质检线自动控制方法、计算机设备及可读存储介质
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及瓷砖检测技术领域,尤其涉及一种质检线自动控制方法、计算机设备及可读存储介质。
背景技术
随着人们对瓷砖需求和应用不断增长,对瓷砖的品质要求也越来越高。其中,对生产的瓷砖在线进行检测和分类,以确保瓷砖几何尺寸的标准、外形的完整和同批瓷砖表面颜色均衡性,是建筑陶瓷企业制造过程的重要环节。
传统的劳动密集型的陶瓷产业在智能制造、绿色发展的大潮下,机器施釉、打磨、抛光等工序已逐步替代人工,甚至智能制造工厂亦不断涌现。目前瓷砖生产线各类设备已基本实现自动化生产,但各类设备之间相对独立,且瓷砖的部分检测工作仍未突破技术瓶颈。
如专利“一种瓷砖检测分选系统(CN204448634U)”中,虽可实现瓷砖的自动分类,但仍需质检员判断瓷砖等级后再进行标记;又如,专利“一种瓷砖表面缺陷检测系统(CN215727750U)”中,虽可实现缺陷的自动检测,但检测结果仅记录在电脑硬盘中,整个生产环节(抛光、质检、包装)无法形成一个闭环的实时质量反馈系统,影响陶瓷生产企业生产、决策效率。
发明内容
本发明所要解决的技术问题在于,提供一种质检线自动控制方法、计算机设备及可读存储介质,可构建一个完整的闭环控制系统,以实现质检线的自动控制。
为了解决上述技术问题,本发明提供了一种质检线自动控制方法,包括:驱动平整度检测仪对瓷砖进行平整检测以生成检测信息,所述平整检测包括瓷砖四边检测、对角线尺寸检测及砖面平整度检测中的任意一种或几种;驱动分级分色检测仪对瓷砖进行分色检测以生成识别信息,所述分色检测包括表面缺陷检测、表面色差检测及版面图案识别处理中的任意一种或几种;驱动喷码识别机根据所述检测信息及识别信息对瓷砖进行喷码处理,以在瓷砖上形成信息码;驱动识别设备识别所述信息码以获取参数信息;将所述参数信息反馈至云平台,以使所述云平台根据所述参数信息调整加工设备的加工参数并将所述加工参数反馈至加工设备。
作为上述方案的改进,对瓷砖进行表面缺陷检测的方法包括:采集砖面图像;采用基于OSTU阈值和显著性检测的目标缺陷定位方法在所述砖面图像中定位缺陷位置;采用基于Faster R-CNN的深度学习目标检测算法的融合缺陷检测算法对所述缺陷位置进行融合;采用基于瓷砖缺陷检测模型的深度学习算法对融合后的缺陷进行分类。
作为上述方案的改进,对瓷砖进行表面色差检测的方法包括:采集砖面图像;采用基于U-net深度学习网络的分割算法对所述砖面图像进行分割处理;采用基于深度学习的瓷砖花色分类算法对分割后的砖面图像进行花色分类处理;采用推荐算法对分类后的砖面图像进行瓷砖花色色差融合处理。
作为上述方案的改进,对瓷砖进行版面图案识别的方法包括:采集砖面图像;对所述砖面图像进行标定;采用基于cuFFT的超高分辨率图像快速配准算法对标定后的砖面图像进行初始配准处理:采用基于局部搜索策略的图像最优配准算法对初始配准后的砖面图像进行二次配准处理;采用基于多尺度变换思想的适应性图像融合拼接算法对二次配准处理后的砖面图像进行拼接处理以识别版面图案。
作为上述方案的改进,采集砖面图像时,根据瓷砖厚度信息调节分级分色检测仪中的彩色线阵相机的焦距、黑白线阵相机的实时位置及光源的实时位置。
