一种用于3D打印机的烟尘过滤系统及其控制方法
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及3D打印技术领域,尤其涉及一种用于3D打印机的烟尘过滤系统及其控制方法。
背景技术
3D打印或增材制造是一种根据CAD模型或数字3D模型构建三维对象的技术。“3D打印”可以有多种形式,其中最常见的是材料在计算机控制下沉积,结合或固化以形成三维物体,最典型的方式是将材料逐层地进行叠加。选择性激光烧结SLS是一种重要的增材制造方法,其原理是激光束根据分层截面信息进行有选择地对粉末材料逐层烧结,全部烧结完成后去除多余的粉末,得到制成的零件。在粉末烧结的过程中往往产生大量烟尘、挥发物和雾化物,若不能进行有效除尘,将使激光的光路受阻进而影响烧结加工的效率,最终降低产品质量。打印过程中打印成型区域粉末被激光照射而产生的黑色粉末因高温气化溅起漂浮在成型缸上空,若该粉末无法得到及时清除扬起的粉末会掉落到成型面粉末上,导致成型工件表面粗糙。并且,增材制造中使用的材料涵盖范围很广,从诸如尼龙,ABS,高密度聚乙烯,聚对苯二甲酸乙二醇酯等塑料到诸如不锈钢,钛,铝及其合金甚至金或银的金属。这些材料大多数都是可燃的,而在3D打印过程中可以产生非常小的颗粒(甚至在纳米颗粒范围内),若不能很好的进行除尘将存在爆炸、火灾等危及人身的安全隐患。
发明内容
本发明旨在克服现有技术的不足,提供一种用于3D打印机的烟尘过滤系统及其控制方法。
为实现上述目的,本发明提供如下技术方案:一种用于3D打印机的烟尘过滤系统,包括柜体、设置在所述柜体内的三级过滤装置,
所述三级过滤装置包括依次相连的大颗粒烟尘过滤器、中小颗粒烟尘过滤器、细小颗粒烟尘过滤器;
所述大颗粒烟尘过滤器通入含3D打印机成型室中扬起的烟尘的气体并通过涡旋滤筒一产生旋转气流分离大颗粒烟尘;
所述中小颗粒烟尘过滤器通入经过所述大颗粒烟尘过滤器过滤的含尘气体并通过扰流板与滤芯一对中小颗粒烟尘进行过滤;
所述细小颗粒烟尘过滤器通入经过所述中小颗粒烟尘过滤器过滤的含尘气体并通过滤芯二对细小颗粒烟尘进行过滤,并最终将干净气体送回风机的回风口;
所述中小颗粒烟尘过滤器进一步包括自动反吹装置,当检测到所述滤芯一上吸附的颗粒量达到阈值时,所述自动反吹装置自动产生脉冲式瞬间高压气流喷吹所述滤芯一。
根据本发明的另一方面,提供一种用于3D打印机的烟尘过滤系统的控制方法,包括:
检测洗气信号,当检测到所述洗气信号后,往所述烟尘过滤系统通入惰性气体开始洗气操作,氧含量分析仪检测到所述烟尘过滤系统内氧气含量低于第一阈值时,停止所述洗气操作;
压差检测装置检测滤芯一的内外压差,当检测到所述内外压差超过第二阈值时,启动自动反吹装置控制阀,按照设定的频率对所述滤芯一进行反吹;
反吹清理后,再次检测所述滤芯一的内外压差,当再次检测到的所述滤芯一的内外压差仍超过第三阈值时或所述滤芯一的使用时间超过第四阈值时,系统显示屏显示信息提示操作人员更换滤芯一;
