母片的两面上对称地印刷出大、小两个银电极,其高度与云母片宽度一致,还进一步将大银电极层端头处的宽度与小银电极层的宽度设为一致。
所述的两个银电极层的两个端头处的银层高度与云母片宽度(l
本发明排除了涂银过程中端头银浆渗入芯组内部的可能性(参见图4左图和图5-1、图5-2的左图),完全消除了产品耐电压不合格品的产生。还增大了产品的耐电压变化率dv/dt的能力,提高了产品的抗频率冲击性,并增强了产品在使用过程中抗时效冲击的能力。
下面给出具体的实施例。
参见图1-1~图1-4所示,本发明的大、小电极的总体长度与云母片长度一致;小银电极层1的高度与云母片宽度(l
本发明的端头呈完全独石结构的云母电容器的制备方法,包括以下操作:
1)将云母片按要求的尺寸裁剪之后清洗,然后经丝网印刷在云母片的两面对称地进行大银电极层与小银电极层的印制,其中两端头部分的高度均与云母片宽度相等;电极层印制完成后将云母银片转移至加热平板上,在170~230℃的温度下烘干3~5min;
2)将烘干的云母银片摊平放置在隧道烧结炉的传动网带上,自400℃的炉头传送至600℃的炉尾,传送时间约30min,完成云母银片的烧结;
3)按照相邻的云母片交错、叠层装配时,阻挡层对准、相贴合的原则进行芯组装配,装配片数依所需要的容量而定;
4)将装配好的芯组按照:垫块、单层护片、芯组、双层护片、芯组、双层护片、芯组、单层护片、垫块的顺序装入烧结模具内,并施加压力将芯组压紧,再一起放入高温箱式炉内,在500℃~540℃、保温1小时的条件下,完成芯组烧结;
5)端头涂银:将医用胶布紧贴于平板玻璃上,用玻璃棒把端头银浆平抹在胶布上,厚度约0.5㎜;用镊子夹取一个烧结好的芯组,端头向下蘸取端头银浆,经晾干、烧结,再重复这种操作1~2次,完成芯组的端头涂银;
6)芯组耐电压检测:将电压表的示值按2倍的额定电压进行设置,芯组平放于绝缘板上,用两个检测头同时触碰芯组的两端,延时3~5秒;逐只测试,剔除飞弧、击穿的电压废品;
7)按照产品规格的要求选用相应的引出线、焊料及焊接方式进行焊接:将芯组平放于绝热地焊接板上,左手用镊子夹取引出线并在焊接部位蘸取助焊剂,平贴于芯组端头的焊接处;右手持达到340℃~380℃的50W电烙铁,并在烙铁头上蘸取焊料、压紧于引出线的焊接起点、向右平滑至焊接终点,完成引出线的焊接。
原有芯组的上、下两边存在着两个银层厚度约10μm左右的层间间隙,在端头涂银时,由于虹吸原理,端头银浆易沿云母银片之间的缝隙渗入芯组内部,使得阻挡层或绝缘边变窄,导致产品的耐电压降低甚至直接失效;且端头引出属于面接触(图5-1、图5-2的右图所示),其有效接触面积是银层宽度与芯组厚度的乘积,当芯组端头平整度较差,低于端面的银片不能蘸上端头银浆,芯组端面难以完全全部引出,致个别产品的实际容量达不到要求的标称容量;即使容量达标的产品,也易产生耐压废品和损耗废品。
而图2-1~图2-4所示的本实施例的端头电极在芯组烧结后能形成完全地独石结构(图5-1、图5-2的左图所示),排除了涂银过程中端头银浆渗入芯组内部的可能性,完全消除了产品耐电压不合格品的产生。端头的可引出部分立体化,引出时的接触面积明显增大,大大增强了端电极完全引出的可能性和可靠性,使产品的容量命中率和耐电压可靠性明显增高。
从图3-1~图3-4端头引出效果的示意中可以看出,本实施例的端头电极在实现完全地独石结构后,端头的可引出部分立体化。引出时的接触面积明显增大,使产品的接触电阻下降,tanδ值更小,使用频率特性更优;端头引出更可靠,杜绝虚接触的可能,使产品的阻值大于1×10
采用本发明后,经过在生产线批产10万只产品的统计数据表明:不仅使芯组的引出可靠性得到增强,也使产成品在电参数方面的合格率得以显著提高:
1.在芯组耐电压测试中,使芯组的耐电压合格率由原来的65%左右,提高至95%以上;引出更可靠,使产品的电阻合格率也相应提高。
2.在容量测试时,使芯组的容量命中率由原来的85%左右,提高至94%以上。
3.在成品测试过程中,使产品的损耗合格率由原来的90%左右,提高至96%以上。
4.在成品筛选过程中,使产品的淘汰率由原来的6%左右,降低至2%以下。
5.由于产品引出可靠性的提高,使得其耐电压变化率dv/dt的能力显著增强,在同等使用条件下,大大的提高了产品的抗频率冲击性。
以上给出的实施例是实现本发明较优的例子,本发明不限于上述实施例。本领域的技术人员根据本发明技术方案的技术特征所做出的任何非本质的添加、替换,均属于本发明的保护范围。
- 一种端头呈完全独石结构的云母电容器及其制备方法
- 一种端头呈完全独石结构的云母电容器