作为上述方案的改进,所述质检线自动控制方法还包括:驱动包装设备根据所述参数信息对喷码后的瓷砖进行分流、包装及下板处理。
作为上述方案的改进,所述驱动平整度检测仪对瓷砖进行瓷砖四边检测、对角线尺寸检测及砖面平整度检测以生成检测信息之前,还包括:驱动抛光线对瓷砖进行抛光处理;驱动清洗风干设备对瓷砖进行清洗及干燥处理。
作为上述方案的改进,所述驱动抛光线对瓷砖进行抛光处理之前,还包括:驱动成型设备对瓷砖进行成型处理;驱动淋釉设备对瓷砖进行淋釉处理;驱动印刷设备对瓷砖进行印刷处理;驱动烧成设备对瓷砖进行烧成处理;驱动磨边设备对瓷砖进行磨边处理。
相应地,本发明还提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其中,所述处理器执行所述计算机程序时实现上述质检线自动控制方法的步骤。
相应地,本发明还提供了一种计算机可读存储介质,其上存储有计算机程序,其中,所述计算机程序被处理器执行时实现上述质检线自动控制方法的步骤。
实施本发明,具有如下有益效果:
本发明通过平整度检测仪及分级分色检测仪检测瓷砖的检测信息及识别信息,并将检测信息及识别信息以信息码的形式记录至瓷砖上,再由识别设备识别出参数信息后,将参数信息发送至云平台;云平台跟进参数信息把相应的调整信息反馈到各个工艺环节,以远程控制和调整各个环节中加工设备的加工参数,从而形成一个完整的闭环控制系统。
同时,本发明采用特殊的表面缺陷检测、表面色差检测及版面图案识别方法,对瓷砖进行针对性的检测,准确性高。
进一步,本发明通过与包装线的数据传输,实现瓷砖的自动分流、包装、下板,进一步实现整线自动化,大大减少工人的劳动强度,并大幅提高了检测的效率和准确性。
附图说明
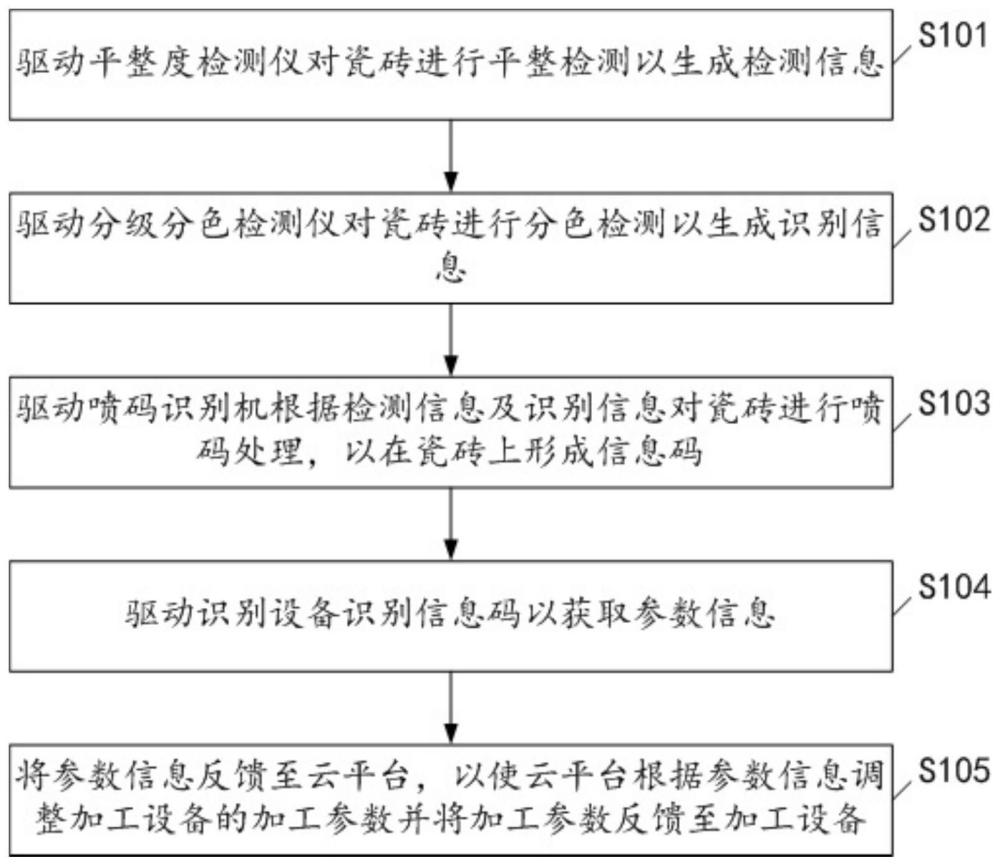
图1是本发明质检线自动控制方法的第一实施例流程图;
图2是本发明质检线自动控制方法的第二实施例流程图;
图3是本发明质检线自动控制方法的第三实施例流程图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。
参见图1,图1显示了本发明质检线自动控制方法的第一实施例流程图,包括:
S101,驱动平整度检测仪对瓷砖进行平整检测以生成检测信息;
具体地,所述平整检测包括瓷砖四边检测、对角线尺寸检测及砖面平整度检测中的任意一种或几种;
S102,驱动分级分色检测仪对瓷砖进行分色检测以生成识别信息;
具体地,所述分色检测包括表面缺陷检测、表面色差检测及版面图案识别处理中的任意一种或几种;其中,所述表面缺陷包括裂痕、磨花、崩角、针孔等,但不以此为限制。
需要说明的是,分级分色检测仪内设有彩色线阵相机、黑白线阵相机及光源;其中,彩色线阵相机与检测点设于同一竖直方向上,黑白线阵相机及光源分别设于彩色线阵相机的两侧。采集砖面图像时,本发明可根据瓷砖厚度信息调节分级分色检测仪中的彩色线阵相机的焦距、黑白线阵相机的实时位置及光源的实时位置,以保证光源所发射的光线经检测点上的瓷砖反射后能直接进入黑白线阵相机,从而令成像点始终汇合处于瓷砖上表面。
因此,瓷砖进入分级分色检测仪后,通过黑白线阵相机及彩色线阵相机可分别获取到黑白及彩色的完整砖面图像,以对瓷砖进行表面缺陷检测、表面色差检测及版面图案识别处理。