检测滤芯水淋信号,当检测到所述滤芯水淋信号时,对所述滤芯一进行预设时间的水雾喷射。
本发明的有益效果:
本发明的烟尘过滤系统具有安全可靠、连续工作时间长、气密性强等优点,不仅可以将打印机内气体过滤干净循环使用,在除尘净化过程中还可以实现过程自运化,避免人工收集粉尘的危险性,降低劳动强度、提高生产效率。
附图说明
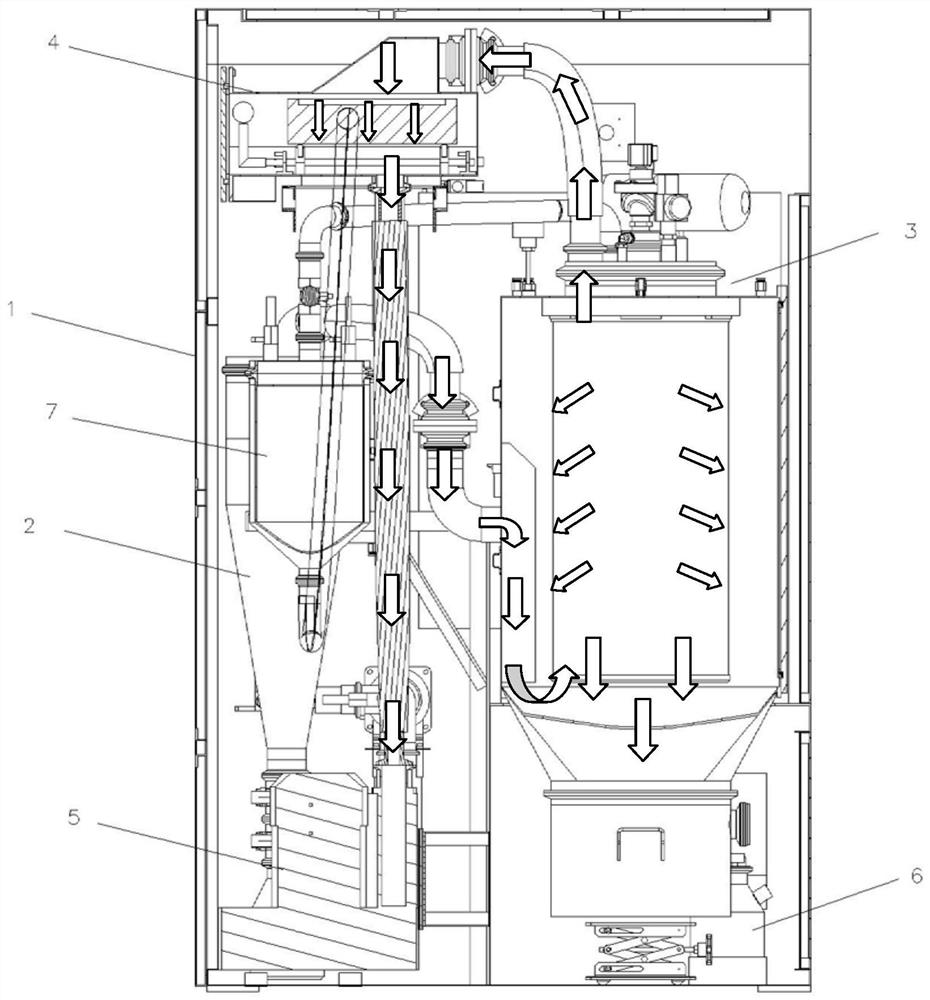
图1为本发明一实施例的烟尘过滤系统的一剖面示意图。
图2为本发明一实施例的烟尘过滤系统的另一剖面示意图。
图3为本发明一实施例的大颗粒烟尘过滤器的剖面示意图。
图4为本发明一实施例的大颗粒烟尘过滤器的俯视图。
图5为本发明一实施例的中小颗粒烟尘过滤器的剖面示意图。
图6为本发明一实施例的中小颗粒烟尘过滤器的俯视立体图。
图7为本发明一实施例的扰流板结构示意图。
图8为本发明一实施例的细小颗粒烟尘过滤器的立体图。
图9为本发明一实施例的细小颗粒烟尘过滤器的剖面示意图。
图10为本发明一实施例的顶升机构的结构示意图。
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
在发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“前端”、“后端”、“两端”、“一端”、“另一端”、“一面”、“另一面”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接或一体地连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况具体理解上述术语在本发明中的具体含义。
以下结合实施例详细阐述本发明的内容。
请参阅图1-10,一种用于3D打印机的烟尘过滤系统,包括柜体1、设置在所述柜体内的三级过滤装置,所述三级过滤装置包括依次相连的大颗粒烟尘过滤器2、中小颗粒烟尘过滤器3、细小颗粒烟尘过滤器4;大颗粒烟尘过滤器2通入含3D打印机成型室中扬起的烟尘的气体并通过涡旋滤筒一20产生旋转气流分离大颗粒烟尘;中小颗粒烟尘过滤器3通入经过初效过滤的含尘气体并经扰流板31与滤芯一32对中小颗粒烟尘进行中效过滤,其中滤芯一32可以为纳米阻燃防静电滤芯,其滤材表面覆盖一层极薄导电透气的金属铝涂层,并有铜质导线引出,以实现滤芯一具有通风量大、过滤精度高、易于在线反吹的优点同时,又能避免静电跳火,起到防爆作用;细小颗粒烟尘过滤器4通入经过中效过滤的含尘气体并通过滤芯二40对细小颗粒烟尘进行高效过滤,并最终将干净气体送回风机5的回风口50,其中滤芯二40可以为防静电滤芯;中小颗粒烟尘过滤器3进一步可以包括自动反吹装置,当检测到滤芯一32上吸附的颗粒量达到阈值时,自动反吹装置自动产生脉冲式瞬间高压气流喷吹滤芯一32。
大颗粒烟尘过滤器2还可以包括收集装置一21,所述涡旋滤筒一20进一步包括从上至下依次连接的涡形腔体201、圆柱体202、圆锥体203,涡形腔体201包括进气口一201a和排气口一201b,进气口一201a用于通入含尘气体,排气口一201b用于排出经过初效过滤的气体,圆锥体203的缩口与收集装置一21通过排灰管204连通。进一步,排灰管204上连续设置两个手动蝶阀204a、204b,双碟阀的连续设置可有效防止烟尘在排出到收集装置一的过程中发生泄露。收集装置一21上还设有注水孔211用于外接储水罐6进行注水降温,这样可以有效降低收集装置一21内的温度,防止因烟尘温度过高而发生燃烧。排气口一201b通过一排气管205连接3D打印机的下一级除尘装置,排气管205插入所述排气口一201b一定深度,优选的,其下端口低于进气口一201a且高于涡形腔体201的下端口,以防止排气管插入太浅未经一级除尘的气流直接进入下一级除尘装置,导致后置滤芯的阻塞,并且排气管不会插入太深,增加气流与管壁的摩擦面,使其阻力损失增大。进一步,排气管205包括内段与外段,内段设置在排气口一201b内侧,外段设置在排气口一201b外侧。且,内段的直径略大于外段的直径。优选的,外段的直径为内段直径的一半左右。进一步,大颗粒烟尘过滤器2还可包括用于检测涡旋滤筒一20内温度的温度检测计,该温度检测计可以设置在涡形腔体201的顶部。进一步,圆锥体203内壁上还可以设置风速传感器(图中未示出)用于检测涡旋滤筒一20内的风速,通过控制该风速可以有效的提升大颗粒烟尘的过滤效果。风机5的转速可以设置在1000-5000转/分钟。优选的,风机5的转速可以设置在2000转/分钟左右,除尘效果较为理想。下面就大颗粒烟尘过滤器2的工作原理进行进一步阐述。首先,含烟尘气流从打印机成型室通过进气口一201a由切向送入涡形腔体201,气流沿涡形腔体201、圆柱体202、圆锥体203内壁螺旋式向下旋转,使得大颗粒烟尘在离心力的作用下甩向器壁,并在重力作用下落入收集装置一21,经过初步过滤的气流则从旋涡的中心上升并由排气管205排出,通往中小颗粒烟尘过滤器3。由于旋转气流的切向速度对粉尘产生的离心力与涡形腔体201的直径成反比,在相同的切线速度下,涡形腔体201内径越小,气流的旋转半径越小,粒子受到的离心力越大,尘粒越容易被捕集。但若筒体直径选择过小,器壁与排气管太近,粒子又容易逃逸,筒体直径太小还容易引起堵塞。涡旋滤筒一20的整体高度是指涡形腔体201、圆柱体202、圆锥体203三部分高度之和。增加涡旋滤筒一20的整体高度,可增加气流在涡旋滤筒一20内的旋转圈数,使含尘气流中的粉尘与气流分离的机会增多,但涡旋滤筒一20总高度增加,外旋流中向心力的径向速度使部分细小粉尘进入内旋流的机会也随之增加,从而又降低除尘效率。根据本发明的一种实施方式,涡旋滤筒一20的整体高度为涡形腔体201的内径/圆柱体202的直径的2.5-4倍,除尘效果较为理想。优选的,为3-3.5倍。圆锥体203部分,由于其半径不断减小,气流的切向速度不断增加,粉尘到达外壁的距离也不断减小,除尘效果比圆柱体202好。因此,在筒体总高度一定的情况下,适当增加圆柱体202部分的高度,有利于提高除尘效率。根据本发明的一种实施方式,圆柱体202的高度为其直径的一半左右,圆锥体203的高度为圆柱体202直径的2倍左右,可获得较为理想的除尘效率。本实施例中所述的大颗粒烟尘过滤器2可以有效的滤除大颗粒烟尘,防止后续滤芯阻塞,提高滤芯的使用效率,进而延长打印机连续工作的时间,提高打印效率。