下面分别对表面缺陷检测、表面色差检测及版面图案识别处理的方法作进一步的详细描述:
一、表面缺陷检测
拍摄时,黑白线阵相机与瓷砖表面形成一定的成像夹角,从而拍摄出黑白图像,若瓷砖表面有凸起或者凹陷的情况,黑白图像会在相应位置出现阴影部分,因此,结合阴影情况可分析出是凸起或者凹陷的缺陷类型;同时,通过彩色线阵相机获取到的彩色图片,可进一步确认缺陷种类。
具体地,对瓷砖进行表面缺陷检测的方法包括:
(1)采集砖面图像;
(2)采用基于OSTU(最大类间方差法)阈值和显著性检测的目标缺陷定位方法在砖面图像中定位缺陷位置;
(3)采用基于Faster R-CNN的深度学习目标检测算法的融合缺陷检测算法对缺陷位置进行融合;
(4)采用基于瓷砖缺陷检测模型的深度学习算法对融合后的缺陷进行分类。
二、表面色差检测
瓷砖色差检测中,瓷砖复杂纹理及图案对色差检测具有较大的干扰,考虑到亮度和色温均匀性、一致性等因素影响,以及主观因素对色号分类的影响等,在实现多相机光学系统标定与补充算法的基础上,本发明采用基于人工智能的色差分类检测算法进行检测。
具体地,对瓷砖进行表面色差检测的方法包括:
(1)采集砖面图像;
(2)采用基于U-net深度学习网络的分割算法对砖面图像进行分割处理;
(3)采用基于深度学习(含迁移学习和增强学习)的瓷砖花色分类算法对分割后的砖面图像进行花色分类处理;
(4)采用推荐算法对分类后的砖面图像进行瓷砖花色色差融合处理。
三、版面图案识别
在大幅面瓷砖视觉检测中,往往需要采用具有超高分辨率(8K,甚至16K)的多相机阵列进行在线实时拍摄,除图案颜色校正、滤波等图像预处理外,本发明引入了高精度多图像自适应快速配准、拼接等关键技术实现图案识别。
具体地,对瓷砖进行版面图案识别的方法包括:
(1)采集砖面图像;
(2)对砖面图像进行标定;
(3)采用基于cuFFT的超高分辨率图像快速配准算法对标定后的砖面图像进行初始配准处理:
(4)采用基于局部搜索策略的图像最优配准算法对初始配准后的砖面图像进行二次配准处理;
(5)采用基于多尺度变换思想的适应性图像融合拼接算法对二次配准处理后的砖面图像进行拼接处理以识别版面图案。
S103,驱动喷码识别机根据检测信息及识别信息对瓷砖进行喷码处理,以在瓷砖上形成信息码;
喷码识别机用于把平整度检测仪及分级分色检测仪检测出来的检测信息及识别信息(如,尺寸、平整度、缺陷等)通过预设的编码方式生成信息码,并喷涂到瓷砖的特定位置。
S104,驱动识别设备识别信息码以获取参数信息;
S105,将参数信息反馈至云平台,以使云平台根据参数信息调整加工设备的加工参数并将加工参数反馈至加工设备。
需要说明的是,生产线上相应的加工设备可根据云平台上提供有效的调整信息,自动调整加工参数,最终形成系统的控制闭环。
也就是说,平整度检测仪及分级分色检测仪把检测出的检测信息及识别信息以信息码的形式记录至瓷砖上,再由识别设备识别出参数信息后,将参数信息发送至云平台;云平台经过处理和分析把相应的调整信息反馈到各个工艺环节,以远程控制和调整各个环节中加工设备的加工参数。
参见图2,图2显示了本发明质检线自动控制方法的第二实施例流程图,包括:
S201,驱动抛光线对瓷砖进行抛光处理;
S202,驱动清洗风干设备对瓷砖进行清洗及干燥处理。
清洗风干设备用于清洗瓷砖上的粉尘及吹干表面水印,为后续检测排除干扰项。