中小颗粒烟尘过滤器3包括滤筒二33、收集装置二34;滤筒二33包括外壳二331、滤筒腔二332,外壳二331上开设进气口二331a、排气口二331b,滤筒腔二332内设有滤芯一32和扰流板31,滤芯一32一端连通排气口二331b,另一端悬空设置,经过初效过滤的烟尘通过进气口二331a进入滤筒腔二332并经滤芯一32过滤后从排气口二331b排出,收集装置二34设置在滤芯一32下方并与滤筒腔二332连通,扰流板31设置在进气口二331a前方。根据本发明的一种实施方式,中小颗粒烟尘过滤器3还包括用于检测滤芯一32内外压差的压差检测装置,其包括分别设置在滤芯一32的筒体内外的压力检测传感器探头和压差表(未示出)。根据本发明的一种实施方式,压力检测探头分别设置在外壳二331顶部的接口351a和351b。自动反吹装置进一步还包括控制阀301、储气罐302、反吹管303,反吹管303一端连通所述排气口二331b,另一端连接控制阀端口一301a;储气罐302连接控制阀端口二301b,当滤芯一32上吸附的颗粒量达到阈值时,控制阀301自动控制储气罐302内的气体产生脉冲式瞬间高压气流并通过反吹管303喷吹滤芯一32。具体的,当压差检测装置测得滤芯一32的内外压差超出第二阈值时启动自动反吹装置。具体过程为,当压力检测传感器探头和压差表测得滤芯一32的内外压差超出第二阈值时,控制阀301(具体可以是脉冲电磁阀)按照设定频率将储气罐302中的气体通过反吹管303喷吹滤芯一32,使尘粒在瞬间高压气流的作用下脱落,进一步增加了收集装置二34中多余物料的可利用率。对滤芯一32表面多余物料周期性清理,使设备运行阻力相对稳定,提高滤芯的使用效率,保证3D打印机的稳定工作。根据本发明的一种实施方式,中小颗粒烟尘过滤器3还包括压力表35、温度检测装置36、惰性气体充气口37,压力表35设置在排气口二331b上方,惰性气体充气口37连通排气口二331b,温度检测装置36设置在外壳二331上。扰流板31可以包括一上板311和一前板313,前板设置在进气口二前方,上板盖住前板上方,两侧为气体出口,经过扰流板干扰的气流可从两侧流向过滤腔。根据本发明的一种实施方式,扰流板31包括上板311,侧板312,前板313,上板311设置在进气口二331a上方,其一边连接外壳二331的侧壁,另一边连接前板313,侧板312上边、左边、右边分别连接上板311、外壳二331的侧壁、前板313,前板313、侧板312向下延伸至与滤芯一32下端平齐,扰流板31的宽度小于外壳二331的侧壁的宽度大于滤芯一32的宽度。扰流板31设置在中效过滤器的进气口处可以通过摩擦撞击先阻隔中等颗粒进入过滤腔,避免中等颗粒直接接触并阻塞滤芯一32,且避免出现靠近进气口二331a的滤芯一32一侧局部吸附烟尘较多的情况,从而进一步提升滤芯一32的使用效率。进一步,外壳二331还包括一可拆卸/可开关的门板便于对滤芯一32进行更换。根据本发明的一种实施方式,外壳二331顶部还可以设置有喷淋接口38,优选的,喷淋接口38设有四个均匀分布在外壳二331顶部,喷淋接口38上设置雾化喷嘴381,喷淋接口38通过气管外接储水罐6,在更换滤芯前,水流通过气管经雾化喷嘴381对整个滤筒腔二332内喷射水雾,防止因静电而引发滤筒燃烧的危险。根据本发明的一种实施方式,所述收集装置二34下方可以进一步设置一可调节升降机构用于调节中小颗粒烟尘过滤器的整体高度。
细小颗粒烟尘过滤器4包括滤筒三41,滤筒三41包括外壳三411、滤筒腔三412,外壳三411上开设进气口三411a、排气口三411b,滤筒腔三412内设有滤芯二40,滤芯二40为防静电滤芯,滤芯二40紧邻进气口三411a设置,进气口三411a连接中小颗粒烟尘过滤器3,排气口三411b设置在滤芯二40下方且连接风机5的回风口50并向其输送过滤后的干净气体。根据本发明的一种实施方式,滤筒腔三412内还可以设有支撑台413,支撑台413设置在滤芯二40的下方用于支撑滤芯二40。外壳三411还可以包括一可拆卸/可开关门板便于滤芯二40的更换。滤筒腔三412内还可以设置一顶升机构414,顶升机构414可以包括支撑架414a、顶块414b、把手414c,把手414c穿过支撑架414a与顶块414b卡接配合,转动把手414c顶块414b随之转动,使得顶块凸出端4145将滤芯二40向上顶升与进气口三411a压紧,从而保证气体得到充分完全的过滤,不会从进气口三411a与滤芯二40之间的缝隙直接流向排气口三411b。根据本发明的一个实施例,把手414c包括横杆4141、竖杆4142、抓握部4143,顶块414b为凸轮结构,其包括本体4144、凸出端4145、轴心孔4146,凸出端4145内通过轴心孔4146设有可以相对轴心滚动的滚轮4147,滚轮4147可相对滤芯二40滚动,减小摩擦,使操作人员转动把手时更加省力。应当注意的是,把手414c可以人工转动,也可以通过电机在适当的时候自动驱动,具体驱动方式在此不再赘述。
根据本发明的一个实施例,烟尘过滤系统还可以包括尾气过滤装置7,其包括尾气过滤筒70、进气口四71、排气口四72,进气口四71通过管路连通排气口二331b,排气口四72通过软管73与外界连通。具体的,尾气过滤筒70内还可以设置滤芯(未示出),在打印完成后尾气过滤装置7可以对整个系统中剩余的气体排入空气前进行过滤以及清理。
根据本发明的一个实施例,烟尘过滤系统还包括储水罐6,收集装置一21、收集装置二34、外壳三411上均设有注水孔,注水孔同样可以连接储水罐6对收集装置一21、收集装置二34、滤筒三41进行注水降温。