S203,驱动平整度检测仪对瓷砖进行平整检测以生成检测信息;
S204,驱动分级分色检测仪对瓷砖进行分色检测以生成识别信息;
S205,驱动喷码识别机根据检测信息及识别信息对瓷砖进行喷码处理,以在瓷砖上形成信息码;
S206,驱动识别设备识别信息码以获取参数信息;
S207,将参数信息反馈至云平台,以使云平台根据参数信息调整加工设备的加工参数并将加工参数反馈至加工设备。
S208,驱动包装设备根据参数信息对喷码后的瓷砖进行分流、包装及下板处理。
因此,本发明可实现抛光线和包装线直接的有效衔接,本发明既可以通过收集瓷砖的尺寸、平整度、色差和缺陷等信息数据,反馈给前端抛光线,并进行相应参数的调整,也可以把收集信息根据客户划分成相应等级,并通过与包装线的数据传输,实现瓷砖的自动分流、包装、下板;从而形成一个完整的闭环控制系统,进一步实现整线自动化。
参见图3,图3显示了本发明质检线自动控制方法的第三实施例流程图,包括:
S301,驱动成型设备对瓷砖进行成型处理;
S302,驱动淋釉设备对瓷砖进行淋釉处理;
S303,驱动印刷设备对瓷砖进行印刷处理;
S304,驱动烧成设备对瓷砖进行烧成处理;
S305,驱动磨边设备对瓷砖进行磨边处理;
S306,驱动抛光线对瓷砖进行抛光处理;
S307,驱动清洗风干设备对瓷砖进行清洗及干燥处理。
S308,驱动平整度检测仪对瓷砖进行平整检测以生成检测信息;
S309,驱动分级分色检测仪对瓷砖进行分色检测以生成识别信息;
S310,驱动喷码识别机根据检测信息及识别信息对瓷砖进行喷码处理,以在瓷砖上形成信息码;
S311,驱动识别设备识别信息码以获取参数信息;
S312,将参数信息反馈至云平台,以使云平台根据参数信息调整加工设备的加工参数并将加工参数反馈至加工设备。
所述加工设备可以为成型设备、淋釉设备、印刷设备、烧成设备、抛光设备、磨边设备、清洗风干设备等,但不以此为限制,可根据实际情况进行调整。
S313,驱动包装设备根据参数信息对喷码后的瓷砖进行分流、包装及下板处理。
例如,磨边设备是影响瓷砖尺寸参数的最主要原因。平整度检测仪检测出瓷砖尺寸不符合要求后,平整度检测仪就会自动把尺寸信息以信息码的形式记录至瓷砖上,再由识别设备识别出参数信息后,将参数信息发送至云平台;云平台对参数信息进行分析处理后,把调整后的调整信息发送至磨边设备,磨边设备根据此调整信息来调整加工参数,从而调整自身结构位置,以达到对瓷砖尺寸、对角线等误差的自动调整。
因此,本发明将成型设备、淋釉设备、印刷设备、烧成设备、磨边设备、抛光设备、清洗风干设备、平整度检测仪、分级分色检测仪、喷码识别机、识别设备、包装设备及云平台等几大部分,通过设备之间的通讯连接起来,形成闭环控制,可实时监测各个设备的运行情况,并可以远程控制修改参数。
相应地,本发明还公开了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其中,所述处理器执行所述计算机程序时实现上述质检线自动控制方法的步骤。同时,本发明还公开了一种计算机可读存储介质,其上存储有计算机程序,其中,所述计算机程序被处理器执行时实现上述质检线自动控制方法的步骤。
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。