进气口一201a、进气口二331a、进气口三411a前端的连接管上分别设有控制气体流量的气动阀门8,例如快装气动蝶阀,风机5送风口51通过管路连接所述3D打印机的打印室,该管路上同样设有气动阀门,并设有氧含量分析仪9。烟尘过滤系统在充入惰性气体时,氧分析仪9能准确显示系统内部氧气含量,进一步达到无氧环境,保证物料的完全工作,降低与氧气的微量反应,加强生产的稳定性。
下面将就本发明烟尘过滤系统的工作过程作进一步阐述。
打印开始前,可通过设置在中小颗粒烟尘过滤器外壳二顶部的惰性气体充气口向系统中充入惰性气体(例如氮气、氩气等)进行洗气操作,当氧含量分析仪显示的含氧量低于预设值时,停止充气。打印开始后风机开始工作,一方面风机的送风口向打印机成型室送风,将扬起的烟尘吹向颗粒烟尘过滤器涡形腔体的进气口一,另一方面由于整个烟尘过滤系统最终连通到风机的回风口,因此风机在进气口一处也产生一定吸力,帮助含烟尘气体更高效的吸入过滤系统。进入大颗粒烟尘过滤器后的含尘气体通过重力沉降,使较重的颗粒落入收集装置一中,其余含尘气体通过软管连接进入中小颗粒烟尘过滤器。在进气口二处,由于扰流板的阻隔使得中等颗粒通过重力直接落入收集装置二中,其余气体则从扰流板一侧或两侧流出充满整个过滤腔,并经纳米阻燃防静电滤芯二进行二次过滤,外壳二顶部装有雾化喷嘴和脉冲反吹装置,可对滤芯二进行定期自动反吹清理,粉尘落入下方的收集装置二,更换滤芯时,雾化喷嘴对过滤腔内喷射水雾,防止因静电二引发滤芯一燃烧的危险。最后,外壳二顶部连接的软管将含尘气体通入细小颗粒烟尘过滤器,进行最后的高效过滤。
本发明的烟尘过滤系统具有安全可靠、连续工作时间长、气密性强等优点,并且在除尘净化过程中实现过程自运化,避免人工收集粉尘的危险性,降低劳动强度、提高生产效率。
根据本发明的另一方面,提供一种用于3D打印机的烟尘过滤系统的控制方法,包括:
检测洗气信号,当检测到洗气信号后,往烟尘过滤系统通入惰性气体开始洗气操作,氧含量分析仪检测到烟尘过滤系统内氧气含量低于第一阈值时,停止洗气操作;
压差检测装置检测滤芯一的内外压差,当检测到内外压差超过第二阈值时,启动自动反吹装置控制阀,按照设定的频率对滤芯一进行反吹,其中,该反吹操作可在烟尘过滤系统停止运行时进行;
反吹清理后,再次检测滤芯一的内外压差,当再次检测到的滤芯一的内外压差仍超过第三阈值时或所述滤芯一的使用时间超过第四阈值时,系统显示屏显示信息提示操作人员更换滤芯一;
检测滤芯水淋信号,当检测到滤芯水淋信号时,对滤芯一进行预设时间的水雾喷射。
具体的,所述第三阈值可以是1000pa,所述第四阈值可以是2000h,所述预设的喷水时间可以是20s,所述风机可以是密封性涡轮风机具有高可靠性,低维护及寿命长的特点。
上述实施例中的实施方案可以进一步组合或者替换,且实施例仅仅是对本发明的优选实施例进行描述,并非对本发明的构思和范围进行限定,在不脱离本发明设计思想的前提下,本领域中专业技术人员对本发明的技术方案作出的各种变化和改进,均属于本发明的保护范围。
- 一种用于3D打印机的烟尘过滤系统及其控制方法
- 一种用于3D打印机的中小颗粒烟尘过滤器